| | |
 | Gut zu wissen: Hilfreiche Tipps und Tricks aus der Praxis prägnant, und auf den Punkt gebracht für Autodesk Produkte |
| | |
 | Phoenix/PLM von ORCON bei Atlanta Antriebssysteme , ein Anwenderbericht
|
|
Autor
|
Thema: Kantprofil normgerecht bemassen (16398 mal gelesen)
|
oeppe
Mitglied
Konstrukteur

   Beiträge: 72
Registriert: 10.03.2008
|

 erstellt am: 19. Mrz. 2008 22:55
erstellt am: 19. Mrz. 2008 22:55  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
|
CAD-Huebner
Ehrenmitglied V.I.P. h.c.
Verm.- Ing., ATC-Trainer

Beiträge: 9803
Registriert: 01.12.2003 AutoCAD 2.5 - 2025,
Inventor AIP 4-2025 Windows 11
i7, 96 GB, SSD, Quadro P2200
|
erstellt am: 19. Mrz. 2008 23:08 <-- editieren / zitieren --> Unities abgeben: Nur für oeppe 
|
Michael Puschner
Moderator
Rentner
    

Beiträge: 13007
Registriert: 29.08.2003 Toshiba Encore mit MS Office
Ein Programm sollte nicht nur Hand und Fuß, sondern auch Herz und Hirn haben.
(Michael Anton)
|
 erstellt am: 19. Mrz. 2008 23:35 <-- editieren / zitieren --> Unities abgeben: Nur für oeppe
erstellt am: 19. Mrz. 2008 23:35 <-- editieren / zitieren --> Unities abgeben: Nur für oeppe
Zitat:
Original erstellt von oeppe:
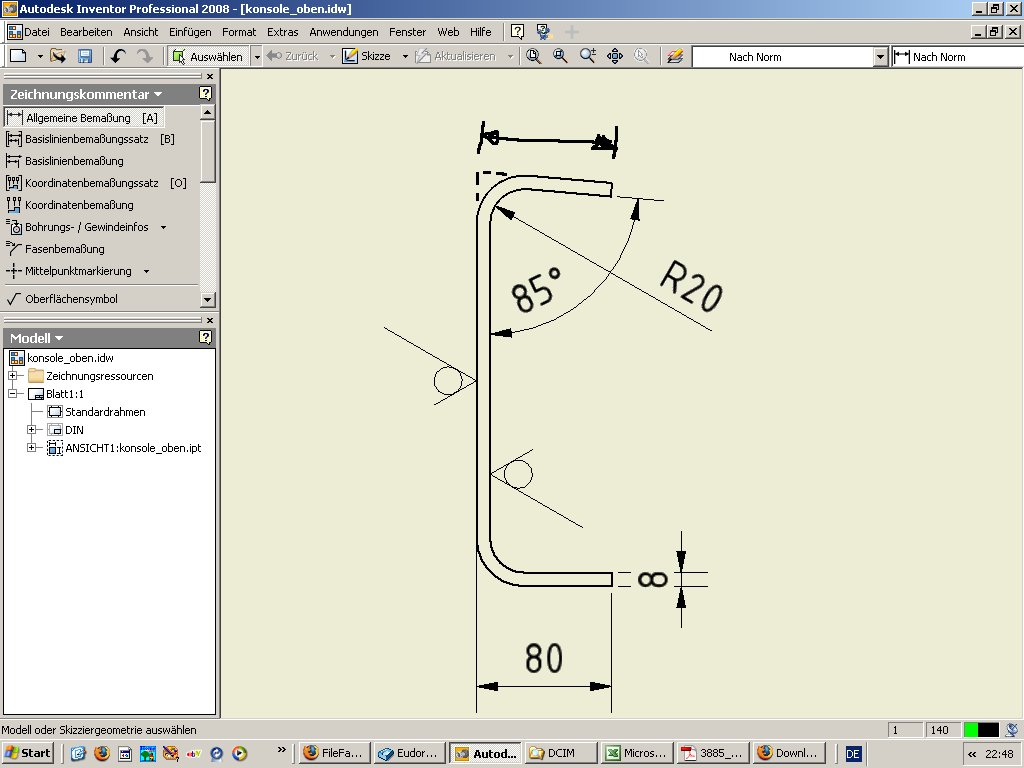
... ich möchte ein Kantprofil normgerecht bemassen. ...
Wie diese Bemaßung in IV realisiert werden kann, zeigen die von CAD-Huebner gelinkten Beiträge sehr anschaulich. Ich frage mich aber, warum das normgerecht ist, wo man dieses Maß doch weder kontrollieren, noch für für die Fertigung verwenden kann? Ist das wirklich normgerecht? Und wenn ja nach welcher Norm?  ------------------
Michael Puschner
Autodesk Inventor Certified Expert
Scholle und Partner GmbH Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
modeng
Ehrenmitglied V.I.P. h.c.
Beiträge: 7061
Registriert: 10.12.2003
|
erstellt am: 20. Mrz. 2008 00:50 <-- editieren / zitieren --> Unities abgeben: Nur für oeppe
Moin, sollte (noch) in der DIN406-11 enthalten sein. Wird nur bei stumpfen
Winkeln angewandt (Winkel innen gemessen und > 90): Danach werden sich schneidende Projektionslinien ueber den Schnitt-
punkt hinaus verlaengert. Die Masshilfslinie wird dann am Schnittpunkt
angesetzt. Beispiel in dieser (Firmen) Publikation (pdf): siehe Seite 14 Klaus ------------------
Lieber Fehler riskieren als Initiative verhindern (R. Mohn) [Diese Nachricht wurde von modeng am 20. Mrz. 2008 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
oeppe
Mitglied
Konstrukteur
Beiträge: 72
Registriert: 10.03.2008 XP, 1GB, Geforce 6200 , PC, WIFI4.0, IV2008Prof,
|
erstellt am: 20. Mrz. 2008 11:28 <-- editieren / zitieren --> Unities abgeben:
|
Kanadierx
Mitglied
Freiberuflich und gewerblich Selbständig, Sondermaschinenbau, Steuerungsbau, u.a. techn. Produkte
Beiträge: 96
Registriert: 20.02.2003 WinXP, AIS 6/7/8/9/10/11/2008 P4 3,2GHz
|
erstellt am: 20. Mrz. 2008 13:54 <-- editieren / zitieren --> Unities abgeben: Nur für oeppe
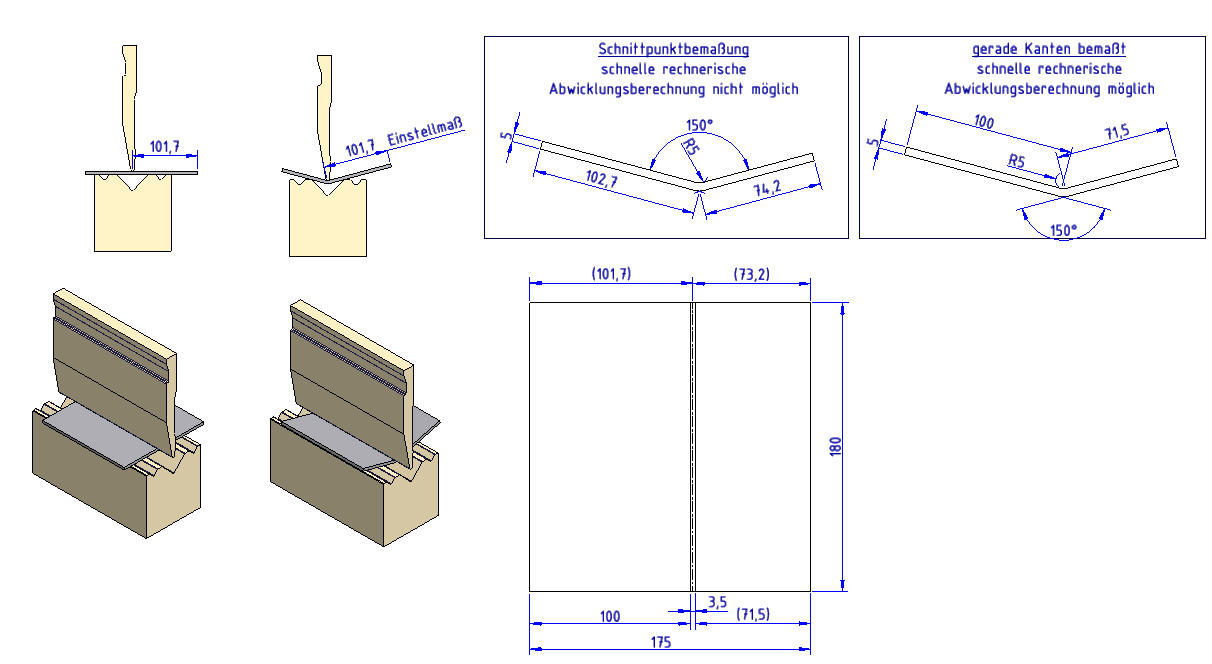
Hallo, wie man die Sache im Inventor mit der Option "Schnittpunkt" bemaßt dürfte aufgrund der Antworten klar sein. Ob normgerecht oder nicht, halte ich für zweitrangig. Uns allen kommt es doch darauf an, das Blech so gekantet zu bekommen, wie wir es konstruiert haben. Dazu müssen wir dem Werker die Informationen geben, die er braucht und die praktikabel sind, ohne dass er groß umdenken und rechnen muss. Es braucht für die Programmierung die Längen der Schenkel von Schnittpunkt bis Schnittpunkz außen gemessen und die Offnungswinkel. Praktikabel zur Kontrolle der Kantungen sind oft andere Maße, besonders dann wenn Winkel größer oder kleiner 90° sind. Dann erhält der Werker von mir die Maße zusätzlich, die messbar und wichtig sind (siehe Beispiele). mfG
Stefan Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Michael Puschner
Moderator
Rentner
Beiträge: 13007
Registriert: 29.08.2003 Toshiba Encore mit MS Office
Ein Programm sollte nicht nur Hand und Fuß, sondern auch Herz und Hirn haben.
(Michael Anton)
|
 erstellt am: 20. Mrz. 2008 20:37 <-- editieren / zitieren --> Unities abgeben: Nur für oeppe
erstellt am: 20. Mrz. 2008 20:37 <-- editieren / zitieren --> Unities abgeben: Nur für oeppe
Vielen Dank, ich habe wieder was gelernt ... Zitat:
Original erstellt von modeng:
... sollte (noch) in der DIN406-11 enthalten sein. ...
Dass das auch immer noch in der DIN406-11 enthalten ist, war mir bekannt. Nur geht es da nur allgemein um das wie, nicht um das warum und auch nicht um ein Blech-Beispiel. Mir fehlte aber genau der Bezug zur Blechbiege-Praxis und zwar aus purem Mangel an Kenntnis. Das PDF zeigt aber deutlich, dass es so in der Praxis gewünscht ist. Zitat:
Original erstellt von Kanadierx:
... Es braucht für die Programmierung die Längen der Schenkel von Schnittpunkt bis Schnittpunkz außen gemessen und die Offnungswinkel.
Praktikabel zur Kontrolle der Kantungen sind oft andere Maße, besonders dann wenn Winkel größer oder kleiner 90° sind. Dann erhält der Werker von mir die Maße zusätzlich, die messbar und wichtig sind ...
Genau das hat mich interessiert! ------------------
Michael Puschner
Autodesk Inventor Certified Expert
Scholle und Partner GmbH Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Björn Hessberg
Mitglied
Maschinenbauer
Beiträge: 611
Registriert: 04.04.2007 SWX Pro 2020 SP4
Win 10 64Bit 32GB
NVidia Quadro P1000
Z Book G3 17
Win10 16GB M4000M
NVidia Quadro 4000M
|
erstellt am: 21. Mrz. 2008 00:24 <-- editieren / zitieren --> Unities abgeben: Nur für oeppe
Hallo, mit dieser Problematik muss ich mich auch immer wieder rumquälen, wir bemassen die Blechschnitte in den Bauteilen genau so, wie es für die Programmierung unserer CNC-Blechbiegemaschine notwendig ist. Wenn dann die Datensätze zum externen Zulieferer gehen, tauchen öfter mal Fragen auf und wir bemassen die Bauteile dann so, wie die Anderen das haben wollen. Alles weit weg von irgendwelchen Normen, aber schnell umsetzbar ... Bescheid  Viele Grüsse ( Hätte dieser Beitrag ins Blechforum gemusst? ) Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Andreas Gawin
Ehrenmitglied V.I.P. h.c.
Blechschlosser Metallbauermeister

Beiträge: 3641
Registriert: 24.02.2006 Inventor 2022/2023/2024
AutoCad Mechanical 2023/2024
FARO S70
FARO Scene
WIN10-64 32GB
WIN11-64 32GB
Spacemouse Enterprise
|
erstellt am: 21. Mrz. 2008 00:39 <-- editieren / zitieren --> Unities abgeben: Nur für oeppe
Einen Einwurf möchte ich dazu machen. Wenn der Konstrukteur dem Fertiger die Blechabwicklung mitliefert und sich sicher sein kann, dass sie für die eingesetzten Biegewerkzeuge passt, dann ist die Werkstückbemaßung nicht so wichtig. Die Abwicklungsbemaßung ist dann wichtig, nach ihr wird bei stumpfen Biegewinkeln programmiert.
Die Maschine braucht die Mittelpunkte der Umformbereiche als Anschlagsteuermaße. Wenn die Bemaßung an den Schnittpunkten der Aussenseite angezogen ist, ist mit dem Taschenrechner kein Ausrechnen der Abwicklung möglich, weil die Längen der geraden Stücke nicht bekannt sind. Wenn die Abwicklung nicht mitgeliefert wird, dann wird sie mit dem Taschenrechner ausgerechnet. Das geht sehr schnell, dazu müssen aber zwingend die Öffnungswinkel und die geraden Längen bekannt sein. Die Bemaßung der Schnittpunkte ist ok zur Nachvollziehbarkeit und kann hilfreich zum Überprüfen des fertigen Werkstückes sein. Sie führt aber immer wieder dazu, dass (wenn DXF Datei der Kontur nicht vorhanden) die Kontur per CAD nachgezeichnet werden muss, um die geraden Längen zu ermitteln. Das ist doppelte und unnötige Mehrarbeit. @Kanadierx
Sorry wenn das viel Gemecker war, ist nicht an Dich gerichtet sondern nur allgemein zu sehen. Deine Unterlagen sehen sehr durchdacht aus und es mag Fertiger geben, die es nicht auf die Spitze treiben Gruss Andreas Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Andreas Gawin
Ehrenmitglied V.I.P. h.c.
Blechschlosser Metallbauermeister
Beiträge: 3641
Registriert: 24.02.2006 Inventor 2022/2023/2024
AutoCad Mechanical 2023/2024
FARO S70
FARO Scene
WIN10-64 32GB
WIN11-64 32GB
Spacemouse Enterprise
|
erstellt am: 21. Mrz. 2008 00:43 <-- editieren / zitieren --> Unities abgeben: Nur für oeppe
Hallo Björn,
Zitat:
Original erstellt von Björn Hessberg:
( Hätte dieser Beitrag ins Blechforum gemusst? )
wahrscheinlich passt der Nirgendwo richtig rein. Denn das, was gebraucht wird, wird nicht bemaßt. Weil die, die bemaßen, in den wenigsten Fällen den Arbeitsablauf kennen. In diesem Thread gibt es eine zu 100% vergleichbare Problemstellung: Rohre biegen. Da habe ich die Berechnung einmal ausführlich erklärt und eine kleine CAD Zeichnung dazu hereingestellt. Gruss Andreas
[Diese Nachricht wurde von Andreas Gawin am 21. Mrz. 2008 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Michael Puschner
Moderator
Rentner
Beiträge: 13007
Registriert: 29.08.2003 Toshiba Encore mit MS Office
Ein Programm sollte nicht nur Hand und Fuß, sondern auch Herz und Hirn haben.
(Michael Anton)
|
erstellt am: 21. Mrz. 2008 01:53 <-- editieren / zitieren --> Unities abgeben: Nur für oeppe
|
Kanadierx
Mitglied
Freiberuflich und gewerblich Selbständig, Sondermaschinenbau, Steuerungsbau, u.a. techn. Produkte
Beiträge: 96
Registriert: 20.02.2003 WinXP, AIS 6/7/8/9/10/11/2008 P4 3,2GHz
|
erstellt am: 21. Mrz. 2008 02:12 <-- editieren / zitieren --> Unities abgeben: Nur für oeppe
Sorry Andreas, aber deine Argumentation gegen die Schnittpunktbemaßung kann ich nicht bestätigen. Gerade bei der Schnittpunktbemaßung kann man alle Werte, die für die Maschine benötigt werden auch manuell berechnen. Wie einfach das ist möchte ich an deinem Beispiel deutlich machen: die beiden Schenkellängen addieren: 102,7+74,2=176,9 den Korrekturwert gerundet 1,9 für 150° R5 subtrahieren: 176,9-1,9=175 somit ist die Länge der Abwicklung: 175 Habe ich nun keine Steuerung und muss den Anschlag manuell einstellen, errechnet sich der Wert für den Anschlag wie folgt: Schenkellänge abzüglich halber Korrekturwert: 102,7-0,95=101,75 oder für den anderen Schenkel: 74,2-0,95=73,25 Wieso soll das nicht gehen?
Ich frage mich bei deiner Darstellung mit der Bemaßung der geraden Enden allerdings, woher du die 3,5mm hast? Die sind zwar korrekt, aber für die viele Menschen mathematisch nicht nachvollziehbar bzw. ausrechenbar.
Die Korrekturtabelle nach DIN 6935, auch wenn die DIN nicht mehr gültig ist, oder eine eigene Tabelle, die auf die jeweilige Kantbank angestimmt ist, sollte jeder Bediener einer Kantbank und jeder Konstukteur haben und damit die obige Beispielrechnung durchführen können. Ich kenne allerding auch die Praxis zur Genüge. Da viele Abwicklungen mangels Kenntnis des Konstruierenden oder mangels korrekter Einstellung des CAD-Systems nicht stimmen, haben die Bediener der Kantbänke eine entsprechende Einstellung zu den Vorgaben und müssen sehen, wie sie das Beste daraus machen bzw. kanten. Viele so gefertigete Kantbleche passen mehr schlecht als recht.
Ich habe mein System so eingestellt, dass die DXF-Konturen problemlos übernommen werden können und die Kantbleche nach meinen Vorgaben gekanntet einfach passen. Das ist keine Selbsteinschätzung oder Überheblichkeit, sondern die pure Bestätigung aus der Praxis und von den Werkern.
Übrigens, bevor ich mich selbstständig gemacht habe und nun meine Brötchen mit Konstruktionsarbeit verdiene, habe ich etliche Jahre Laser, Stanzer, Brenner und auch Kantbänke als NC-Programmierer mit Daten versorgt und erhielt ständig die Rückmeldung der Bediener. Vielleicht fehlt manch einem Konstrukteur diese Erfahrung. mfG
Stefan Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Charly Setter
Moderator

Beiträge: 11981
Registriert: 28.05.2002 Der vernünftige Mensch paßt sich der Welt an;
der unvernünftige besteht auf dem Versuch, die Welt sich anzupassen.<P>Deshalb hängt aller Fortschritt vom unvernünftigen Menschen ab.
(George Bernard Shaw)
|
erstellt am: 21. Mrz. 2008 08:53 <-- editieren / zitieren --> Unities abgeben: Nur für oeppe
Zitat:
Original erstellt von Kanadierx:
, Vielleicht fehlt manch einem Konstrukteur diese Erfahrung.
,
Auf jeden Fall..... Und selbst wenn man hinter den Burschen herrennt bekommt man den gewünschten Feadback nicht sondern wird blöd angemacht. (Zumindest in vielen Fällen). CU ------------------
Der vernünftige Mensch paßt sich der Welt an;
der unvernünftige besteht auf dem Versuch, die Welt sich anzupassen. Deshalb hängt aller Fortschritt vom unvernünftigen Menschen ab.
(George Bernard Shaw) Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
freierfall
Ehrenmitglied V.I.P. h.c.
Techniker

Beiträge: 11582
Registriert: 30.04.2004 WIN10 64bit, 32GB RAM
IV bis 2022
|
erstellt am: 21. Mrz. 2008 11:40 <-- editieren / zitieren --> Unities abgeben: Nur für oeppe
Hallo an alle, tolle Beiträge, nun muss ich doch noch Mal an unserer Kantbank vorbei schauen und mir das erklären lassen. Vielleicht können wir das noch verbessern, ich denke schon. herzlichen Dank Sascha Fleischer Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Andreas Gawin
Ehrenmitglied V.I.P. h.c.
Blechschlosser Metallbauermeister
Beiträge: 3641
Registriert: 24.02.2006 Inventor 2022/2023/2024
AutoCad Mechanical 2023/2024
FARO S70
FARO Scene
WIN10-64 32GB
WIN11-64 32GB
Spacemouse Enterprise
|
erstellt am: 21. Mrz. 2008 22:35 <-- editieren / zitieren --> Unities abgeben: Nur für oeppe
Guten Abend, damit keine Mißverständnisse entstehen muss ich das Thema nochmals aufgreifen. @kanadierx
EDIT
Zitat:
Original erstellt von Andreas Gawin:
.....Denn das, was gebraucht wird, wird nicht bemaßt. Weil die, die bemaßen, in den wenigsten Fällen den Arbeitsablauf kennen.....
Damit warst selbstverständlich nicht Du gemeint! EDIT\
Du bist mir als Fachmann bekannt und es gibt kaum Punkte, bei denen ich Dir nicht zustimmen würde! Diese Bemaßungsgeschichte musste ich aber erwähnen, denn ich möchte mir später nicht vorhalten lassen, mich dazu nicht geäussert zu haben, obwohl es mich gestört hat.
In meinem Betrieb gibt es eine grosse Anzahl von Biegewerkzeugen. In Kombination der verschiedenen Ober- und Unterwerkzeuge lassen sich extrem viele Werkzeugpaarungen verwenden. Zusätzlich ist eine mögliche Querschnittsveränderung des Unterwerkzeuges durch eine eingelegte Schutzfolie zur Schonung der Werkstückoberfläche beim Umformvorgang möglich. Oder durch eine ungünstige Anordnung der Biegelaschen am Werkstück muss zwingend im Wechsel mit verschiedenen Unterwerkzeugen gearbeitet werden. In Summe müsste eine schier unüberschaubare Anzahl von Biegetabellen erstellt werden, um bei stumpfen Winkeln die Abwicklung errechnen zu können.
Bei spitzen Biegewinkeln, deren Schnittpunkte bemaßt sind, ist das Verfahren aber gar nicht anwendbar, und das ist für mich das Hauptkriterium. Da kann man nur noch schätzen oder noch schlimmer: Das mal eben nachzeichnen und dann Bemaßen.
Die von mir favorisierte Methode ist nicht unbedingt als "besser" anzusehen, das mag nach persönlichem Geschmack beurteilt werden.
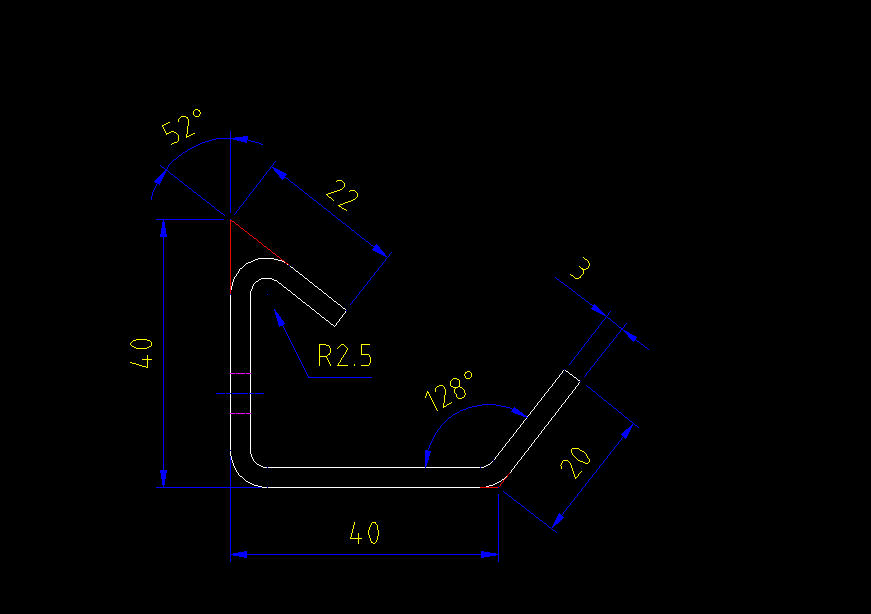
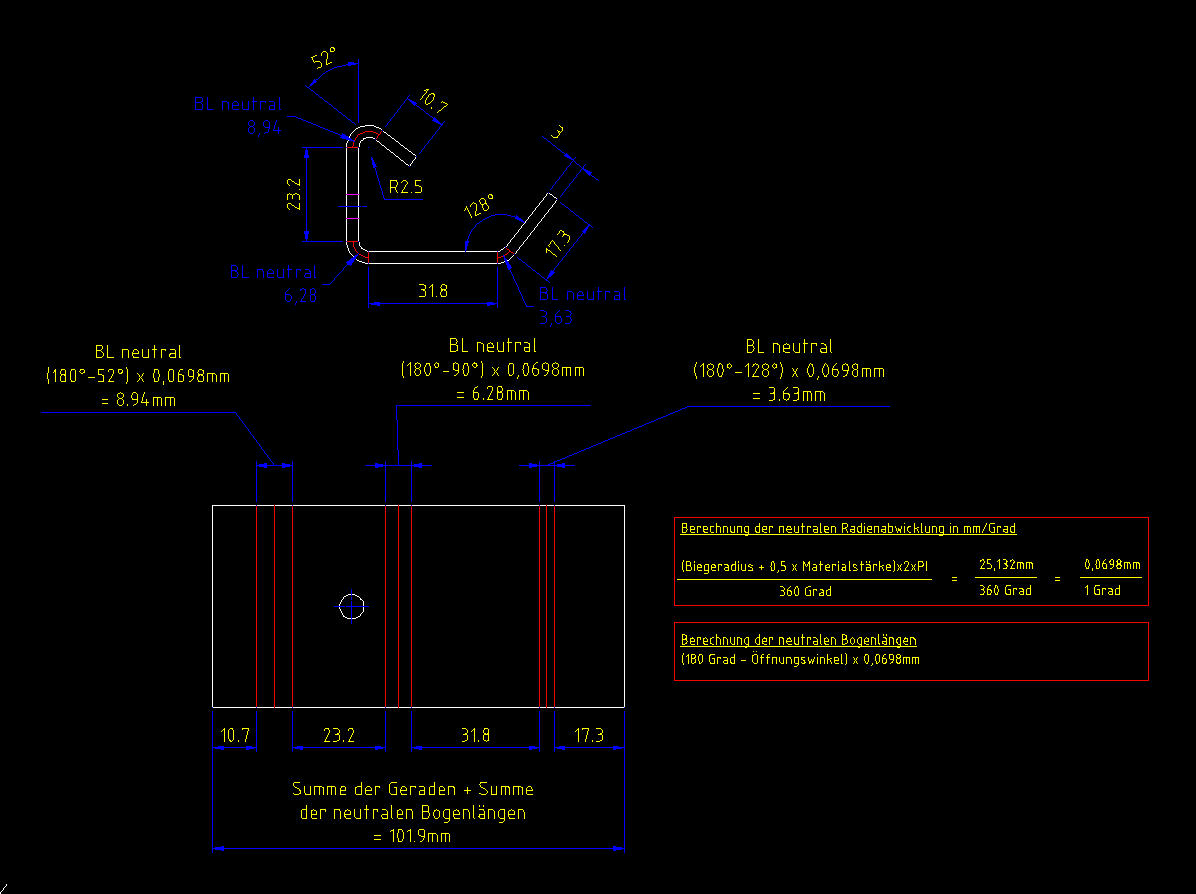
Die Bemaßung der geraden Stücke und der Biegeradien hat allerdings einige Vorteile, die für noch nicht ganz sattelfeste oder zeitweilig unkonzentrierte Leute entscheidend sein können. Da nehme ich mich auch nicht aus, es kommt oft genug vor, dass eine Arbeit mehrfach unterbrochen werden muss. Schön, wenn man dann durch eine glasklare, einfache Struktur Fehler vermeiden kann. Da wäre erstmal die Anwendbarkeit bei jeder Art von Blechbiegeteil, egal ob spitz oder stumpf oder beides abwechselnd gekantet. Dann die Möglichkeit, mit einem Taschenrechner innerhalb von ca. 30 Sekunden die rechnerische neutrale Abwicklungslänge eines Bogens zu errechnen. Die einfache Umsetzbarkeit beim "Aufbauen" einer Abwicklung ohne PC und die durch die identischen Maße sehr einfache Orientierung beim Wechsel von Biegeteil zu Abwicklung und umgekehrt sind ebenfalls erwähnenswert. Mithilfe genau dieser Vorgehensweise habe ich schon vielen Blechfremden in kurzer Zeit die Blechabwicklungssystematik vermitteln können. Und dann, aber nicht vorher geht es bei mit mit den echten Ausgleichswerten los, die ersatzhalber statt der rechnerischen Werte in die händisch aufgebaute Abwicklung eingepflegt werden. Diese Methode macht nicht weniger Arbeit, sie ist aber leichter zu erlernen und weniger theoretisch.
Hier ein Beispiel mit Rechenweg. Also bitte nicht mißverstehen, dass die Schnittpunktemethode auch ok ist, meiner Meinung nach aber weniger Vorteile hat. Unabhängig davon sind zusätzliche Kontrollmaße immer gut und erwünscht!  Andreas Andreas
[Diese Nachricht wurde von Andreas Gawin am 21. Mrz. 2008 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Andreas Gawin
Ehrenmitglied V.I.P. h.c.
Blechschlosser Metallbauermeister
Beiträge: 3641
Registriert: 24.02.2006 Inventor 2022/2023/2024
AutoCad Mechanical 2023/2024
FARO S70
FARO Scene
WIN10-64 32GB
WIN11-64 32GB
Spacemouse Enterprise
|
erstellt am: 21. Mrz. 2008 22:52 <-- editieren / zitieren --> Unities abgeben: Nur für oeppe
Zitat:
Original erstellt von Charly Setter:
......bekommt man den gewünschten Feadback nicht sondern wird blöd angemacht. (Zumindest in vielen Fällen)......
Was kennst Du eigentlich für böse Leute Gruss Andreas
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Björn Hessberg
Mitglied
Maschinenbauer
Beiträge: 611
Registriert: 04.04.2007 SWX Pro 2020 SP4
Win 10 64Bit 32GB
NVidia Quadro P1000
Z Book G3 17
Win10 16GB M4000M
NVidia Quadro 4000M
|
erstellt am: 24. Mrz. 2008 14:20 <-- editieren / zitieren --> Unities abgeben: Nur für oeppe
Hallo, wie berücksichtigt Deine Berechnung die verschiedenen Materialstreckungen, die von unterschiedlichen Unterwerkzeugen ( Gesenkpresse ) verursacht werden? Versteh ich noch nich ... Würde ich aber gerne noch lernen! Vielen Dank Björn  Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Andreas Gawin
Ehrenmitglied V.I.P. h.c.
Blechschlosser Metallbauermeister
Beiträge: 3641
Registriert: 24.02.2006 Inventor 2022/2023/2024
AutoCad Mechanical 2023/2024
FARO S70
FARO Scene
WIN10-64 32GB
WIN11-64 32GB
Spacemouse Enterprise
|
erstellt am: 24. Mrz. 2008 18:40 <-- editieren / zitieren --> Unities abgeben: Nur für oeppe
Hallo Björn, die angegebene Methode ergibt die rein rechnerische Abwicklung. Diese hat immer eine Abweichung zur tatsächlichen Abwicklung, je nachdem welche Ober- und Unterwerkzeuge eingesetzt werden sollen. Beim Freibiegen an der Gesenkbiegepresse entstehen übrigens keine wirklich runden Querschnitte, sie sind leicht elliptisch. Diese ganze Abwickelei ist ein Thema für sich, zu dem eine allgemein brauchbare Aussage schwierig zu erstellen ist. Denn was für Fertigungsbetrieb Nr. 1 ok ist, ist für Fertigungsbetrieb Nr.2 horrende ungenau. Grundsätzlich würde ich keine verbindliche Blechabwicklung für Fremdbetriebe erstellen, höchstens eine schematisch dargestellte, die aber vor Auftragsbeginn vom Fertigungsbetrieb zu prüfen und gegebenenfalls an die vorhandenen Biegewerkzeuge anzupassen ist. Die leider sich ausbreitende Unsitte, an der Hauptgeometrie kaum noch Bemaßungen anzuziehen und statt dessen die Abwicklung zu bemaßen und einen K-Faktor anzugeben ist doppelplusunfachmännisch  . . Eine echte, verbindliche Abwicklungsdarstellung für "ausser Haus" ist nur sinnvoll wenn: ----> die Biegeteile per Toleranz ungenau genug sein dürfen und der Mann an der Presse sich bemüht, diese Ungenauigkeiten zu vermitteln ----> dem Konstrukteur ein technischer Abzugswert des Fertigers für die Blechsorte und die Werkzeugenummern bzw. Werkzeugeangaben vorliegen. Das muss dann aber bei der Abwicklung auch explizit angegeben werden: -- Blechabwicklung DC01 t=3mm
-- Verfahren: Freibiegen
-- Oberwerkzeug: Radius 2,5mm
-- Unterwerkzeug: Weite 24mm
Ansonsten halte ich es wie kanadierx: Ich verwende eine Biegetabelle für die hauptsächlichen Dinge und die echt kritischen Sachen werden gesondert bearbeitet, d.h. nach vorhergehendem Biegeversuch angepasst.
Es steht und fällt buchstäblich alles mit dem Mann an der Presse: Wenn er hübsch alle Schlechtigkeiten vermittelt, dann ist alles gut.
Die im Maschinenbau übliche Präzison lässt sich mit Blechen nur unter grössten Anstrengungen annähernd erreichen. Handelsübliche, in Kleinmengen eingekaufte Bleche haben oft schon Abweichungen von 1 bis zwei Zehntelmillimeter in der Stärke. Da sich das pro Abkantung aufsummiert, kann man sich denken, wohin die Richtung geht. Gruss Andreas
EDIT: Formulierung & Rechtschreibung \EDIT
[Diese Nachricht wurde von Andreas Gawin am 24. Mrz. 2008 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Rainer Schlangen
Mitglied
Beiträge: 9
Registriert: 23.04.2010
|
erstellt am: 05. Nov. 2010 13:09 <-- editieren / zitieren --> Unities abgeben: Nur für oeppe
Anbei ein Dokument mit der Erklärung für die Biegeverkürzung und Korrekturfaktor, sowie ein Vorschlag für die fertigungsgerechte Bemaßung von Blechteilen. http://evolutiontec-engineering.de/Blechbearbeitung_Biegeverkuerzung%20Wiki.pdf Die DIN 6935 unterscheidet zwei Typen von Winkeln, da eine Scheitelpunktsbemaßung angewendet wird. In der obigen Anleitung sind die Ansätze allgemeiner und einfacher abgefasst. Es wird der Biegewinkel nicht der Öffnungswinkel verwendet. Die genormten Korrekturwerte sind nur bedingt anwendbar wegen der Vielzahl an Einflußfaktoren beim Biegen (Biegeverfahren,schwankende Materialfestigkeit, Oberflächenrauigkeit usw.) also Tests durchführen. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Rainer Schlangen
Mitglied
Beiträge: 9
Registriert: 23.04.2010
|
erstellt am: 05. Nov. 2010 13:13 <-- editieren / zitieren --> Unities abgeben: Nur für oeppe
Anbei ein Dokument mit der Erklärung für die Biegeverkürzung und Korrekturfaktor, sowie ein Vorschlag für die fertigungsgerechte Bemaßung von Blechteilen. http://evolutiontec-engineering.de/Blechbearbeitung_Biegeverkuerzung%20Wiki.pdf Die DIN 6935 unterscheidet zwei Typen von Winkeln, da eine Scheitelpunktsbemaßung angewendet wird. In der obigen Anleitung sind die Ansätze allgemeiner und einfacher abgefasst. Es wird der Biegewinkel nicht der Öffnungswinkel verwendet. Die genormten Korrekturwerte sind nur bedingt anwendbar wegen der Vielzahl an Einflußfaktoren beim Biegen (Biegeverfahren,schwankende Materialfestigkeit, Oberflächenrauigkeit usw.) also Tests durchführen. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |

 Foren auf CAD.de (alle Foren)
Foren auf CAD.de (alle Foren)



 |
|