Für wen ist dieser Thread gedacht? Sicher nicht für Mitarbeiter der Branchen Luft- und Raumfahrtindustrie, von denen pro Bauteil vierstellige Eurobeträge für die Produktionskosten als unproblematisch angesehen werden.
Die Zielgruppe wären Konstrukteure von Kleinmengen und Einzelstücken, deren Fertigungspreis sich in vertretbaren Grenzen halten soll.
Auch wenn es ein bisschen negativ klingt: Vielleicht fällt es dem Einen oder Anderen leichter sich zu merken, was er nicht tuen sollte, anstatt die Grundsätze der Blechgestaltung zu verinnerlichen.
Zweifelsohne ist es auch leichter, kurz die am häufigsten zu beobachtenden Fehler und deren Ursachen aufzuzählen, als einen Leitfaden über deren Vermeidung zu verfassen.
Dieser Thread wurde zur Veranschaulichung der Biegetechnik erstellt. Was dort aufgezeigt wird sollte man bei der Blechteilekonstruktion von Einzelstücken oder "günstigen" Bauteilen beherzigen, zumindest wenn sich der Preis der Teile im Rahmen halten soll.
Es verringert sich auch die Gefahr, an Fertiger verschickte Preisanfragen körbeweise mit dem Vermerk:
"Für diese Teile besteht leider keine Fertigungsmöglichkeit ......" zurückgesendet zu bekommen.
Zunächst soll definiert werden, was genau nachfolgend als "unglücklich" bezeichnet wird:
---> eine Bauteilkontur, die in der Realität nicht herstellbar ist und lediglich als Modell im CAD erzeugt werden kann
---> jede Bauteilform, die nur mit viel Aufwand herstellbar ist, obwohl es eine praktikablere Lösung gäbe
---> jede erdenkliche Bauteilform, deren Herstellung hohe Kosten verursacht, obwohl eine wirtschaftlich attraktivere Variante problemlos hätte konstruiert werden können
Es ist hierbei nachdrücklichst zwischen einer Serienfertigung und der Fertigung in gering(st)er Stückzahl zu unterscheiden.
Natürlich gelten in der Serie andere Gesetze, diese lassen sich aber keinesfalls auf Kleinmengen anwenden.
Erfahrungsgemäss ist kein Kunde bereit den x-fachen Preis für ein Biegeteil zu zahlen, nur um ein Einzelstück nach der Methodik der Großserienproduktion fertigen zu lassen.
Die Frage nach den Ursachen von "unglücklich" konstruierten Blechbiegeteilen lässt sich einfach und schlüssig beantworten, sie können begründet sein in:
---> fehlender Kenntniss der verschiedenen Fertigungsmethoden und deren stückzahlbezogen sinnvoller Einsatz
---> der Vorstellung, mit Blechbiegeteilen eine Genauigkeit erreichen zu können, die annähernd dem im Maschinenbau Üblichen entspricht
---> der Möglichkeit mit Hilfe des CAD in verwinkelten, völlig unübersichtlichen Einbausituationen
Blechteile zu modellieren (was vor 10 Jahren konstruktiv gar nicht leistbar und unwirtschaftlich gewesen wäre)
---> der wirklichkeitsfremden Arbeitsmethode im CAD Programm: Es wird nicht aus dem abgewickelten Rohling das Biegeteil erstellt, sondern Lasche für Lasche und Fläche für Fläche ergänzt, wodurch aberwitzige, völlig realitätsfremde Bauteile entstehen können, die sich weder mit der notwendigen Genauigkeit noch auch nur ansatzweise wirtschaftlich vertretbar fertigen lassen.
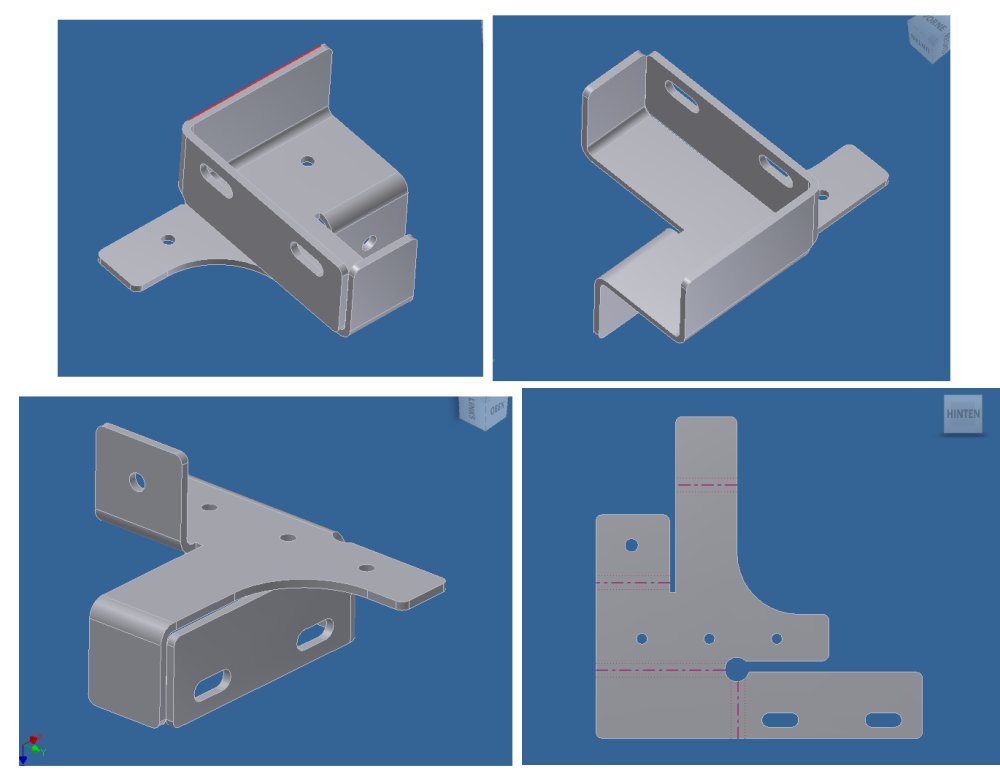
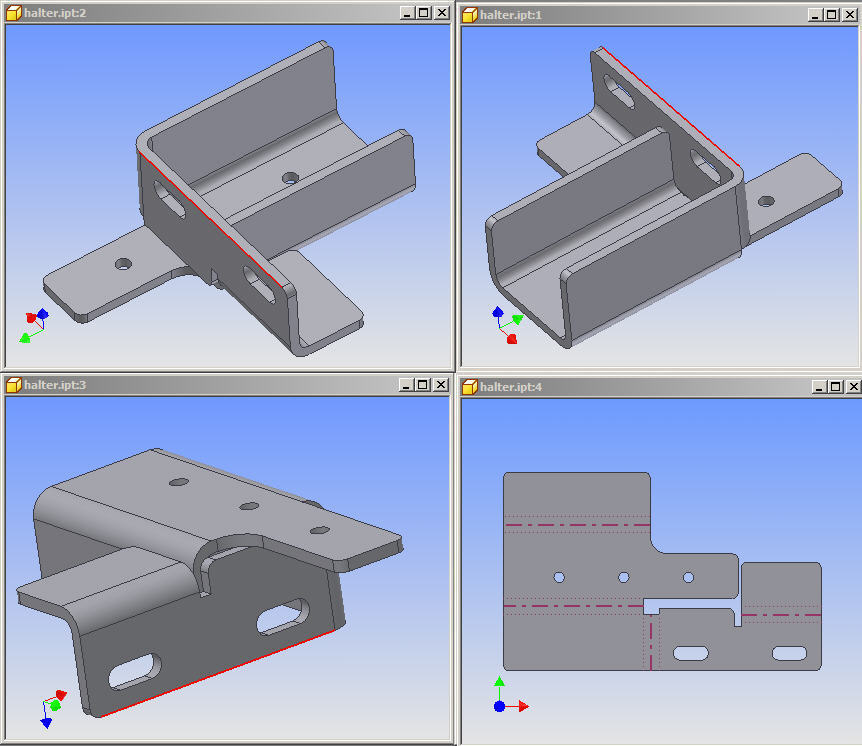
Ein schönes Beispiel wäre dieses Biegeteil (vielen Dank an Freierfall für die Erlaubnis zur Verwendung): Technisch als Verbinder von drei Bauteilen vorgesehen, ist er eine gute Lösung....ab einer Anzahl von mindestens 20 Stück. Man stelle sich vor, davon wären nur zwei oder drei Teile zu fertigen! Das wäre so teuer, man glaubt es nicht.
Selbst wenn nur ein "einfaches" Teil gefertigt werden soll: Auch Fachleute müssen prüfen, ob das Teil sich überhaupt umsetzen lässt. Das dauert, in der AV und auch in der Werkstatt, da jeder in irgendeiner Form am Produktionsprozess Beteiligte seine Zeit braucht, um das Teil zu verinnerlichen.
Wer denkt, dass das ganz einfach und schnell geht, der möge mal im Gedanken das Teil Biegen und die Reihenfolge der Abkantungen festlegen. Es gibt nur eine Möglichkeit, in welcher Reihenfolge die einzelnen Abkantungen vorzunehmen sind. Alle weiteren Möglichkeiten führen geradewegs in die Schrottkiste. Hier ist die Lösung.
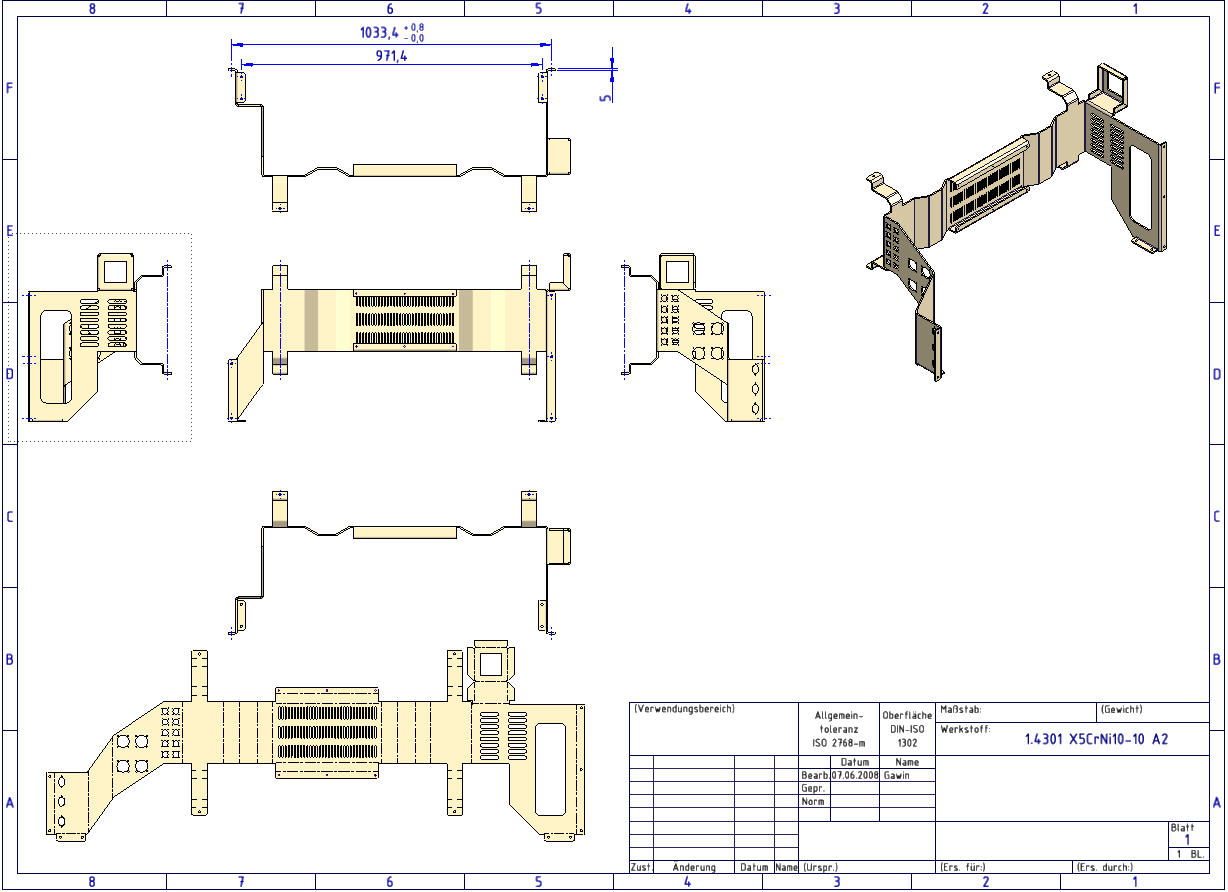
Überhaupt ist es von Vorteil, sich als Konstrukteur immer auch den Fertigungsprozess vor Augen zu halten. Dieser Blechträger ist ein schönes Beispiel für einige Konstruktionsfehler. Gehen wir einmal davon aus, dass er von der Toleranz her im Bereich DIN 7168/mittel bzw. DIN ISO 2768-mK liegt. Da würde dann eine maximale Längenabweichung von +/-0,8mm im Bereich von 400-1000mm und +/-0,5mm im Bereich von 120-400mm toleriert. Das Teil ist ca. 1 Meter lang, wiegt 17 kg und muss insgesamt 38x (in Worten: Achtunddreißig mal) abgekantet werden.
Hier wird versucht, in einem Bauteil zu kombinieren, was sinnvollerweise sonst durch vier oder fünf Einzelteile erreicht wird. Durch die vielen Abkantungen summieren sich die Ungenauigkeiten so sehr, dass an fluchtende Lochbilder und rechtwinklig zueinander stehende Basisflächen nicht zu denken ist.
Für einige Arbeitsschritte kann der Maschinenanschlag nicht genutzt werden, d.h. es müsste nach Anriss oder Probe gefertigt werden. Ein durchgängiges Arbeiten ist nicht möglich, da mehrfach die Maschine umgebaut werden muss. So kommt es, dass immer nur ein kleiner Teil der Abkantvorgänge ausgeführt und geprüft werden kann, bevor der nächste Fehler / die nächste Ungenauigkeit erkannt wird, und das Spiel von Vorn losgeht.
Bedingt durch die teilweise stumpfen Biegewinkel müssen in jedem Fall diverse Probestücke des Bauteils erstellt werden. Es ist davon auszugehen, dass mindestens ein voller Arbeitstag vergeht, bevor auch nur annähernd eines der Probeteil gelungen ist und die theoretische Blechabwicklung nach etlichen Biegeproben soweit überarbeitet ist, dass eine echte, an die Maschine angepasste Abwicklung ermittelt worden ist.
Wie kann ein Konstrukteur prüfen ob ein Biegeteil zu komplex werden würde, also besser in Form mehrerer Einzelteile zu erstellen wäre?
Ein guter Anfang ist, gedanklich einmal das zu tun, was später an der Biegepresse erfolgen soll: Das Umformen. Einfach mal darüber nachdenken wie oft und in welcher Reihenfolge das Teil abgearbeitet werden muss, oder noch besser: Am PC einen abgewickelten Biegerohling Schritt für Schritt umformen. Wenn sich am PC herausstellt, dass es enorm aufwendig ist, die Biegevorgänge umzusetzen, dann trifft das in verschärfter Form natürlich auch für die Praxis zu. Wobei im CAD viele Probleme ja gar nicht erst aufkommen.
Im Träger haben wir u. A. ungenügende Freischnitte am Seitenteil mit dem quadratischen Ausbruch, diese Abkantungen liessen sich wegen der beim Umformvorgang stattfindenden Rückfederung gar nicht so ausführen. Überhaupt, ein so grosses und schweres Teil (ca. 17kg) mit soviel kleinen angekanteten Laschen ist einfach sehr unglücklich konstruiert. Es besteht durch die im Verhältnis zur Grösse des Biegerohlings teilweise winzig kleinen Anlageflächen für den Maschinenanschlag die grosse Gefahr des Verrutschens.
Man darf davon auszugehen, dass der Grossteil der Fertigungsbetriebe keinerlei Interesse hat, ein solches Teil herzustellen geschweige denn kostenlos anzubieten. Ursächlich liegt das in der schlechten Überprüfbarkeit der generellen technologischen Durchführbarkeit begründet.
Wer bietet etwas an, von dem er gar nicht abschätzen kann, ob es überhaupt mit den vorhanden Mitteln hergestellt werden kann?
Hier ist von der Konstruktion gefordert, sich über die grundlegenden Fertigungsverfahren sowie die erreichbare Genauigkeit zu informieren. Die im Maschinenbau übliche Präzision lässt sich definitiv im Blechbau nicht erreichen.
Gerade durch Umformen entstandene Lochbilder passen nicht, wenn sie zu eng toleriert sind. Wenn exakte Lochbilder in Blechbiegeteilen unbedingt notwendig sind, ist es in vielen Fällen besser, nach dem Abkanten mittels Schablone das Lochbild zu bohren.
Sehr wichtig ist auch die Nutzbarkeit des Maschinenanschlages. Eine Konstruktion, die nach Anriss oder "frei Hand" gekantete werden muss, wird ungenau.
Wer Zeit und Lust hat, kann das beiliegende DXF des Trägermodelles ja ausmodellieren und die Biegungen dann simulieren.
Gruss Andreas
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP

 Foren auf CAD.de
Foren auf CAD.de




































 heute noch gelegentlich verwende:
heute noch gelegentlich verwende: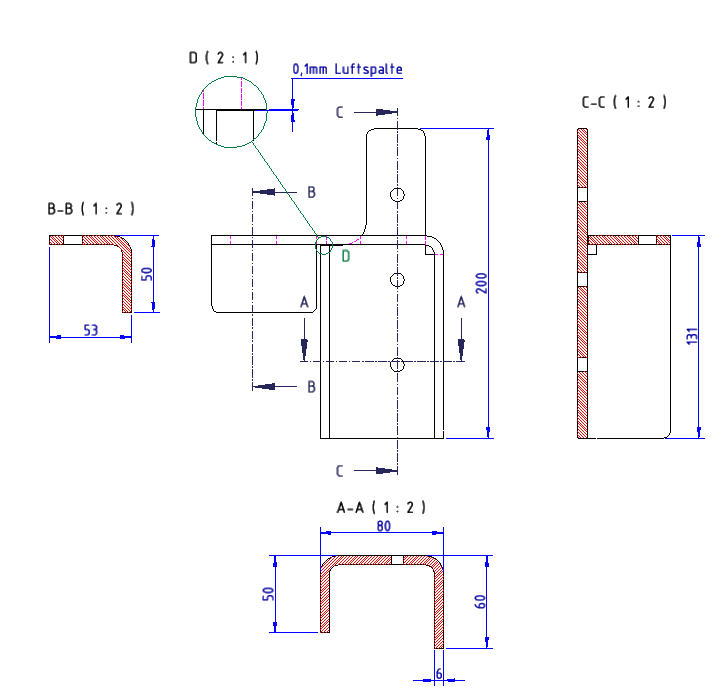
 Andreas
Andreas