| | |
 | Gut zu wissen: Hilfreiche Tipps und Tricks aus der Praxis prägnant, und auf den Punkt gebracht für Autodesk Produkte |
| | |
 | CIDEON Whitepaper: Elektronik und Mechanik redundanzfrei vereinen: Der Weg zur mechatronischen Stückliste, ein Whitepaper
|
|
Autor
|
Thema: Blech - Abwicklung gg Fertigung optimieren (5170 mal gelesen)
|
Leo Laimer
Moderator
CAD-Dienstleister
    

   Beiträge: 26122
Registriert: 24.11.2002 IV bis 2019
|

 erstellt am: 08. Nov. 2010 14:37
erstellt am: 08. Nov. 2010 14:37  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
Hallo Freunde, Ich habe bislang mit Blech wenig zu tun gehabt, ausser halt ein paar gekantet modellierte Teile abzuwickeln.
Nun habe ich aber einen Fall wo intimere Kenntnisse gefragt sind, und da wende ich mich an Euch. Gegeben sind eine Reihe von Zuschnitten samt Kantmaßen, Materialqualität und -stärke. Die Teile werden laufend tatsächlich nach diesen Unterlagen geschnitten und gefertigt, und die fertigen Teile sind perfekt.
Wenn ich die Zuschnitte im IV 2010 (Release dürfte aber unwichtig sein) kante kommt ein Bauteil raus das pro Biegung um bis zu 20% der Blechdicke abweicht. Umgekehrt, wenn ich das Bauteil gekantet auf gerade Maße modelliere weicht die resultierende Abwicklung in Summe relativ stark von den vorhandenen Zuschnittdaten ab. Frage: An welchen Parametern und Einstellungen kann ich sinnvollerweise drehen, damit Zuschnitt und Fertigteil weitgehend dem entsprechen was jetzt schon Realität ist beim Kunden? ------------------
mfg - Leo Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Aesop
Ehrenmitglied
CAD-Trainer & Supporter

Beiträge: 1540
Registriert: 03.05.2006 AI 7-2010
Vault Manufacturing ;(
DualCore 1.8GHz
4GB RAM
|
erstellt am: 08. Nov. 2010 15:09 <-- editieren / zitieren --> Unities abgeben: Nur für Leo Laimer 
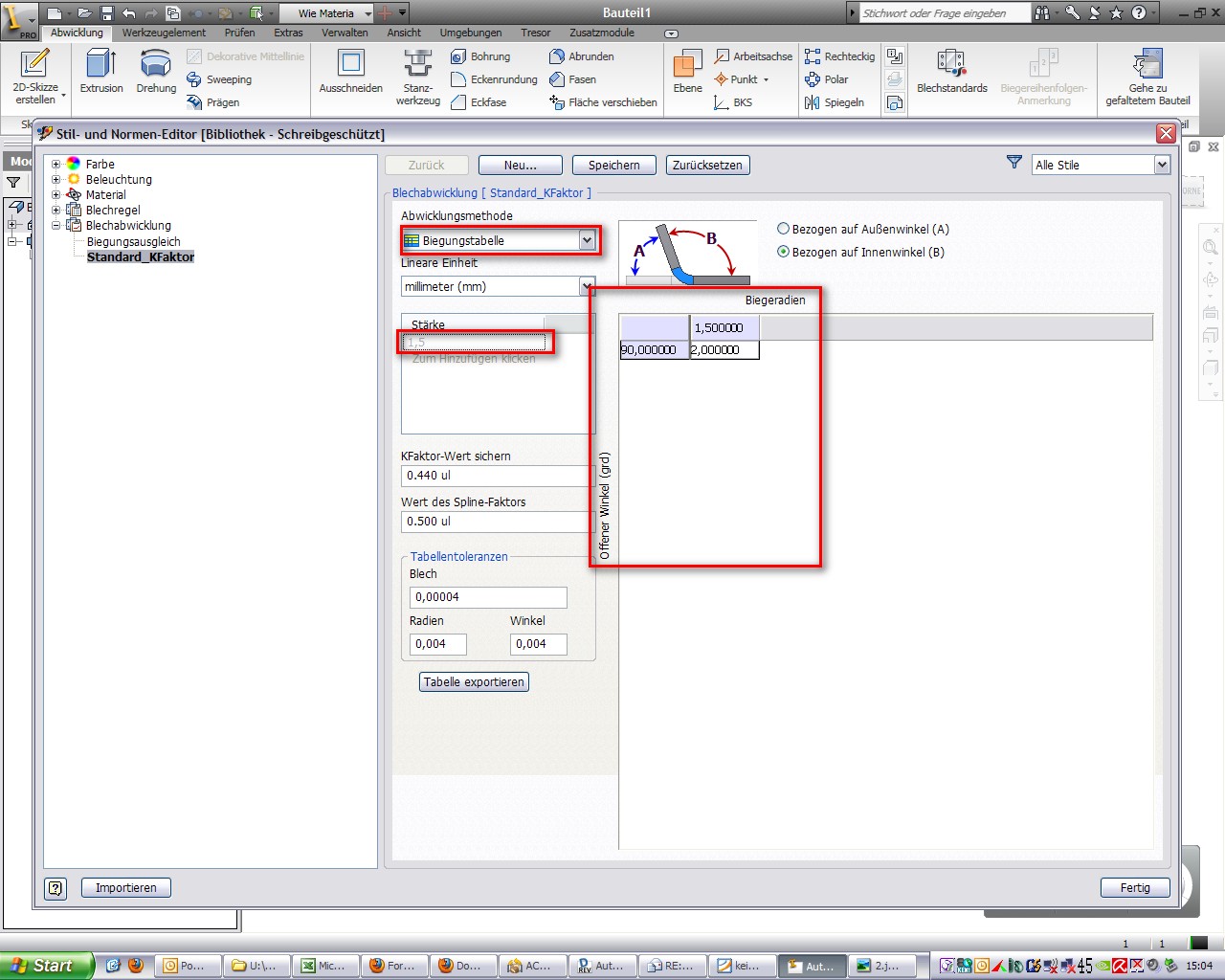
Wenn Du Dich an die fertigen Maße rantasten willst, hat sich bei mir immer die Abwicklungsmethode "Biegungstabelle" bewährt... Siehe Screenshot: Hier gibst Du für jede Art von Biegung den genauen Korrekturwert, also Abzugswert, an, und der ist wie folgt zu lesen: Für Blechstärke 1,5 -> Biegeradius 1,5 -> 90° gekantet -> 2,0 abziehen. Damit kommst Du genau auf Deine Werte, eben weil Du den Abzugswert auch genau angibst. Achtung: immer wenn Du eine Lasche anbringst, für die noch kein Wert vorhanden ist, meckert Inventor natürlich... ist hier aber mal ausnahmsweise erwünscht.  ------------------
Grüße
Sebastian Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Andreas Gawin
Ehrenmitglied V.I.P. h.c.
Blechschlosser Metallbauermeister

Beiträge: 3640
Registriert: 24.02.2006 Inventor 2022/2023/2024
AutoCad Mechanical 2023/2024
FARO S70
FARO Scene
WIN10-64 32GB
WIN11-64 32GB
Spacemouse Enterprise
|
erstellt am: 08. Nov. 2010 15:16 <-- editieren / zitieren --> Unities abgeben: Nur für Leo Laimer
Hallo Leo! Die bestehende Abwicklung als umzuformende Basis für ein Blechmodell zu nutzen, ist kein guter Weg.
Besser die Teile neu modellieren und dabei möglichst nahe an der Realität bleiben, also vom Fertiger (bzw. Auftraggeber) den Biegeradius erfragen. Dann durch die Manipulation des K-Faktors Inventors berechnete Abwicklung an die schon vorhandenen Rohlinge anpassen. Auf diesem Wege erhälst Du auch gleich die Einstellungen, die für neue Teile passende Abwicklungen zu den Fertigungsgegebenheiten generieren. Gruss Andreas Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
W. Holzwarth
Ehrenmitglied V.I.P. h.c.
Dipl.-Ing. Maschinenbau

Beiträge: 9332
Registriert: 13.10.2000 Inventor bis 2024, Rhino 7, Mainboard ASUS ROG STRIX X570F-Gaming, CPU Ryzen 9 5900X, 64 GB RAM, 4 TB SSD, Radeon RX 6900 XT, Dual Monitor 24", Spacemouse Enterprise, Win 10 22H2
|
 erstellt am: 08. Nov. 2010 16:50 <-- editieren / zitieren --> Unities abgeben: Nur für Leo Laimer
erstellt am: 08. Nov. 2010 16:50 <-- editieren / zitieren --> Unities abgeben: Nur für Leo Laimer
|
Leo Laimer
Moderator
CAD-Dienstleister
Beiträge: 26122
Registriert: 24.11.2002 IV bis 2019
|
erstellt am: 08. Nov. 2010 16:56 <-- editieren / zitieren --> Unities abgeben:
Ich habe jetzt rumgespielt mit dem k-Faktor, und wenn ich statt dem Vorgabewert 0,44 runterdrehe bis 0,27 dann stimmen Modell und Natur gut überein. Es handelt sich um ein 4mm Blech aus 1.4301. Ist so ein k-Wert realistisch? Welchen Einfluss hat eigentlich das Material? ------------------
mfg - Leo Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
MacFly8
Ehrenmitglied V.I.P. h.c.
Konstrukteur Kessel- & Feuerungsbau
Beiträge: 2019
Registriert: 13.08.2007 HP Z17;
64GB RAM; Nvidia Quadro RTX3000;
Inventor Professional PDSU 2012/2020
Mechanical 2012/2020
|
erstellt am: 08. Nov. 2010 17:31 <-- editieren / zitieren --> Unities abgeben: Nur für Leo Laimer
|
Leo Laimer
Moderator
CAD-Dienstleister
Beiträge: 26122
Registriert: 24.11.2002 IV bis 2019
|
erstellt am: 08. Nov. 2010 17:40 <-- editieren / zitieren --> Unities abgeben:
Danke, in der Theorie kenne ich das (ein bisserl), aber im IV hat sich durch probeweises Auswählen anderer Materialien so gut wie nichts geändert. Aber nochmals danke für den Link! ------------------
mfg - Leo Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
W. Holzwarth
Ehrenmitglied V.I.P. h.c.
Dipl.-Ing. Maschinenbau
Beiträge: 9332
Registriert: 13.10.2000 Inventor bis 2024, Rhino 7, Mainboard ASUS ROG STRIX X570F-Gaming, CPU Ryzen 9 5900X, 64 GB RAM, 4 TB SSD, Radeon RX 6900 XT, Dual Monitor 24", Spacemouse Enterprise, Win 10 22H2
|
erstellt am: 08. Nov. 2010 17:51 <-- editieren / zitieren --> Unities abgeben: Nur für Leo Laimer
|
freierfall
Ehrenmitglied V.I.P. h.c.
Techniker

Beiträge: 11571
Registriert: 30.04.2004 WIN10 64bit, 32GB RAM
IV bis 2022
|
 erstellt am: 08. Nov. 2010 17:57 <-- editieren / zitieren --> Unities abgeben: Nur für Leo Laimer
erstellt am: 08. Nov. 2010 17:57 <-- editieren / zitieren --> Unities abgeben: Nur für Leo Laimer
Hallo Walter, nicht ganz, das IV Modell kann einen anderen Radius haben als das Messer an der Kantbank. Wichtig ist, dass der Abzugswert im IV übereinstimmt mit dem der Kantbank/Material. Nein Leo, wenn du im IV das Material änderst, ändert sich der k-Faktor nicht mit. Auch ändert sich der k-Faktor nicht wenn du den Biegeradius änderst. sei herzlich gegrüsst Sascha Fleischer Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
W. Holzwarth
Ehrenmitglied V.I.P. h.c.
Dipl.-Ing. Maschinenbau
Beiträge: 9332
Registriert: 13.10.2000 Inventor bis 2024, Rhino 7, Mainboard ASUS ROG STRIX X570F-Gaming, CPU Ryzen 9 5900X, 64 GB RAM, 4 TB SSD, Radeon RX 6900 XT, Dual Monitor 24", Spacemouse Enterprise, Win 10 22H2
|
erstellt am: 08. Nov. 2010 18:49 <-- editieren / zitieren --> Unities abgeben: Nur für Leo Laimer
|
freierfall
Ehrenmitglied V.I.P. h.c.
Techniker
Beiträge: 11571
Registriert: 30.04.2004 WIN10 64bit, 32GB RAM
IV bis 2022
|
erstellt am: 08. Nov. 2010 19:11 <-- editieren / zitieren --> Unities abgeben: Nur für Leo Laimer
Lieber Walter vielleicht reden wir ja vom selben. - Also Wörker on the Kantbank erstellt mit dem kleinen Radius ein Probeblech und ermittelt damit für den Radius/Material den Abzugswert. Nun rennt Mister IV User an seinen Rechner und erstellt ein Dummyblech und bastelt solange, egal mit welchem Radius, ein Blech mit dem k-Faktor bis der Abzugswert dem an der Kantbank entspricht. Ändert Wörker den Raduis an der Kantbank, ändert sich auch der Abzugswert. Ändert IV-User den Raduis am Modell muss er den k_faktor so anpassen, dass der Abzugswert wieder stimmt. Meinst du es so? sei herzlich gegrüsst Sascha Fleischer Nachtrag: Walter der Abzugswert ist das wichtig, heisst dass in deinem Beispiel er verwendet ein anderen Radius oder ist es der selbe wie in der Probenerstellung? [Diese Nachricht wurde von freierfall am 08. Nov. 2010 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
W. Holzwarth
Ehrenmitglied V.I.P. h.c.
Dipl.-Ing. Maschinenbau
Beiträge: 9332
Registriert: 13.10.2000 Inventor bis 2024, Rhino 7, Mainboard ASUS ROG STRIX X570F-Gaming, CPU Ryzen 9 5900X, 64 GB RAM, 4 TB SSD, Radeon RX 6900 XT, Dual Monitor 24", Spacemouse Enterprise, Win 10 22H2
|
erstellt am: 08. Nov. 2010 20:41 <-- editieren / zitieren --> Unities abgeben: Nur für Leo Laimer
Prinzipiell reden wir vom gleichen Problem, Sascha. Zur Verdeutlichung eine simple mittige 90°-Abkantung für ein Blech 100x100x4. Je nachdem, mit welchem Biegeradius das Ding gekantet wird, ändert sich halt die Länge der Schenkel am fertigen Objekt.  Und sobald also der Wörker sich entgegen der Zeichnung frei entfaltet bei der Wahl des BR, dann kannste die theoretische Abwicklung in die Tonne kloppen. Und sobald also der Wörker sich entgegen der Zeichnung frei entfaltet bei der Wahl des BR, dann kannste die theoretische Abwicklung in die Tonne kloppen. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Leo Laimer
Moderator
CAD-Dienstleister
Beiträge: 26122
Registriert: 24.11.2002 IV bis 2019
|
erstellt am: 08. Nov. 2010 20:51 <-- editieren / zitieren --> Unities abgeben:
Dieser Zusammenhang ist mir auch bekannt, aber IMHO  hat eine Biegemaschine ja nicht frei konfigurierbare Obermesser, sondern genau ein Werkzeug mit genau einem Radius (der meist recht klein ist), und ein oder zwei weitere Werkzeuge für Sonderzwecke (gekröpft usw.) - so ist zumindest mein Stand der Erinnerung als ich noch näher zur Werkstätte gearbeitet habe. Also wäre es auch noch sinnvoll den Werkzugradius anzugeben? ------------------
mfg - Leo Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
W. Holzwarth
Ehrenmitglied V.I.P. h.c.
Dipl.-Ing. Maschinenbau
Beiträge: 9332
Registriert: 13.10.2000 Inventor bis 2024, Rhino 7, Mainboard ASUS ROG STRIX X570F-Gaming, CPU Ryzen 9 5900X, 64 GB RAM, 4 TB SSD, Radeon RX 6900 XT, Dual Monitor 24", Spacemouse Enterprise, Win 10 22H2
|
erstellt am: 08. Nov. 2010 21:23 <-- editieren / zitieren --> Unities abgeben: Nur für Leo Laimer
Der Werkzeugradius macht das Thema nur komplexer, Leo. Da kommt dann nämlich noch zusätzlich das Materialverhalten (Rückfederung etc.) ins Spiel. Beschränke Dich besser auf den k-Faktor und den Hinweis, dass die Abwicklung nur dann gültig ist, wenn die Biegeradien lt. Zeichnung eingehalten werden. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
freierfall
Ehrenmitglied V.I.P. h.c.
Techniker
Beiträge: 11571
Registriert: 30.04.2004 WIN10 64bit, 32GB RAM
IV bis 2022
|
erstellt am: 09. Nov. 2010 06:09 <-- editieren / zitieren --> Unities abgeben: Nur für Leo Laimer
Guten Morgen, ich habe folgendes angegeben mit Rücksprache von Wörker. Blechdicke
modellierter Radius (Modellradius)
tatsächlicher Radius (Werkzeugradius)
Abzugswert (Werkzeug) passend zum Material Mit dem tatsächlichen Radius und dem Abzugswert konnte der Werker an der Kantbank wissen, welches Werkzeug er verwenden soll. Diese Daten habe vom Kanter erhalten. Vielleicht reicht bei anderen nur der Radius. Ich bin mir dennoch sicher, das du bei zwei Fertigern zwei Ergebnisse haben wirst. Ja Walter wir reden vom selben. Der Kanter muss vor der Abwicklung sagen welches Werkzeug was ergibt. Ich werde mir heute mal den k-Faktor anschauen und mal rechnen. seid herzlich gegrüsst Sascha Fleischer @Andreas, interessant wäre noch ob der Radius aus reicht als Angabe? [Diese Nachricht wurde von freierfall am 09. Nov. 2010 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Andreas Gawin
Ehrenmitglied V.I.P. h.c.
Blechschlosser Metallbauermeister
Beiträge: 3640
Registriert: 24.02.2006 Inventor 2022/2023/2024
AutoCad Mechanical 2023/2024
FARO S70
FARO Scene
WIN10-64 32GB
WIN11-64 32GB
Spacemouse Enterprise
|
erstellt am: 09. Nov. 2010 07:14 <-- editieren / zitieren --> Unities abgeben: Nur für Leo Laimer
Guten Morgen! @Sascha
Die Angabe vom zu erzeugendem Biegeradius und dem tatsächlich modellierten Biegeradius war damals nur deshalb notwendig, weil im Modell ein R3 gegeben war während das Abkanten mit R2,5 erfolgen sollte. Darauf musste hingewiesen werden, da der K-Faktor entsprechend manipuliert wurde. Zunächst sollte man sich kurz vor Augen führen, welche technischen Angaben der Fertiger benötigt. In der Praxis hat sich die Angabe eines Abzugswertes pro 90 Grad Abkantung als einfach nachvollziehbar herausgestellt. Dann noch einen Hinweis auf den ungefähren Biegeradius. Warum ungefähr? Weil bei der normalen, durch Freibiegen an der Gesenkbiegepresse hergestellten Abkantung ein annähernd runder (leicht elliptischer) Biegequerschnitt erzeugt wird. Biegungen können auf verschiedene Arten erzeugt werden. Beim Umformen an der Gesenkbiegepresse wird hauptsächlich zwischen "Freibiegen" und "Formpressen" (Prägen) unterschieden. Das Freibiegen lässt durch die wechselnde Kombination von Ober- und Unterwerkzeug eine sehr flexible Fertigung zu, ergibt aber bei jeder möglichen Kombination unterschiedliche Abzugswerte. Das Formprägen erzeugt exakt runde Biegequerschnitte, ist jedoch letztlich auf eine einzige Blechstärke pro Werkzeugsatz beschränkt. Zurück zum K-Faktor:
Den K-Faktor braucht der Konstrukteur, damit er schnell die Abwicklung manipulieren kann.
Dem Fertiger ist die Angabe des K-Faktors völlig egal, denn technische Angaben sollten nachvollziehbar sein, am besten mit dem Taschenrechner überprüfbar. Ein Abzugswert ist leicht überprüfbar, ein K-Faktor nicht. Jeder Blechfertiger hat sich Listen mit sinvoll einsetzbaren Werkzeugkombinationen erstellt, die diese Abzugswerte enthalten. Aus denen sucht er sich heraus, welche mögliche Werkzeugkombination der fremdberechneten Abwicklung am Nächsten kommt. Welche Ober oder- Unterwerkzeuge beim Umformen (Abkanten) an der Gesenkbiegepresse verwendet werden, wird sich im Einzelfall nach dem Material und der Werkstückdicke richten. ---> Grundsätzlich gilt für fachgerechtes Umformen an der Gesenkbiegepresse, dass das Oberwerkzeug keine Abdrücke im Werkstück hinterlassen darf und die Aussenseite des Umformbereiches rissfrei zu sein hat. Die Faustformel minimaler Biegeradius = Blechstärke ist schon ein guter Ansatz für die Wahl des Oberwerkzeuges.
Das Unterwerkzeug sollte nach Möglichkeit eine Matrizenweite von mindestens achtfacher Blechstärke aufweisen. Am Rande zu den unterschiedlichen Abzugswerten für verschiedene Werkstoffe: Im Vergleich der Werkstoffe Stahl / Edelstahl / Aluminium ergibt sich ein leichter Unterschied zwischen Stahl / Edelstahl und ein recht grosser Unterschied zwischen den Vorgenannten und Aluminium (pro Abkantung mehrere Zehntel mm). Gruss Andreas Edit: Rechtschreibung + Ergänzung [Diese Nachricht wurde von Andreas Gawin am 09. Nov. 2010 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Doc Snyder
Moderator
Dr.-Ing. Maschinenbau, Entwicklung & Konstruktion von Spezialmaschinen

Beiträge: 13408
Registriert: 02.04.2004 IV 2024
|
erstellt am: 12. Nov. 2010 00:06 <-- editieren / zitieren --> Unities abgeben: Nur für Leo Laimer
|
Andreas Gawin
Ehrenmitglied V.I.P. h.c.
Blechschlosser Metallbauermeister
Beiträge: 3640
Registriert: 24.02.2006 Inventor 2022/2023/2024
AutoCad Mechanical 2023/2024
FARO S70
FARO Scene
WIN10-64 32GB
WIN11-64 32GB
Spacemouse Enterprise
|
erstellt am: 12. Nov. 2010 06:34 <-- editieren / zitieren --> Unities abgeben: Nur für Leo Laimer
|

 Foren auf CAD.de (alle Foren)
Foren auf CAD.de (alle Foren)



 |
| 


 Andreas
Andreas