erstellt am: 06. Jan. 2009 15:53 

 Unities abgeben:
Unities abgeben: 









Zitat:
Original erstellt von Eduard Beser:
WOW, also ich glaube TmW hat hier die 150% unterstützung gekriegt :D :D :D (ist aber bei CADlern immer so oder ;) )
Naja, so 150% würde ich dem nicht sagen, ich hätte da noch einiges zu Bemängeln 
Ich schreib mal so ein paar Punkte auf, man müsste natürlich noch die Anbauteile kennen, um mehr oder weniger eine perfekte Zeichnung hinzukriegen
- wenn es die Toleranzen zulassen, ist es eine schöne Fertigungsbemassung. Ansonsten der Einstich für den Sicherungsring gehört von Anschlagkante des Lagers her bemasst. Die Position der Lager zueinander??? Lager zu Anschlussflansch??? usw.
- wie Eduard schreibt, die Funktion bemassen (und tolerieren) und das Fertigungsmass als Klammermass, damit niemand rechnen muss.
- die Lagersitze im vorderen Bereich absetzen (wurde schon geschrieben)
- der Winkel oder das Kegelverhältnis des Kegels angeben, je nach dem als Funktionsmass (ich nehme an, dass wird es sein) oder als Hilfsmass (Klammer). Es soll ja noch Leute geben, die konventionel Drehen, die brauchen den Winkel (nach Möglichkeit ohne Trigo)
- beim Gewindezapfen Auslauf oder Freistich, bei gedrehten Gewinden würde ich einen Freistich vorziehen (natürlich auch je nach Funktion, also wie lange das Gewinde sein soll)
- M36, die Bezeichnung so ist absolut korrekt und nach Norm, ich würde aber die Steigung in diesem Fall trotzdem mit angeben, also M36x4. Dies einfach, weil der Dreher zu 99,5% eh nicht weiss, welche Steigung ein M36 Regelgewinde hat. Ab M16 mache ich das eigentlich immer, kommt natürlich auf den Fertiger an.
- die Zentrierbohrung wäre wohl Links besser aufgehoben, da beim ø300 gespannt wird um den Rest abzudrehen. Oder Beidseitig.
- dann fehlen ganz sicher noch Lagetoleranzen
Jetzt noch ein bisschen optische Verschönerungen:
- wie Wolff erwähnt hat, wäre es schöner, wenn der grosse Durchmesser links wäre und die zu spannende Seite rechts. Aber immerhin ist die Achse horizontal, ich hab schon anderes gesehen 
- Oberflächenangaben, das Rz32 würde ich allgemein angeben, dann entfallen die Hälfte der Zeichen
- die Oberflächenzeichen direkt auf die Flächen angeben, wenn möglich. Ich finde es nicht so toll mit dem Pfeil...
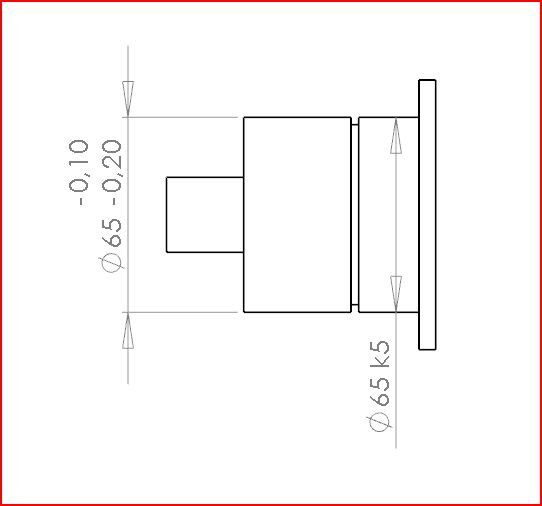
- die Mittellinie beim Mass ø65 auftrennen oder das Mass herausziehen
da war doch noch....
- bei den Angegebenen Massen brauchst du gar keine Sicherungsringe zu montieren, die halten eh nicht (die sollten schon ein bisschen tiefer rein als ein paar Hundertstel )
- ach ja, die Fase 2x45° genügt bei einem M36 nicht, Kern-ø 31,093. Persönlich bemasse ich die Fasen bei Gewinden nie, ausser bei Spezialfällen.
- nach Möglichkeit 2-Teilig herstellen, da wird ja sicher 100kg Stahl rausgespannt 
- wenn der ø300 als Zentrierung dient, ev, besser nur einen kleinen Zentrierbund machen und den Aussendurchmesser roh belassen
- muss die Stirnfläche auch RZ4 sein??
So, damit habe ich doch meinen guten Vorsatz für dieses Jahr schon erfüllt 
------------------
mfg Thömu

 Foren auf CAD.de (alle Foren)
Foren auf CAD.de (alle Foren)



 UBBFriend: Senden Sie diese Seite per eMail an einen Freund!
UBBFriend: Senden Sie diese Seite per eMail an einen Freund!











 abgewichen worden.
abgewichen worden.