| | |
 | Von der Idee zur Serie - technischer Vorsprung im Werkzeug- und Prototypenbau., eine Pressemitteilung
|
|
Autor
|
Thema: Gratbildung Niro-Blech 1.4301 (3807 / mal gelesen)
|
alex
Mitglied
Produktentwicklung / Produktmanagement / Dipl.-Ing. (FH)

   Beiträge: 789
Registriert: 25.07.2000 ME10 8.70G
I-deas 12 NX
NX 6 / NX 7.5 mit Teamcenter 8
Inventor 10/2010/2011/
2013/2014/2015/2019
ProE Wildfire 3
SolidWorks 2019/2021
|

 erstellt am: 09. Apr. 2016 09:28
erstellt am: 09. Apr. 2016 09:28  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
Hallo zusammen, ich habe eine Niro-Scheibe mit Innenkontur, Blech 1.4301, Dicke 1mm. Unser Lieferant hat Problemme mit der Höhe vom Schnittgrat. Teilweise haben wir eine Schnittgrathöhe an der Innenkontur von ca. 0,3mm. Die Schnittgrate können auch mit Gleitschleifen nicht vollständig entfernt werden.
Möglicherweise ist der Schnittspalt im Werkzeug zu groß? Wie groß sollte erfahrungsgemäß der Schnittspalt sein?
Oder gibt es alternative Niro-Materialeien mit denen der Schnittspalt reduziert werden kann?
Die Scheibe sollte nach Möglichkeit nicht rosten.... Gruß Alex
[Diese Nachricht wurde von alex am 09. Apr. 2016 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Hofe
Mitglied
Werkzeugmacher
Beiträge: 440
Registriert: 12.01.2008
|
erstellt am: 09. Apr. 2016 09:48 <-- editieren / zitieren --> Unities abgeben: Nur für alex 
Tach auch, der Lieferant hat Probleme beim Stanzen und der Kunde soll ihm jetzt sagen woran das liegt? Seltsame Welt...
Schneidspalt bei 4301 würde ich auf 15% festlegen. Kann auch kleiner gehalten werden, das mindert die Gratbildung, aber auch die Standzeit. Weitere Ursachen für schlechtes Schnittergebnis sind:
- nicht top scharfgeschliffenes Werkzeug
- kein beschichtetes Werkzeug
- fehlendes Schmiermittel
- schlechte Führung Ist lasern keine Alternative? Oder sind Umformungen im Teil? Grüße Hofe ------------------
Ist mir egal, wer Dein Vater ist; solange ich angle läuft hier keiner übers Wasser! Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
ThoMay
Ehrenmitglied V.I.P. h.c.
Konstrukteur

Beiträge: 5260
Registriert: 15.04.2007 SWX 2019
Windows 10 x64
|
erstellt am: 09. Apr. 2016 19:40 <-- editieren / zitieren --> Unities abgeben: Nur für alex
|
alex
Mitglied
Produktentwicklung / Produktmanagement / Dipl.-Ing. (FH)
Beiträge: 789
Registriert: 25.07.2000
|
erstellt am: 09. Apr. 2016 21:05 <-- editieren / zitieren --> Unities abgeben:
Zitat:
Original erstellt von ThoMay:
Hallo Alex.Er hat den Prozess zur Erstellung eures Werkstückes nicht im Griff.
Meiner einer würde ihm zur Nachbesserung 2 Versuche geben und dann einen anderen Lieferanten suchen.
Hallo ThoMay,
das ist genau meine Meinung, die ich auch schon meinen Chef kungetan habe. Lieferantenwechsel geht leider (noch) nicht.... Volumen ca. 80k, nächstes Jahr ca 200k
Gruß Alex
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
ThoMay
Ehrenmitglied V.I.P. h.c.
Konstrukteur
Beiträge: 5260
Registriert: 15.04.2007 SWX 2019
Windows 10 x64
|
erstellt am: 10. Apr. 2016 10:12 <-- editieren / zitieren --> Unities abgeben: Nur für alex
Hallo Alex. Bei dem Aufrtragsvolumen reicht eine Androhung evtl schon aus.
Bei ähnlich gelagertem Falle habe wir auch schon gesplittet. Einen neuen Lieferanten angetestet, Qualität verglichen.
Darüber hat der Alte Lieferant dann doch den Auftrag das darauffolgende Jahr verloren. Warum auch immer er nicht nachbessern wollte, konnte,... Es ist immer wieder auffallend, wieviele Zulieferer ihre Arbeit auf den Kunden abwälzen wollen.
Oft gehörtes Argument dann:
Wenn wir das nicht machen, dann wird es teurer.
Über Sinn oder Unsinn dieser Aussage läßt sich vortrefflich streiten. Gruß
ThoMay ------------------
Hast du Fragen?
Brauchst du 
Schaut mal nach im Bereich
Alle Foren => Wissenstransfer.
oder
Konstrukteure Online hier bei CAD.de
Richtig fragen -
Nettiquette - Konstruktionshilfen - Systeminfo - Unities - CAD Freeware - Forenübersicht - 3D Modelle - SolidWorks Videos Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Andreas Gawin
Moderator
Blechschlosser Metallbauermeister
    

Beiträge: 3680
Registriert: 24.02.2006 Product Design Suite Ultimate 2021
Inventor 2025
AutoCad Mechanical 2025
FARO S70 Laserscanner
FARO Scene 2025
WIN10-96 GB
WIN11-96 GB
RTX 4000 Ada
Spacemouse Enterprise
|
erstellt am: 11. Apr. 2016 07:05 <-- editieren / zitieren --> Unities abgeben: Nur für alex
Guten Morgen! Wie Hofe bereits beschrieben hatte, liegt das Problem an einem stumpfen Werkzeug oder einer schlecht gewählten Kombination von Stempeldurchmesser und Matrizendurchmesser.
Um eine noch akzeptable Gratbildung zu realisieren haben wir pro mm Materialstärke umlaufend 1/20mm Schnittspalt vorgesehen; (für eine 1mm Blech Ronde von 80mm Durchmesser also den Stempeldurchmesser 80,0mm & Matrizendurchmesser 80,1mm) Welchen Durchmesser haben Eure Ronden und wie kann man sich die Innenkontur vorstellen? Gruss Andreas ------------------
Neues Cad.de Forum zum Thema Punktwolkenzuschnitt und -handling (Vorstufe zur Verwendung im 3D CAD): >>>Autodesk Recap<<< Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
hermann
Mitglied
Konstrukteur
Beiträge: 257
Registriert: 11.04.2001
|
 erstellt am: 11. Apr. 2016 10:59 <-- editieren / zitieren --> Unities abgeben: Nur für alex
erstellt am: 11. Apr. 2016 10:59 <-- editieren / zitieren --> Unities abgeben: Nur für alex
Zitat:
Original erstellt von Andreas Gawin:
...
(für eine 1mm Blech Ronde von 80mm Durchmesser also den Stempeldurchmesser 80,0mm & Matrizendurchmesser 80,1mm)
...
Gruss Andreas
Na Du meinst doch sicher Schneidplattendurchmesser 80,0mm & Stempeldurchmesser 79,9mm!
-> Ausschneiden: Schneidplatte = Sollkontur, Schneidstempel = Sollkontur - Schneidspalt
-> Lochen: Schneidstempel = Sollkontur, Schneidplatte = Sollkontur + Schneidspalt  Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
alex
Mitglied
Produktentwicklung / Produktmanagement / Dipl.-Ing. (FH)
Beiträge: 789
Registriert: 25.07.2000 ME10 8.70G
I-deas 12 NX
NX 6 / NX 7.5 mit Teamcenter 8
Inventor 10/2010/2011/
2013/2014/2015/2019
ProE Wildfire 3
SolidWorks 2019/2021
|
erstellt am: 11. Apr. 2016 11:34 <-- editieren / zitieren --> Unities abgeben:
|
hermann
Mitglied
Konstrukteur
Beiträge: 257
Registriert: 11.04.2001
|
erstellt am: 11. Apr. 2016 12:00 <-- editieren / zitieren --> Unities abgeben: Nur für alex
Zitat:
Original erstellt von alex:
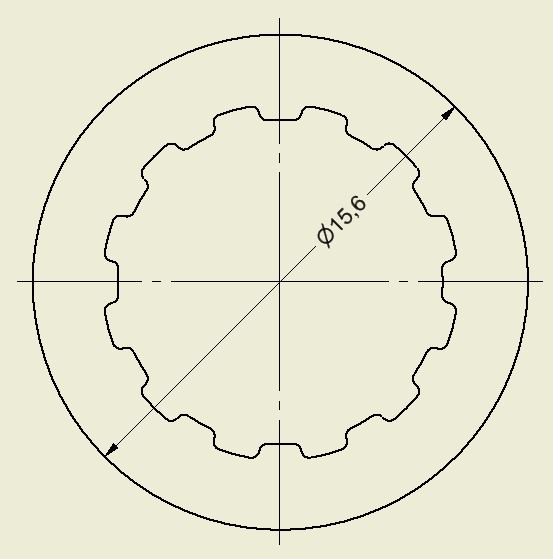
Bild anbei ....
Ich sehe gerade, daß ich mich bei der Dicke vertan habe. Die Dicke beträgt nur 0,5mm statt 1mm.
Gruß Alex
Au weia...
Was gibt es denn hinsichtlich der Toleranzen zu berichten? Wenn ich mir das Werkstück so anschaue möchte ich behaupten, daß hier zwingend das Feinschneidverfahren
anzuwenden ist.
Somit hat sich auch die Frage nach einem zu großen bzw. richtigen Schneidspalt erübrigt.
Dass sich ein Zulieferer hier gegen eine Änderung bzw. Prozessoptimierung stemmt liegt wegen der immensen Kosten nahe. Was war bei Auftragserteilung hinsichtlich Toleranzen/Schnittgrat vereinbart?
Handelt es sich um ein neues Teil, also Erstfertigung?  Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Andreas Gawin
Moderator
Blechschlosser Metallbauermeister
Beiträge: 3680
Registriert: 24.02.2006 Product Design Suite Ultimate 2021
Inventor 2025
AutoCad Mechanical 2025
FARO S70 Laserscanner
FARO Scene 2025
WIN10-96 GB
WIN11-96 GB
RTX 4000 Ada
Spacemouse Enterprise
|
erstellt am: 12. Apr. 2016 06:56 <-- editieren / zitieren --> Unities abgeben: Nur für alex
|
Manfred Gündchen
Ehrenmitglied V.I.P. h.c.
SelbstständIng mit Planungsbüro Anlagenbau, Dipl.-Ing.-Maschinenbau
Beiträge: 2697
Registriert: 08.03.2008 IV seit den 5.3Er
aus guten Gründen und aus Überzeugung "immer noch" der 2014Ner
WIN7pro-64bit
|
erstellt am: 13. Apr. 2016 07:38 <-- editieren / zitieren --> Unities abgeben: Nur für alex
Zitat:
Original erstellt von alex:
... Die Dicke beträgt nur 0,5mm statt 1mm..
Wäre bei der Dicke, der aufwändigen Kontur und der offensichtlich gewünschten Präzision nicht auch ätzen angebracht? Mindestens einer der in diesem Beitrag http://ww3.cad.de/foren/ubb/Forum508/HTML/000132.shtml aufgeführten Lieferanten, wirbt mit Dicken bis 1,5 mm... ------------------
In diesem Sinne wünsche ich allen, weiterhin effektives Schaffen ----------------
Manfred Gündchen
www.guendchen.com Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |

 Foren auf CAD.de
Foren auf CAD.de