| | |
 | Von der Idee zur Serie - technischer Vorsprung im Werkzeug- und Prototypenbau., eine Pressemitteilung
|
|
Autor
|
Thema: Alu-Blechzuschnitt (6461 mal gelesen)
|
Wyndorps
Ehrenmitglied V.I.P. h.c.
Ingenieur

   Beiträge: 4596
Registriert: 21.07.2005
|

 erstellt am: 06. Aug. 2015 19:40
erstellt am: 06. Aug. 2015 19:40  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
Hallo zusammen, mit Blechen kenne ich mich nicht so gut aus und wenn dann erst so ab 100 mm Dicke aufwärts in Stahl.  Jetzt hätte ich hier einige Teile (für mich eher Späne  ), die alle in 3 mm starkem Alublech auszuführen wären. ), die alle in 3 mm starkem Alublech auszuführen wären.
Wie übergebe ich das am besten an einen Fertiger?
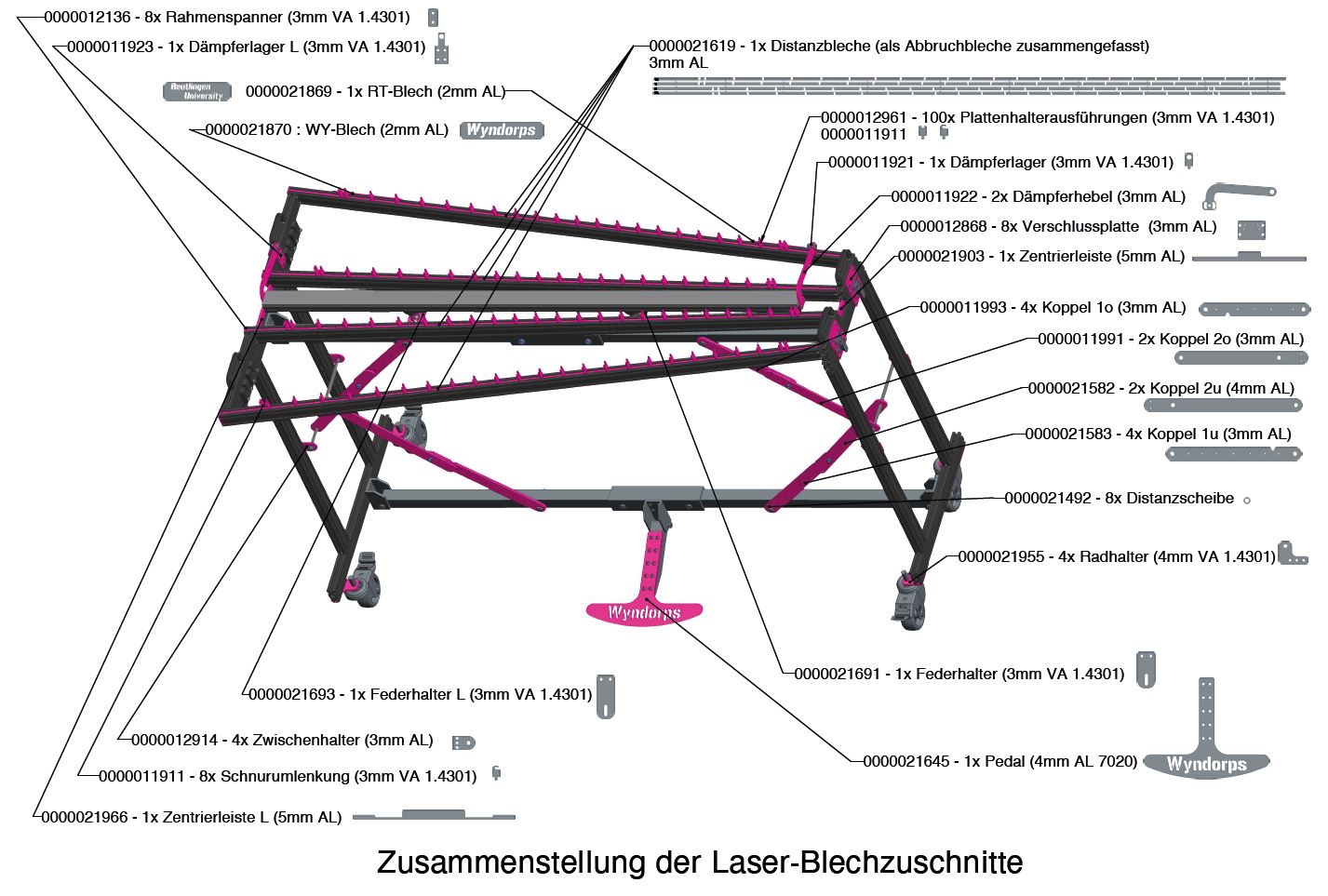
Ich hatte einmal alle Teile zusammen in eine Baugruppe gepackt und davon ein DXF ausgeleitet (siehe Bild im Anhang). Da sind dann aber alle Teile auf das Nennmaß modelliert, was bei 95% der Teile egal ist, aber bei den Plattenhaltern sind so ein paar Toleranzen sinnvoll einzuhalten. Wie funktioniert das überhaupt bei der Fertigung (Laser oder Wasserstrahl)? Werden die Einzelteile alle einzeln mit Stückzahl) der bearbeitungsmaschine übergeben und die optimiert die Blechtafel, oder geht das mit so einem Gesamt-DXF in einem Rutsch?
Wie dick ist der Laser- bzw. Wasserstrahl und läuft dessen Mitte dann auf der DXF-Linie?
Leider brauche ich das ganze Paket auch nur einmal, also keine Massenfertigung. Bisher hat sich für den Kleinkram noch kein Lieferant gefunden.
------------------
---------------- "Ich stimme mit der Mathematik nicht überein. Ich meine, daß die Summe von Nullen eine gefährliche Zahl ist." (Stanislaw Jerzy Lec) Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Ehrenmitglied V.I.P. h.c.
Dipl. Ing.

Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
erstellt am: 06. Aug. 2015 19:48 <-- editieren / zitieren --> Unities abgeben: Nur für Wyndorps 
Hallo, "kenne ich mich nicht so gut aus " Das ist ja ganz was neues. Wird bei den Blechen nichts gebogen ? Schicke das den Herstellern einfach als Step, das kann jeder abwickeln und den K-Fkator einbringen. Edit: drahten ( Drahterodieren oder drahtschneiden ) geht natürlcih auch noch
Klaus [Diese Nachricht wurde von N.Lesch am 06. Aug. 2015 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
ThoMay
Ehrenmitglied V.I.P. h.c.
Konstrukteur

Beiträge: 5260
Registriert: 15.04.2007 SWX 2019
Windows 10 x64
|
erstellt am: 06. Aug. 2015 20:13 <-- editieren / zitieren --> Unities abgeben: Nur für Wyndorps
Hallo und einen guten Start in den Tag Paul. Die Dxf werden meist bei den Fertigern eingelesn und zwar mit Nennmaß.
Je nach Fertigungsverfahren sind Toleranzen von +-0,2 mm einzuhalten.
Die Oberflächengüte beim Wasserstrahlen liegt bei Rz 32 bis eher Rz63. Du fragst:
Zitat:
geht das mit so einem Gesamt-DXF in einem Rutsch?
Hast damit dem Fertiger Arbeit abgenommen. Der hat meisten Programme, welche die Geometrien auf der Tafel zu minimalsten Verschnitt optimieren. Weiter fragst du.
Zitat:
Wie dick ist der Laser- bzw. Wasserstrahl
Wasserstrahl im Bereich 0,2mm. Hier mal einige Information zur Technik
Laserstrahl?? Und noch willst du wissen:
Zitat:
l und läuft dessen Mitte dann auf der DXF-Linie
Das war einmal. Die dicke der Linie spielt im virtuellen Bereich keine Rolle. Das ist nur für uns Nutzer.
Das ein Ausdruck in Übergröße für das Schneiden und/oder Brennschneiden benötigt wurde liegt schon im letzten Jahrtausend.
Die notwendigen Korrekturen erledigt meist das CAM Programm oder Maschinenprogramm. Du bedauerst.
Zitat:
Bisher hat sich für den Kleinkram noch kein Lieferant gefunden.
Entschuldige bitte meine Grünheit:
Aber wieviele hast du den angefragt? Schaust du über WLW nach Wasserstrahlschneiden in Lohn. Aus deinem Postleitzahlenraum 72 werden mindestens 5 aufgezeigt. Gruß
ThoMay ------------------
Hast du Fragen?
Brauchst du 
Schaut mal nach im Bereich
Alle Foren => Wissenstransfer.
oder
Konstrukteure Online hier bei CAD.de
Richtig fragen -
Nettiquette - Konstruktionshilfen - Systeminfo - Unities - CAD Freeware - Forenübersicht - 3D Modelle - SolidWorks Videos Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Wyndorps
Ehrenmitglied V.I.P. h.c.
Ingenieur
Beiträge: 4596
Registriert: 21.07.2005
|
erstellt am: 06. Aug. 2015 20:56 <-- editieren / zitieren --> Unities abgeben:
Erst einmal herzlichen Dank. @Klaus: Biegeteile sind wenige fdabei und auch eher untergeordnet. Das Biegen kann ich problemlos auch selber machen. Aber ich denke Du meinst dann step-Datei vom 3D-Fertigteil nicht abgewickelt? @ThoMay: Das mit dem Arbeit abnehmen war mein Gedanke. Das Ganze macht nur Sinn, wenn die Teile recht billig sind. Daher ist z. B. alles auf eine einzige Blechstärke /-tafel reduziert.
Angefragt habe ich bisher nur je einen Wasserstrahl- und einen Laserstrahlfertiger genau aus dem wlw-Suchkriterium.
Der Wasserstrahler hat aber wohl Land unter vor Aufträgen und der Laserstrahler hat sich gar nicht erst zurückgemeldet. Bei Hochschule meinen die immer da fragen sowieso nur Studenten und dann auch nur für ümme. Ich muss vielleicht gleich bei der Anfrage Vorkasse anbieten.
------------------
---------------- "Ich stimme mit der Mathematik nicht überein. Ich meine, daß die Summe von Nullen eine gefährliche Zahl ist." (Stanislaw Jerzy Lec) Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Ehrenmitglied V.I.P. h.c.
Dipl. Ing.
Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
erstellt am: 06. Aug. 2015 21:41 <-- editieren / zitieren --> Unities abgeben: Nur für Wyndorps
Ja natürlich meinte ich die fertigen Teile gebogen. Der K-Faktor ist dann bei 3 mm Dicke nicht ganz zu vernachlässigen.
Aber wie der genau funktioniert hat mir noch niemand verraten. Lasern ist bei Materialien mit der Leitfähigkeit von Alu nicht sehr beliebt.
Bei CU -Legierungen auch nicht. -Legierungen auch nicht. Aber drahterodieren kann fast jeder Werkzeugbau.
------------------
Klaus Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Andreas Gawin
Moderator
Blechschlosser Metallbauermeister
    

Beiträge: 3680
Registriert: 24.02.2006 Product Design Suite Ultimate 2021
Inventor 2025
AutoCad Mechanical 2025
FARO S70 Laserscanner
FARO Scene 2025
WIN10-96 GB
WIN11-96 GB
RTX 4000 Ada
Spacemouse Enterprise
|
erstellt am: 07. Aug. 2015 07:41 <-- editieren / zitieren --> Unities abgeben: Nur für Wyndorps
Guten Morgen! Es ist tatsächlich leider so, dass viele Fertigungsbetriebe kein Interesse an einem einmaligen Auftrag mit recht geringem Erlös haben. Diese Schneidemaschinen sind in der Anschaffung sehr teuer (~0,2 bis 0,7 Millionen Euro) und die Bediener recht spezialisiert. Der Einsatz findet fast ausschliesslich im industriellen oder gewerblichen Umfeld statt. Daraus ergibt sich, dass kein nennenswerter Konkurrenzkampf um Kleinkunden bzw Privatkunden stattfindet. Wenn Du Wasserstrahlschneiden lässt, beauftrage besser die kostenintensivere aber präzisere Durchführung des Schneideauftrages im "Feinschnitt". Dann wird mit geringerem Vorschub geschnitten, das ergibt deutlich sauberere Kanten. Unter Umständen wäre aus Kostengründen ein Vergleich 3mm ALU zu einem dünneren Chromnickelstahl (CNS) (zB. 1,5mm 1.4301) sinnvoll. Ein kostengünstiger, mit sehr hoher Geschwindigkeit durchgeführter Laserzuschnitt aus CNS ist dem als "Feinschnitt" erstellten Wasserstrahlzuschnitt aus ALU von der Kantengüte mindestens gleichzusetzen, wahrscheinlich ist er aber noch besser. Wenn ich mir die Zuschnitttafel so anschaue, zeigen sich da Umformteile mit Biegelinien bzw. tangentialen Linien zur Anzeige von Anfang und Ende der Umformbereiche? Der Zuschneidebetrieb möchte für Kalkulation und Maschinenprogrammierung nur die Aussenkonturen der Teile im Maßstab 1:1 auf der Zeichnung. Du solltest keinesfalls in einer reinen Zuschnittszeichnung Biegelinien oder Kennzeichnungen der Umformbereiche darstellen. Das führt nur zu Verwirrung und Fehlern. Da ist ein Teil bei (das ankerförmige), das beim Abkanten unter Umständen unschöne Knickbeulen davontragen könnte
Theorie im Vergleich zur Praxis.
Bist Du Dir sicher, dass Du mit den Dir zu Verfügung stehenden Möglichkeiten diese Teile wirklich in Eigenarbeit maßhaltig biegen kannst? 3mm Alu (AlMg3 ?) setzt dem händischen Verarbeiten schon einen enormen Widerstand entgegen.
Wenn nicht: Anfragen der bereits umgeformten Teile. Dabei in der Anfrage das bemaßte Fertigteil und die Abwicklung darstellen. Die Abwicklung mit dem Zusatz versehen "die Bemaßung der Blechabwicklung ist unverbindlich und muß vom Fertigungsbetrieb an die Gegebenheiten der verwendeten Fertigungsmaschine angepasst werden". Biete dem Lieferanten an, dass er ausser 2D DWG auch STEP Files der Fertigteile bekommen kann. Viel Erfolg! Gruss Andreas ------------------
Neues Cad.de Forum zum Thema Punktwolkenzuschnitt und -handling (Vorstufe zur Verwendung im 3D CAD): >>>Autodesk Recap<<< Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Wyndorps
Ehrenmitglied V.I.P. h.c.
Ingenieur
Beiträge: 4596
Registriert: 21.07.2005
|
erstellt am: 07. Aug. 2015 10:03 <-- editieren / zitieren --> Unities abgeben:
Hallo Andreas, herzlichen Dank für die tolle Antwort!
Es ist klar, dass man mit so einem teuren Invest Geld verdienen muss. Ich hoffe trotzdem irgendwo auf günstige Konditionen. Leider brauche ich aus Gewichtsgründen Aluminium und aus technischen Gründen die 3 mm Dicke. Ich habe Zugang zu einer Abkant- und Biegeeinrichtung, aber prizipiell wäre es natürlich besser, die Biegeverantwortung bei einem Profi zu belassen. Insbesondere auch Danke für den Tip mit dem Anker (Pedal). Das werde ich auf jeden Fall entsprechend ändern. Wie geschrieben fehlt mir in dem Bereich die Erfahrung. Für wen es interessiert habe ich ein PDF mit ein paar Erläuterungen angehängt.
Hier gibt's ein Filmchen mit der ersten studentischen Realisierung. ------------------
---------------- "Ich stimme mit der Mathematik nicht überein. Ich meine, daß die Summe von Nullen eine gefährliche Zahl ist." (Stanislaw Jerzy Lec) Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
ThoMay
Ehrenmitglied V.I.P. h.c.
Konstrukteur
Beiträge: 5260
Registriert: 15.04.2007 SWX 2019
Windows 10 x64
|
erstellt am: 07. Aug. 2015 12:46 <-- editieren / zitieren --> Unities abgeben: Nur für Wyndorps
|
Andreas Gawin
Moderator
Blechschlosser Metallbauermeister
Beiträge: 3680
Registriert: 24.02.2006 Product Design Suite Ultimate 2021
Inventor 2025
AutoCad Mechanical 2025
FARO S70 Laserscanner
FARO Scene 2025
WIN10-96 GB
WIN11-96 GB
RTX 4000 Ada
Spacemouse Enterprise
|
erstellt am: 07. Aug. 2015 13:13 <-- editieren / zitieren --> Unities abgeben: Nur für Wyndorps
Hallo, das sieht ja wirklich interessant aus, danke für die Infos! Jetzt in der Mittagspause reicht die Zeit nicht für eine fundierte Antwort, ich melde mich am Wochenende noch einmal zum Thema. Hier zunächst ein Link zur wirklich guten, allseits beliebten RESAX Konstruktionshilfe. Und hier noch eine Einführung zum Thema Blechumformen auf Gesenkbiegepressen. Andreas ------------------
Neues Cad.de Forum zum Thema Punktwolkenzuschnitt und -handling (Vorstufe zur Verwendung im 3D CAD): >>>Autodesk Recap<<< Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
ThoMay
Ehrenmitglied V.I.P. h.c.
Konstrukteur
Beiträge: 5260
Registriert: 15.04.2007 SWX 2019
Windows 10 x64
|
erstellt am: 07. Aug. 2015 18:46 <-- editieren / zitieren --> Unities abgeben: Nur für Wyndorps
|
Wyndorps
Ehrenmitglied V.I.P. h.c.
Ingenieur
Beiträge: 4596
Registriert: 21.07.2005
|
erstellt am: 08. Aug. 2015 13:10 <-- editieren / zitieren --> Unities abgeben:
Hallo ThoMay, derartige Kabelclips haben wir uns natürlich auch schon angesehen. Die sind aber aus verschiedenen Gründen nicht wirklich geeignet.
Wir haben auch schon mit 3D-Druck-Teilen herumgespielt, was prinzipiell geht, aber auch von den Kosten recht hoch ist. Ich bin eigentlich zuversichtlich, dass die Blechvariante preislich attraktiv und in der Handhabung einfach sein sollte. Man könnte die Plattenhalter ggf. auch aus 3mm Stahlblech herstellen. In Summe macht das beim Gewicht nicht so irre viel aus. Viele Grüße
Paul ------------------
---------------- "Ich stimme mit der Mathematik nicht überein. Ich meine, daß die Summe von Nullen eine gefährliche Zahl ist." (Stanislaw Jerzy Lec) Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Andreas Gawin
Moderator
Blechschlosser Metallbauermeister
Beiträge: 3680
Registriert: 24.02.2006 Product Design Suite Ultimate 2021
Inventor 2025
AutoCad Mechanical 2025
FARO S70 Laserscanner
FARO Scene 2025
WIN10-96 GB
WIN11-96 GB
RTX 4000 Ada
Spacemouse Enterprise
|
erstellt am: 10. Aug. 2015 06:51 <-- editieren / zitieren --> Unities abgeben: Nur für Wyndorps
|
Manfred Gündchen
Ehrenmitglied V.I.P. h.c.
SelbstständIng mit Planungsbüro Anlagenbau, Dipl.-Ing.-Maschinenbau
Beiträge: 2697
Registriert: 08.03.2008 IV seit den 5.3Er
aus guten Gründen und aus Überzeugung "immer noch" der 2014Ner
WIN7pro-64bit
|
erstellt am: 10. Aug. 2015 12:55 <-- editieren / zitieren --> Unities abgeben: Nur für Wyndorps
Moin Paul, Zwei Dinge. Zum einen kenne ich in Hamburg einen Maschinen- und Anlagenbauer der eine abgeschriebene Wasserstrahlschneidanlage verstauben läßt, weil er nicht genügend Aufträge auf der Anlage hat/braucht!
Dem ist auch ein relativer "Kleinauftrag" egal....
Weiter.
Mein Laserspezie sitzt in Cloppenburg - von mir aus über 200 km wech - dem sind Kleinaufträge, auch mit Postversandt, auch nicht egal... Zum anderen. Wo wird denn das erste Teil gekantet, wenn überhaupt?
Hast Du auch eine Fertigteilzeichnung/Ansicht für mich/uns?
------------------
In diesem Sinne wünsche ich allen, weiterhin effektives Schaffen
----------------
Manfred Gündchen
www.guendchen.com [Diese Nachricht wurde von Manfred Gündchen am 10. Aug. 2015 editiert.] [Diese Nachricht wurde von Manfred Gündchen am 10. Aug. 2015 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
ThoMay
Ehrenmitglied V.I.P. h.c.
Konstrukteur
Beiträge: 5260
Registriert: 15.04.2007 SWX 2019
Windows 10 x64
|
erstellt am: 10. Aug. 2015 20:14 <-- editieren / zitieren --> Unities abgeben: Nur für Wyndorps
|
Wyndorps
Ehrenmitglied V.I.P. h.c.
Ingenieur
Beiträge: 4596
Registriert: 21.07.2005
|
erstellt am: 11. Aug. 2015 09:24 <-- editieren / zitieren --> Unities abgeben:
Hallo zusammen und herzlichen Dank für die rege Beteiligung. anbei jetzt eine Serie von Step-Dateien und eine Teileliste. Für die aufgeführten Teile wäre ich an einer realistischen Kostenschätzung, aber natürlich immer auch an Verbesserungsvorschlägen interessiert. Der erste Prototyp hatte als wesentliche Schwächen die recht hohen Kosten des Profilsystems (insbesondere der Gelenke und Plattenhalter), sowie den Aufwand für das Positionieren und Ausrichten der Palattenhalter. Geplant ist es, die Bauanleitung mit den Step-Teilen im www für interessierte Vibraphonisten zum Selbstbau zur Verfügung zu stellen. Die können sich dann die Teile in Ihrer Region beschaffen - die meisten Vibraphonisten gibt es in den USA - und sollten dann mit ausschließlich Säge-, Bohr- und Gewindeschneidarbeiten (quasi Bausatz) ihren Rahmen bauen können.
Damit diese die Kosten einigermaßen einschätzen können und für die Fertigung "meines" Prototypen benötige ich die Kostenschätzung. Fragen zur Teileliste:
- Ich bin davon ausgegangen, dass es am wirtschaftlichsten wäre, alle Bauteile aus ein und derselben Platte zu schneiden. Daraus resultierte der Versuch mit einer kompletten Abwicklungsbaugruppe als DXF-File. Ggf. ist das aber gar nicht sinnvoll, wenn entsprechende Fertiger sowieso ständig anderes Material auflegen. Dann bräuchte man das Pedal nicht aus zwei 3mm Blechen fügen, sondern könnte es aus einem 5mm oder 6mm Blech herstellen.
- Die Abstandshalter 11913 - 11916 haben je nach verwendetem Klangplattensatz (Hersteller) vielfältig unterschiedliche Längen. Daher habe ich diese zu meiner Vereinfachung je Profilreihe als ein Teil modelliert. Geht das so, oder sollte ich besser jedes einzelne Blech auch einzeln als Step ausführen?
- Leider sind die Längenunterschiede der Abstandshalter teilweise sehr gering, so dass es mir am liebsten wäre, wenn man diese nach CAD/Step-Vorlage je Einzelblech mit einer Nummer beschriften könnte. Geht so etwas mit Wasserstrahl- bzw. Laserschneiden, oder verteuert das das Ganze sehr? Wie gäbe man so eine eher zu gravierende Nummer im Step-Teil eindeutig und unmissverständlich mit, als 3D-ausmodelliert?
- Bei dem Koppelbügel 11993 und den Pedalblechen 12018 und 12019 dienen die kleinen Bohrungen als Vorbohrung für nachfolgendes Gewindescheiden bzw. Aufbohren zum Fügen der Teile. Geht so etwas, oder ist das in der Fertigung nicht präszise genug?
- Bei den Resonanzrohren bin ich mir noch nicht sicher. Ich würde diese wegen der größeren Klangöffnung gerne probeweise rechteckig ausführen. Die Rohre müssen aber unten in einer sehr präszisen Höhe klangfest (kein Gummistopfen) verschlossen werden. Dazu habe ich bei wechselnden Rohrgrößen noch kein billiges (Massenware) Verschlusselement gefunden. Ich habe die Befürchtung, dass der Blechfreischnitt für die Biegung die akkustische Wirkung stören könnte. Eventuell gehe ich da doch auf Rundrohre zurück.
Ich bin gespannt auf die Rückmeldungen!
------------------
---------------- "Ich stimme mit der Mathematik nicht überein. Ich meine, daß die Summe von Nullen eine gefährliche Zahl ist." (Stanislaw Jerzy Lec) Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
ThoMay
Ehrenmitglied V.I.P. h.c.
Konstrukteur
Beiträge: 5260
Registriert: 15.04.2007 SWX 2019
Windows 10 x64
|
erstellt am: 11. Aug. 2015 20:25 <-- editieren / zitieren --> Unities abgeben: Nur für Wyndorps
|
Andreas Gawin
Moderator
Blechschlosser Metallbauermeister
Beiträge: 3680
Registriert: 24.02.2006 Product Design Suite Ultimate 2021
Inventor 2025
AutoCad Mechanical 2025
FARO S70 Laserscanner
FARO Scene 2025
WIN10-96 GB
WIN11-96 GB
RTX 4000 Ada
Spacemouse Enterprise
|
erstellt am: 12. Aug. 2015 07:06 <-- editieren / zitieren --> Unities abgeben: Nur für Wyndorps
Guten Morgen ThoMay, wenn ungeschütztes Aluminium im Rohzustand dauerhaft der Witterung oder Seeluft ausgesetzt wird, bildet sich durch Regen, Schnee, Tau oder besagte Umgebungsluft salzhaltiger Gewässer nach einiger Zeit die unschöne grauweiße, fleckige Oberfläche.
Das ist in diesem Anwendungsfall wohl nicht zu befürchten. Falls aus optischen Gründen eine eloxierte Oberfläche gewünscht wird, erinnere ich daran, dass der Werkstoff AlMg3 in vielen Fällen nur bei dunklen Eloxalfarben eine gleichbleibende Oberflächenqualität ermöglicht. Sollen helle Farben wie zB. Silber oder Gold erzeugt werden, wäre die Verwendung eines anderen Werkstoffes wie AlMg1 in "Eloxalqualität" anzuraten. Gruss Andreas ------------------
Neues Cad.de Forum zum Thema Punktwolkenzuschnitt und -handling (Vorstufe zur Verwendung im 3D CAD): >>>Autodesk Recap<<< Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Wyndorps
Ehrenmitglied V.I.P. h.c.
Ingenieur
Beiträge: 4596
Registriert: 21.07.2005
|
erstellt am: 12. Aug. 2015 07:59 <-- editieren / zitieren --> Unities abgeben:
Zitat:
Original erstellt von Andreas Gawin:
... dass der Werkstoff AlMg3 in vielen Fällen nur bei dunklen Eloxalfarben eine gleichbleibende Oberflächenqualität ermöglicht.Sollen helle Farben wie zB. Silber oder Gold erzeugt werden, wäre die Verwendung eines anderen Werkstoffes wie AlMg1 in "Eloxalqualität" anzuraten.
Hallo zusammen, das war mir so nicht bekannt, spricht damit aber eher für AlMg1. Tatsächlich sind die Werkstoffanforderungen außer beim Pedal und den Gestellkoppeln ja sehr gering, auch steht das Instrument eher selten im Freien und Seeluft ist von hier leider nur mit einer elend lange Anreise zu schnuppern. Aber aus optischen Gründen (was kostet so etwas) würde ich schon gerne die Teile ähnlich der Farben im Modell eloxieren lassen, oder zumindest die Möglichkeit haben, ------------------
---------------- "Ich stimme mit der Mathematik nicht überein. Ich meine, daß die Summe von Nullen eine gefährliche Zahl ist." (Stanislaw Jerzy Lec) Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
ThoMay
Ehrenmitglied V.I.P. h.c.
Konstrukteur
Beiträge: 5260
Registriert: 15.04.2007 SWX 2019
Windows 10 x64
|
erstellt am: 12. Aug. 2015 13:37 <-- editieren / zitieren --> Unities abgeben: Nur für Wyndorps
|
Manfred Gündchen
Ehrenmitglied V.I.P. h.c.
SelbstständIng mit Planungsbüro Anlagenbau, Dipl.-Ing.-Maschinenbau
Beiträge: 2697
Registriert: 08.03.2008 IV seit den 5.3Er
aus guten Gründen und aus Überzeugung "immer noch" der 2014Ner
WIN7pro-64bit
|
erstellt am: 12. Aug. 2015 15:42 <-- editieren / zitieren --> Unities abgeben: Nur für Wyndorps
Moin Wyndorps. Für eine Preisanfrage - und überhaupt - genügt eine dxf- und zur Sicherheit eine PDF-Datei mit 1 2 Maßen, an den Leiferanten. Angebot im "Handumdrehen".
Bei Bedarf PM an mich, dann lasse ich Dir die Adressen zukommen... ------------------
In diesem Sinne wünsche ich allen, weiterhin effektives Schaffen ----------------
Manfred Gündchen
www.guendchen.com [Diese Nachricht wurde von Manfred Gündchen am 13. Aug. 2015 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Tredji
Mitglied
Konstrukteur
Beiträge: 120
Registriert: 14.11.2014
|
erstellt am: 12. Aug. 2015 16:27 <-- editieren / zitieren --> Unities abgeben: Nur für Wyndorps
Hallo Wyndorps, ich kann die Aussagen von Manfred Gündchen nur bestätigen.
Für einen Laserteil-Fertiger genügt eine Dxf-Zeichnung. Das Anfertigen von Schnittmustern ist überflüssig da die DXF-Dateien eh aufbereitet und eingelesen werden. Wir haben einen sehr guten Fertiger, welcher innerhalb von 5 Werktagen Laserteile und in 10 Tagen Biegeteile liefert.
Bei einfachen Teile werden "Kernlöcher" (Durchmesser mindestens Bauteildicke) reinkonstruiert oder die Positionen als Punkte mit angegeben welche dann mit angelasert werden, was in der Montage das Anreißen spart. Allerdings sollten die Löcher für die Bohrungen kleiner als das Kernloch konstruiert werden.
Bei uns wird dann auf Kernlochgröße aufgebohrt und dann das Gewinde geschnitten. Funktioniert tadellos.
Beschriftungen sind ebenfalls möglich. Wir hatte bisher keine Probleme, was Genauigkeit angeht. Und preislich sind die Laserteile kaum zu schlagen. Teilweise lassen wir auch unsere Zuschnitte direkt vom Lasern kommen. Für die Kalkulation hat man mir gesagt das im Wesentlichen das Material, die Bauteildicke und die Schnittlänge entscheidend sind. Beste Grüße Rene ------------------
Man hat niemals Zeit, es richtig zu machen, aber immer Zeit, es noch einmal zu machen. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Wyndorps
Ehrenmitglied V.I.P. h.c.
Ingenieur
Beiträge: 4596
Registriert: 21.07.2005 Creo 10
Genius Tools 10.0
Windchill 12.0.2.0
|
erstellt am: 12. Aug. 2015 16:32 <-- editieren / zitieren --> Unities abgeben:
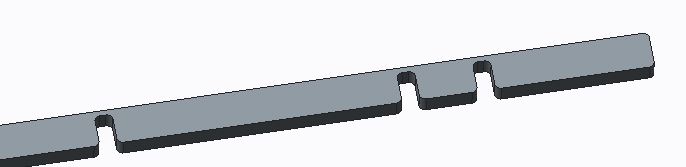
Hallo Freunde, durch einen PM-Tip aus dem Forum bin ich auf diesen Anbieter gestossen, der sofort nach dem Hochladen von Step-Dateien einen Angebotspreis (Laserstrahlschneiden AlMg3) ausgibt - für meinen Bedarf gerade schlicht genial! Das Problem mit meinen Abstandsblechen kann man wohl durch Gravieren beim Laserstrahlschneiden lösen, aber mir ist noch die Lösung eingefallen, die Abstandsbleche als Abknickbleche - wie beim Modellbau (siehe Bild) - auszuführen. Dann hat man alle Teile in der richtigen Reihenfolge und Anordnung, muss lediglich die Abbruchkante mit einer Feile verrunden. Leider passt es mit den Plattenhaltern nicht so in die T-Nut, dass man die Abstandsblech am Stück lässt, aber man kann halt nicht alles haben.
Auf jeden Fall scheint die Blechlösung tatsächlich, wie erhofft, um ein Vielfaches billiger zu sein, als alle anderen Lösungen zuvor.
------------------
---------------- "Ich stimme mit der Mathematik nicht überein. Ich meine, daß die Summe von Nullen eine gefährliche Zahl ist." (Stanislaw Jerzy Lec) Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
ThoMay
Ehrenmitglied V.I.P. h.c.
Konstrukteur
Beiträge: 5260
Registriert: 15.04.2007 SWX 2019
Windows 10 x64
|
erstellt am: 12. Aug. 2015 19:32 <-- editieren / zitieren --> Unities abgeben: Nur für Wyndorps
|
Wyndorps
Ehrenmitglied V.I.P. h.c.
Ingenieur
Beiträge: 4596
Registriert: 21.07.2005
|
erstellt am: 12. Aug. 2015 19:57 <-- editieren / zitieren --> Unities abgeben:
Aber sicher gern, wobei Endansicht wird wohl noch etwas dauern. Leider habe ich den dargestellten Plattensatz (Musser M55G) auch nicht. Der kostet alleine knapp 4000 . Ich bin zuletzt extra 500km in ein größeres Musikgeschäft gefahren, wo 8 unterschiedliche Vibraphone zum Testen standen, nur weil ich wissen wollte, ob sich der gegenüber anderen Instrumenten doppelte Preis begründen lässt. Leider ist der Klang dieser Platten tatsächlich unvergleichlich viel besser als aller anderen - na ja vielleicht noch das genauso teure Yamaha. Aber alle handelsüblichen Rahmen sind die reinsten Klappergestelle - aus Maschinenbausicht ein Unverschämtheit bei dem Preis. Das silberne Ding ist der gebaute Prototyp mit einem alten, schmaleren Plattensatz und Augenschrauben kombiniert mit Kabeltüllen als Plattenhalter. ------------------
---------------- "Ich stimme mit der Mathematik nicht überein. Ich meine, daß die Summe von Nullen eine gefährliche Zahl ist." (Stanislaw Jerzy Lec) Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Andreas Gawin
Moderator
Blechschlosser Metallbauermeister
Beiträge: 3680
Registriert: 24.02.2006 Product Design Suite Ultimate 2021
Inventor 2025
AutoCad Mechanical 2025
FARO S70 Laserscanner
FARO Scene 2025
WIN10-96 GB
WIN11-96 GB
RTX 4000 Ada
Spacemouse Enterprise
|
erstellt am: 12. Aug. 2015 23:24 <-- editieren / zitieren --> Unities abgeben: Nur für Wyndorps
Hallo, nun mal zur Liste (ein Lob für die saubere Vorarbeit anbei!). Zitat:
Original erstellt von Wyndorps:
Ich bin davon ausgegangen, dass es am wirtschaftlichsten wäre, alle Bauteile aus ein und derselben Platte zu schneiden.....
1.) Gesetzt den Fall, man möchte nur die abgewickelten Biegerohlinge bestellen: Pro Teil eine Datei mit der Abwicklung in 1:1; nur Aussenkonturen. Der Lieferant schachtelt selbst (oft vollautomatisch). Dieser Fall setzt aber voraus, dass sowohl eine Vorrichtung als auch die Erfahrung zum maßhaltigen Umformen der Rohlinge gegeben sind. Es muss unbedingt nach dem Umformen eloxiert werden, da die Eloxalschicht glashart ist und im Bereich der Biegezone während des Umformens splitternd reißt. Das ergibt eine schlechte Optik und ist hochgefährlich, es entstehen während des Berstens Kleinstpartikel mit ähnlich gefährlicher Wirkung wie der von brechenden Asbestplatten. 2.) Für den Fall, dass fertige Biegeteile bestellt werden, gilt das gleiche Vorgehen: Eine Datei pro Bauteil, 2D Zeichnung mit Fertigmaßen mitgeben, bei Abgabe der 2D Abwicklung Hinweistext bezügl. Anpassung an Fertigungmaschinen, 3D Step auch mitgeben wenn möglich. Darauf achten, dass nach dem Umformen eloxiert wird. Vielen Fertigern ist die gleichbleibende Oberflächenqualität nicht so wichtig, viele interessiert es nicht und einige wissen es nicht besser. 3.) AlMg1 in "dekorativer Eloxalqualität" ist (soweit mir bekannt) bis max. 3mm erhältlich. Soll es dicker sein, dann kann auch "Normalqualität" verwendet werden. Angesichts der recht geringen Teilegrösse spricht eigentlich auch nichts gegen den durchgängigen Einsatz von "Normalqualität". 4.) Wer sichergehen will, dass die weichen Alubleche ohne (oder weitgehend ohne) Kratzer geschnitten werden, kann die Bauteile mit beidseitiger, laserschneidtauglicher Schutzfolie bestellen. Ich habe im Verlauf der Jahrzehnte alle erdenklichen Varianten sowohl bester Qualität als auch des letzten Drecks von diversen Schneidebetrieben erhalten und oft genug reklamiert. Es gibt keine Norm für die Rückseitenqualität! Aber eine Schutzfolie nenneswert zu beschädigen, das hatte sich in keinem Fall ereignet. Eine Schutzfolie führt regelmässig bei manchen Maschinenbedinern zur partiellen Reaktivierung brachliegender kognitiver Bereiche ;-)
Am Rande: Es gibt auch nicht wenig Fertigungsbetriebe, die durch den Einsatz falsch dimensionierter Biegewerkzeuge mittlere bist starke Abdrücke im Bereich der Umformzone erzeugen. Falls eine abdruckfreie Oberfläche der Fertigteile gewünscht wird, sollte das Angegeben werden.
Zitat:
Original erstellt von Wyndorps:
Die Abstandshalter 11913 - 11916 haben je nach verwendetem Klangplattensatz (Hersteller) vielfältig unterschiedliche Längen. Daher habe ich diese zu meiner Vereinfachung je Profilreihe als ein Teil modelliert. Geht das so, oder sollte ich besser jedes einzelne Blech auch einzeln als Step ausführen?
Wie bereits beschrieben: Pro Teil eine Datei.
Zitat:
Original erstellt von Wyndorps:
Leider sind die Längenunterschiede der Abstandshalter teilweise sehr gering, so dass es mir am liebsten wäre, wenn man diese nach CAD/Step-Vorlage je Einzelblech mit einer Nummer beschriften könnte. Geht so etwas mit Wasserstrahl- bzw. Laserschneiden, oder verteuert das das Ganze sehr? Wie gäbe man so eine eher zu gravierende Nummer im Step-Teil eindeutig und unmissverständlich mit, als 3D-ausmodelliert?
Schwierige Frage. Mit dem "Anpulsen" von Positionsnummern auf Kleinteile hat ein Kollege von mir schlechte Erfahrungen gemacht. Überdies: Durch das Trovalieren würde die Kennzeichnung restlos weggeschliffen. Voll ausmodellierte Positionsnummern im 3D Modell wären denkbar, jedoch nur unter striktem Einhalten der Regel, die auch als guter Richtwert für Bohrungen gelten kann: Geringstmögliche Querschnittbreiten oder Lochdurchmesser grösser oder gleich 1x Blechstärke. In Ausnahmefällen auch kleiner, aber nur nach Rücksprache mit dem Fertiger. Zitat:
Original erstellt von Wyndorps:
[*] Bei dem Koppelbügel 11993 und den Pedalblechen 12018 und 12019 dienen die kleinen Bohrungen als Vorbohrung für nachfolgendes Gewindescheiden bzw. Aufbohren zum Fügen der Teile. Geht so etwas, oder ist das in der Fertigung nicht präszise genug?
Die in der Regel erzielbare Schnittgenauigkeit bei Wasserstrahl- und Laserschneiden bewegt sich im Bereich +/- 0,1 bis +/- 0,15mm bei Teilen, die ohne Umspannen der Tafel geschnitten werden können. Die Winkligkeit der Schnittkanten wird von vielen Schneidebetrieben als "annähernd rechtwinklig" angegeben. Hier dürfte also der Mensch das problematischste Glied in der Fertigungskette sein: Sind Standbohrmaschine, Maschinenschraubstock und ein vernünftiger Bohrer zur Verarbeitung gegeben?
Meiner Meinung nach wäre es wegen des weichen Werkstoffes in Betracht zu ziehen, die Durchgangslöcher auf Fertigmaß zu modellieren und Kernlöcher für Gewinde fast auf Fertigmaß (1mm kleiner). Zu den Abkantteilen melde ich mich noch, wahrscheinlich am WE. Gruss Andreas Edit 13.08.2014: Ergänzung Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Manfred Gündchen
Ehrenmitglied V.I.P. h.c.
SelbstständIng mit Planungsbüro Anlagenbau, Dipl.-Ing.-Maschinenbau
Beiträge: 2697
Registriert: 08.03.2008 IV seit den 5.3Er
aus guten Gründen und aus Überzeugung "immer noch" der 2014Ner
WIN7pro-64bit
|
erstellt am: 13. Aug. 2015 17:28 <-- editieren / zitieren --> Unities abgeben: Nur für Wyndorps
Moin Andreas, toller Beitrag das  . . @ an Alle, man überschütte Andreas mit haufenweise Üs ------------------
In diesem Sinne wünsche ich allen, weiterhin effektives Schaffen ----------------
Manfred Gündchen
www.guendchen.com Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Wyndorps
Ehrenmitglied V.I.P. h.c.
Ingenieur
Beiträge: 4596
Registriert: 21.07.2005
|
erstellt am: 14. Aug. 2015 10:38 <-- editieren / zitieren --> Unities abgeben:
Zitat:
Original erstellt von Manfred Gündchen:
... toller Beitrag das .@ an Alle, man überschütte Andreas mit haufenweise Üs
Dem kann ich mich nur anschließen, auch wenn meine Ü-Verteilmöglichkeit für diesen Beitrag jetzt am Ende ist! ------------------
---------------- "Ich stimme mit der Mathematik nicht überein. Ich meine, daß die Summe von Nullen eine gefährliche Zahl ist." (Stanislaw Jerzy Lec) Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
MABI
Ehrenmitglied
Leuchtenbauer
Beiträge: 1978
Registriert: 18.12.2003 MegaCAD unfold 2021-Metall 3D (64)
noch verfügbar
mit Verzögerung
unfold 2012-2015 (32)
unfold 2016-19 (64)
Adobe Acrobat-3D
|
 erstellt am: 14. Aug. 2015 13:57 <-- editieren / zitieren --> Unities abgeben: Nur für Wyndorps
erstellt am: 14. Aug. 2015 13:57 <-- editieren / zitieren --> Unities abgeben: Nur für Wyndorps
|
Andreas Gawin
Moderator
Blechschlosser Metallbauermeister
Beiträge: 3680
Registriert: 24.02.2006 Product Design Suite Ultimate 2021
Inventor 2025
AutoCad Mechanical 2025
FARO S70 Laserscanner
FARO Scene 2025
WIN10-96 GB
WIN11-96 GB
RTX 4000 Ada
Spacemouse Enterprise
|
erstellt am: 16. Aug. 2015 16:39 <-- editieren / zitieren --> Unities abgeben: Nur für Wyndorps
Hallo, vielen Dank Euch allen! Nun zu den Biege- bzw. Abkantteilen; dazu muss ich etwas weiter ausholen, da es im gegebenen Anwendungsfall mehrere Faktoren zu berücksichtigen gilt: 1.) Grundsätzliches zum Umformen von AlMg1 oder AlMg3
2.) welche Umformverfahren wären möglich
3.) Konstruktive Grundregeln für Biegeteile
1.) Grundsätzliches zum Umformen von AlMg1 oder AlMg3
Beide Aluminiumwerkstoffe lassen sich gut Umformen, neigen jedoch (speziell mit zunehmender Blechstärke) unter "ungünstigen Umständen" im Bereich der Biegezone zur Rissbildung. Als ungünstig zu benennen wären: --> Verwendung eines Oberwerkzeuges mit zu kleinem Biegeradius
--> unglückliche, grenzwertige Unterwerkzeugwahl, vorgegeben durch die (zu) kurze Kantenlänge des zu biegenden Schenkels
--> kaltes Material (es sollte mindestens 16-18 Grad Temperatur aufweisen)
--> überlagertes Material ( mit zunehmendem Alter des Rohmaterials steigt bei Blechstärken ab 4mm aufwärts die Neigung zur Rissbildung erheblich, einjähriges oder älteres Material verhält sich wesentlich kritischer als jüngeres)
2.) welche Umformverfahren wären möglich
Die in der Grosserienproduktion eingesetzten Verfahren können wir übergehen, es verbleiben dann noch zwei Möglichkeiten: --> Schwenkbiegen manuell Diese Schwenkbieger sind in vielen kleinen Handwerksbetrieben vorhanden, sie sind günstig in der Anschaffung und recht einfach zu bedienen. Sie werden oft für Gelegenheitsarbeiten verwendet, gerade weil sie auch vom ungeschulten Bediener genutzt werden können. Das Arbeitsergebnis ist in der Regel für den Einsatzzweck ausreichend. Ein sehr versierter Bediener kann durch Erfahrung, Sorgfalt und genügend Zeit für das Einrichten der einzelnen Biegevorgänge recht gute Ergebnisse erzielen. -->Freibiegen an der Gesenkbiegepresse Gesenkbiegepressen sind in Betrieben mit eigener Blechfertigung vorhanden. Die Anschaffung lohnt sich nur dann, wenn fast alle möglichen Anwendungsfälle mit hohen Ansprüchen an die Fertigungsqualität bei möglichst geringen Rüst- und Fertigungszeiten abgedeckt werden müssen. Wegen der universellen Einsetzbarkeit und der grossen Wirtschaftlichkeit ist dieser Maschinentypus trotz des hohen Anschaffungspreises und der Notwendigkeit der Bedienung durch speziell geschulte Fachkräfte sehr verbreitet.
3.) Konstruktive Grundregeln für Biegeteile
Ich gebe an dieser Stelle konstruktive Anregungen, die eine problemlose Fertigung mittels Freibiegen auf der Gesenkbiegepresse ermöglichen. Ein unter Beachtung dieser Gesichtspunkte konstruiertes Bauteil lässt sich in der Regel auch problemlos auf Schwenkbiegemaschinen herstellen, insofern das (je nach Teilegeometrie) überhaupt möglich ist.
--> Kleinstes Aussenmaß einer Abkantung nach Möglichkeit mindestens 6x Blechstärke
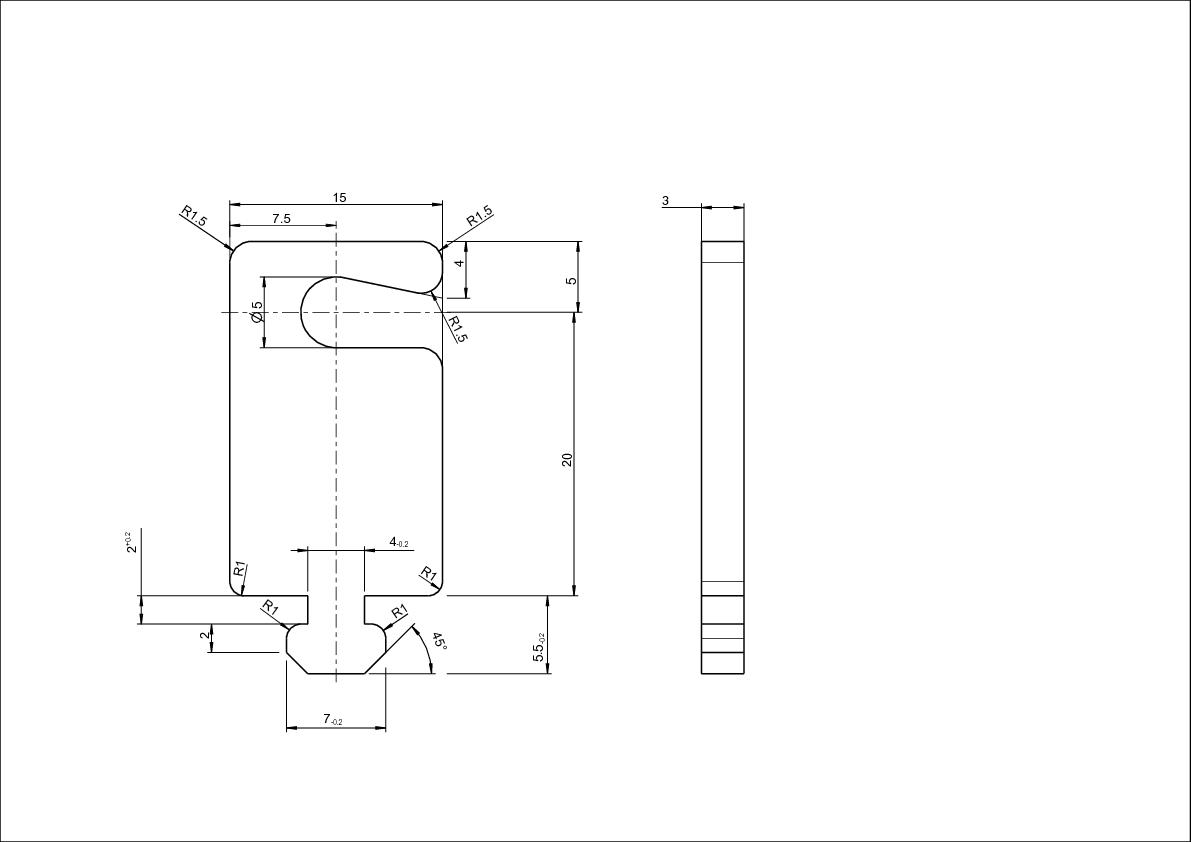
im Bauteil 12141 sollte das Maß 15mm also idealerweise mindestens 18mm betragen. Je kleiner das Aussenmaß, desto kleiner muss der Werkzeugsatz zum Umformen sein, das hat Folgen: Es ergeben sich sowohl eine höhere Rißbildungstendenz als auch die Neigung zur Entstehung von Abdrücken der Werkzeuge im Bauteil (der Umformvorgang mit kleineren Werkzeugquerschnitten erfordert erheblich mehr Druckkraft)
--> geringster Lochrandabstand zur Aussenkante mindestens 5x Blechstärke
im Bauteil 12191 sollte das Maß 7,5mm also idealerweise mindestens 15mm betragen. Löcher im Umformbereich werden sonst oval und eirig. Alternativ: Kleinen Durchmesser vorfertigen und nach dem Umformen aufbohren
-->ab Blechstärken grösser als 2mm kantenbündige Biegungsabschlüsse vermeiden
(es kann im Gesenk zu Kollision und Stauchung kommen, die das notwendige Überbiegen verhindern) siehe hierzu Bauteil 12141
Um das zu demonstrieren, habe ich meine alte Presse mal aus dem Regal genommen und das Bauteil da reingelegt: Bauteil 12141 auf der Maschine
Hier noch einmal der Biegevorgang, der zunächst das Überbiegen und nachfolgend das Rückfedern zeigt. --> die Schenkelhöhen von U-Profilen aus Materialstärken ab 4mm sollten nicht mehr als 40% der Breite des U Profiles betragen
Sonderwerkzeuge zur Herstellung "hochschenkliger Profile" sind konstruktiv bedingt meist nur zur Verarbeitung von dünneren Blechstärken (bis 3mm) verwendbar
--> direkt an den Umformbereich angrenzende Aussparungen können zur Rißbildung beitragen
Freimachungen (Befreiungslöcher) mit Durchmesser mindestens 1x Blechstärke verhindern dies; siehe ebenfalls Bauteil 12141
Fazit
Selbstverständlich muss man sich nicht in allen Punkten strikt an diese Regeln halten. Es sollten nur nicht zu viele ungünstige Kriterien in einem Bauteil konzentriert werden, da es sonst auch für gut ausgestattete Fachleute schwierig wird, ein einwandfreies Produkt herzustellen.
Es gibt für die Leute, die modernste Fertigungstechnik und zusätzlich auch ältere Maschinen einsetzen natürlich noch Möglichkeiten, teilweise die aufgezählten Schwierigkeiten durch geschicktes Kombinieren verschiedener Fertigungstechniken zu umgehen. Das ist aber die Ausnahme, weil es in unserer Zeit immer weniger Firmen gibt, die Interesse an Kleinaufträgen und technischen Herausforderungen für überschaubare Erlöse haben. Gruss Andreas
------------------
Neues Cad.de Forum zum Thema Punktwolkenzuschnitt und -handling (Vorstufe zur Verwendung im 3D CAD):
>>>Autodesk Recap<<< Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Wyndorps
Ehrenmitglied V.I.P. h.c.
Ingenieur
Beiträge: 4596
Registriert: 21.07.2005
|
 erstellt am: 16. Aug. 2015 17:26 <-- editieren / zitieren --> Unities abgeben:
erstellt am: 16. Aug. 2015 17:26 <-- editieren / zitieren --> Unities abgeben:
Fantastische Erläuterungen! Vielen, vielen Dank! ------------------
---------------- "Ich stimme mit der Mathematik nicht überein. Ich meine, daß die Summe von Nullen eine gefährliche Zahl ist." (Stanislaw Jerzy Lec) Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Andreas Gawin
Moderator
Blechschlosser Metallbauermeister
Beiträge: 3680
Registriert: 24.02.2006 Product Design Suite Ultimate 2021
Inventor 2025
AutoCad Mechanical 2025
FARO S70 Laserscanner
FARO Scene 2025
WIN10-96 GB
WIN11-96 GB
RTX 4000 Ada
Spacemouse Enterprise
|
erstellt am: 16. Aug. 2015 17:32 <-- editieren / zitieren --> Unities abgeben: Nur für Wyndorps
|
ThoMay
Ehrenmitglied V.I.P. h.c.
Konstrukteur
Beiträge: 5260
Registriert: 15.04.2007 SWX 2019
Windows 10 x64
|
erstellt am: 16. Aug. 2015 18:10 <-- editieren / zitieren --> Unities abgeben: Nur für Wyndorps
|
Andreas Gawin
Moderator
Blechschlosser Metallbauermeister
Beiträge: 3680
Registriert: 24.02.2006 Product Design Suite Ultimate 2021
Inventor 2025
AutoCad Mechanical 2025
FARO S70 Laserscanner
FARO Scene 2025
WIN10-96 GB
WIN11-96 GB
RTX 4000 Ada
Spacemouse Enterprise
|
erstellt am: 17. Aug. 2015 09:25 <-- editieren / zitieren --> Unities abgeben: Nur für Wyndorps
Vielen Dank ThoMay! Das Geschriebene ist nichts weiter als eine Zusammenfassung der Themen, die sehr gut beschrieben im allseits bekannten Resax Leitfaden stehen, plus einigen Infos aus dem Thread über das Blechbiegen auf der Gesenkbiegepresse. Ich sehe keine Möglichkeit, das Geschriebene noch weiter zu komprimieren. Tatsächlich ist der Inhalt nun überwiegend unpassend zum Threadtitel (der ja nicht nachträglich änderbar ist). Insofern könnte man einen neuen Thread passenden Titels erstellen, der eine Art Inhaltsangabe der abgehandelten Themen und den Link enthält. Gruss Andreas
Edit: Erledigt
------------------
Neues Cad.de Forum zum Thema Punktwolkenzuschnitt und -handling (Vorstufe zur Verwendung im 3D CAD):
>>>Autodesk Recap<<< Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Wyndorps
Ehrenmitglied V.I.P. h.c.
Ingenieur
Beiträge: 4596
Registriert: 21.07.2005
|
 erstellt am: 12. Feb. 2016 18:02 <-- editieren / zitieren --> Unities abgeben:
erstellt am: 12. Feb. 2016 18:02 <-- editieren / zitieren --> Unities abgeben:
Hallo zusammen, ich wollte mich noch einmal zurückmelden bzgl. der Umsetzung. Inzwischen habe ich mir das Instrument so nach und nach gebaut - und gleich für einen Bekannten mit. Schlussendlich habe ich alle Biegteile durch Laserzuschnitte ersetzt, da diese viel einfacher und biliger zu beschaffen sind. Durch den Einsatz der Laser-Blechzuschnitte haben sich die Herstellungskosten um ca. 30% und der Arbeitsaufwand für den Zusammenbau um fast 50% reduziert. Erfreulicherweise war es dabei nicht nowendig, alles auf eine Blechstärke und ein Material zu reduzieren, solange man etwas Zeit für die Beschaffung hatte. Irgendwann innerhalb von 2 bis 3 Wochen war offensichtlich jede Blechstärke einmal auf der Maschine.
Die Qualität der gelaserten Teile hat mich in den meisten Fällen sehr positiv überrascht. Bei praktisch allen Blechteilen reichte das Gleitschleifen als Nacharbeit, nur beim Pedal (4mm AL) war der Grat etwas sperrig. Die schwarzen, dünnwandigen Kunststoff-Resonanzrohre (PVC) sehen klasse aus, funktionieren gut und sind wunderbar unempfindlich und leicht, aber leider habe ich diese bisher nur in einem einzigen Durchesser (50mm) als "billige" Standardware (Fallrohre von Marley) gefunden. Benötigen würde ich den Durchmesserbereich von 40mm bis 60mm in 5mm Schritten. Wenn da jemand einen Tipp hätte....
Ansonten wäre ich auch um eine Bezugsadresse von dünnwandigem Alurohr (s=1 bis 1,5 mm) in dem Durchmesserbereich als Standard-Lagerware interssiert. Hier habe ich einmal ein Video vom Aufbau und Anwenden des Instruments eingestellt. Dabei verwende ich die originalen Aluminium-Resonanzrohre anstelle der Kunststoffrohre.
Warnung: Der Musikstil und meine musikalischen (Un-)Fähigkeiten sind nicht jedermanns Sache [Edit: Link korrigiert]
------------------
---------------- "Ich stimme mit der Mathematik nicht überein. Ich meine, daß die Summe von Nullen eine gefährliche Zahl ist." (Stanislaw Jerzy Lec) [Diese Nachricht wurde von Wyndorps am 16. Feb. 2016 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Ehrenmitglied V.I.P. h.c.
Dipl. Ing.
Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
erstellt am: 12. Feb. 2016 21:33 <-- editieren / zitieren --> Unities abgeben: Nur für Wyndorps
|
ThoMay
Ehrenmitglied V.I.P. h.c.
Konstrukteur
Beiträge: 5260
Registriert: 15.04.2007 SWX 2019
Windows 10 x64
|
erstellt am: 13. Feb. 2016 19:57 <-- editieren / zitieren --> Unities abgeben: Nur für Wyndorps
|
Wyndorps
Ehrenmitglied V.I.P. h.c.
Ingenieur
Beiträge: 4596
Registriert: 21.07.2005
|
erstellt am: 14. Feb. 2016 16:49 <-- editieren / zitieren --> Unities abgeben:
Zitat:
Original erstellt von N.Lesch:
... was auch wieder schlecht ist, weil das am wenigsten Krach macht unter den Kunststoffen. ...
"Krachmachen" ist eigentlich nicht das Kriterium :D Tatsächlich hat das PVC-Rohr hervorragend funktioniert. Die Böden in den Resonanzrohren stellen in der richtigen Höhe bezogen auf die Wellenlänge die Reflexionsfläche für die Schallwelle dar. Das Rohr führt die Welle wieder nach oben hinaus. Ein Schaumstoffrohr wäre schlecht, aber ein einigermaßen "stabiler" Kunststoff reicht aus. Zitat:
Original erstellt von ThoMay:
... Wie wäre es mit CFK Rohren. Sieht bestimmt auch edel aus. ...
Das ist auch keine schlechte, wenn auch relativ teure und bruchempfindliche Idee. Ich will ja eigentlich etwas, was man problemlos "durch die Gegend schmeißen" kann - halt sehr Transport unempfindlich. Als ich gestern eine alte Zeichnung aus dem Regal geholt habe, sind mir die guten alten Versandrohre eingefallen. Da scheint es unter dem Begriff Hartpapierhülsen nach Google etwas geeignetes zu geben. ------------------
---------------- "Ich stimme mit der Mathematik nicht überein. Ich meine, daß die Summe von Nullen eine gefährliche Zahl ist." (Stanislaw Jerzy Lec) Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Ehrenmitglied V.I.P. h.c.
Dipl. Ing.
Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
erstellt am: 14. Feb. 2016 17:17 <-- editieren / zitieren --> Unities abgeben: Nur für Wyndorps
So bruchempfindlich sind die CFK Rohre auch wieder nicht. Das ist Epoxidharz mit viel Fasern. In Längsrichtung der Fasern sind die schon spröde aber 80 % der Fasern sind anscheinend tangential gewickelt. Außerdem gibt es die Rohre auf der gleichen Seite auch mit Glasfasern, was nicht ganz so spröde ist und wesentlich billiger. Bei den Papierhülsen gibt es unter dem Begriff Versandhülsen bei Google die 20-fache Trefferquote. ------------------
Klaus Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Manfred Gündchen
Ehrenmitglied V.I.P. h.c.
SelbstständIng mit Planungsbüro Anlagenbau, Dipl.-Ing.-Maschinenbau
Beiträge: 2697
Registriert: 08.03.2008 IV seit den 5.3Er
aus guten Gründen und aus Überzeugung "immer noch" der 2014Ner
WIN7pro-64bit
|
erstellt am: 16. Feb. 2016 06:06 <-- editieren / zitieren --> Unities abgeben: Nur für Wyndorps
...Versandhülsen. Das sind doch unsere, in grauer Vorzeit zum Transport von Zeichnungen benutzte "Zeichnungsrollen", oder? Die sollte es immer noch im Zeichen/Künstlerbedarf-Handel geben. ------------------
In diesem Sinne wünsche ich allen, weiterhin effektives Schaffen ----------------
Manfred Gündchen
www.guendchen.com Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Andreas Gawin
Moderator
Blechschlosser Metallbauermeister
Beiträge: 3680
Registriert: 24.02.2006 Product Design Suite Ultimate 2021
Inventor 2025
AutoCad Mechanical 2025
FARO S70 Laserscanner
FARO Scene 2025
WIN10-96 GB
WIN11-96 GB
RTX 4000 Ada
Spacemouse Enterprise
|
erstellt am: 16. Feb. 2016 06:47 <-- editieren / zitieren --> Unities abgeben: Nur für Wyndorps
@Wyndorps Das sieht sehr gut aus! Könntest Du den Link zum Video überprüfen? Ich bekomme da nur eine Fehlermeldung The requested URL /~Wyndorps/Download/Musik/Musser_Frame/Version_2/Test3d.mp4 was not found on this server. Gruss Andreas ------------------
Neues Cad.de Forum zum Thema Punktwolkenzuschnitt und -handling (Vorstufe zur Verwendung im 3D CAD): >>>Autodesk Recap<<< Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Wyndorps
Ehrenmitglied V.I.P. h.c.
Ingenieur
Beiträge: 4596
Registriert: 21.07.2005
|
erstellt am: 16. Feb. 2016 08:17 <-- editieren / zitieren --> Unities abgeben:
Oh Mist, SORRY! Ich musste das Video auf Youtube verschieben, da der alte Hochschul-Server abgeschaltet werden soll. ------------------
---------------- "Ich stimme mit der Mathematik nicht überein. Ich meine, daß die Summe von Nullen eine gefährliche Zahl ist." (Stanislaw Jerzy Lec) Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |

 Foren auf CAD.de
Foren auf CAD.de














 bald bin ich groß
bald bin ich groß