| | |
 | 100 Prozent sichere Schraubenkopfauflage , ein Fachartikel
|
|
Autor
|
Thema: Material Spannpratze (3699 mal gelesen)
|
swcad
Mitglied
konstrukteur

   Beiträge: 262
Registriert: 28.04.2005 Solidworks 2015 3.0
Dell precision 7810
|

 erstellt am: 05. Jul. 2013 10:45
erstellt am: 05. Jul. 2013 10:45  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
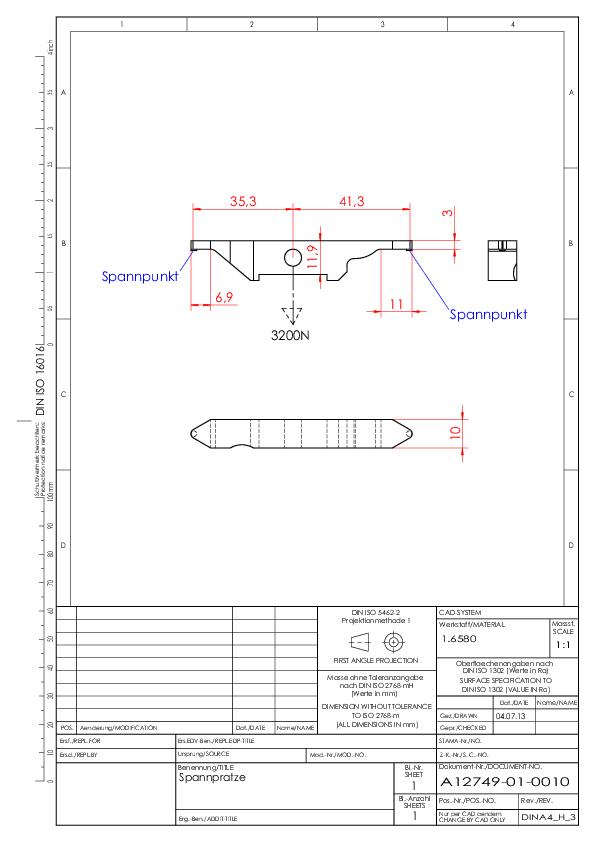
Hallo, Ich habe ein Problem mit einer Pendelspannpratze. Ich benötige ein Maerial die dese Belastungen aushält.
Ich denke am besten schaut ihr euch den Anhang an, dann muss ich nicht soviel schreiben.
Bis jetzt tendiere ich zu 1.6580, da liege ich aber laut SW 2012 im absoluten Grenzbereich.
Vielleicht habt ihr ja noch einen Tipp. Gruss Olli Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
swcad
Mitglied
konstrukteur
Beiträge: 262
Registriert: 28.04.2005 Solidworks 2015 3.0
Dell precision 7810
|
erstellt am: 05. Jul. 2013 11:42 <-- editieren / zitieren --> Unities abgeben:
|
Roland Schröder
Ehrenmitglied V.I.P. h.c.
Dr.-Ing. Maschinenbau, Entwicklung & Konstruktion von Spezialmaschinen

Beiträge: 13772
Registriert: 02.04.2004 Entwicklung von Spezialmaschinen und Mechatronik
Autodesk Inventor
|
erstellt am: 05. Jul. 2013 12:25 <-- editieren / zitieren --> Unities abgeben: Nur für swcad 
|
swcad
Mitglied
konstrukteur
Beiträge: 262
Registriert: 28.04.2005 Solidworks 2015 3.0
Dell precision 7810
|
erstellt am: 05. Jul. 2013 13:01 <-- editieren / zitieren --> Unities abgeben:
Schön wäre, wenn mir noch jemand ein anderes Material sagen könnte. SW2012 hat noch einen 1.2842 im Programm, der auf 57HRC vergütet, eine Zugfestigkeit von ca. 2000N/mm² und eine Streckgrenze von 1750N/mm² bringen soll. Mein Bauchgefühl sagt mir aber, dass das Spanneisen bricht, wenn ich es voll durchhärte. Ich selbst bin aber nur gelernter Werkzeugmacher und habe Werkstoffkunde nicht studiert, deswegen frage ich hier , in der Hoffnung, dass da einer mehr Ahnung hat. Gruss Olli P.S: Die Konstruktion des Spanneisen kann natürlich nicht geändert werden, da hab ich schon alle rausgeholt  Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
ulrix
Mitglied
Maschinenbauingenieur
Beiträge: 744
Registriert: 10.07.2007 Core 2 Duo 2,13 GHz / 2GB RAM
GeForce 7900 / 256 MB
Space Navigator
XP Pro SP2
AIS 2010
|
erstellt am: 05. Jul. 2013 20:45 <-- editieren / zitieren --> Unities abgeben: Nur für swcad
Hallo Olli, 1.2343; 1.2344; 1.2365; 1.2367 haben ganz interessante Festigkeits- und Zähigkeitswerte. Eigentlich sind es Warmarbeitsstähle, aber die Anwendung bei Raumtemperatur ist ja nicht verboten.
Bei der Biegebeanspruchung würde ich auch die Finger von 1.2842 lassen.
Dass man aus dem 30CrNiMo8 noch ein bisschen herauskitzeln kann, wenn man ihn nicht so hoch anlässt, hast Du berücksichtigt? Aber Ob SW das berücksichtigt, da hätte ich so meine Zweifel (ohne SW zu kennen). Ulrich Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Ing. Gollum
Mitglied
Sondermaschinenbau
Beiträge: 1064
Registriert: 11.03.2005 Win7 64-Bit
SWX 2013
Ansys 13
Labview 2012
|
erstellt am: 08. Jul. 2013 11:12 <-- editieren / zitieren --> Unities abgeben: Nur für swcad
Hi, Also mir hat man immer gesagt, dass ich nie probieren soll eine Konstruktion durch hochfeste Stähle zu retten. Hab ich trotzdem und kann daher bestätigen, dass es tatsächlich ne doofe Idee ist. Grüße, Gollum ------------------
 'Wir leben in Zeiten epochaler Veränderungen.' - Angela Merkel, 2011 Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
ChrisLfd
Mitglied
Konstrukteur
Beiträge: 8
Registriert: 20.06.2013 Pro/ENGINEER Wildfire 4.0
|
erstellt am: 08. Jul. 2013 19:03 <-- editieren / zitieren --> Unities abgeben: Nur für swcad
Hallo Olli, wir haben auf unseren Fräsmaschinen Geiger & Haag Spannsysteme drauf.
Soweit ich weiß, sind die Spannpratzen dort aus 1.7131 Einsatzgehärtet auf 58+4 HRC; CHD=0,8+0,4. Nur mal so am Rande. Aus welchem Material ist denn der Bolzen der die Kraft eigentlich aufnimmt??? Gruß Chris Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
swcad
Mitglied
konstrukteur
Beiträge: 262
Registriert: 28.04.2005 Solidworks 2015 3.0
Dell precision 7810
|
erstellt am: 09. Jul. 2013 08:48 <-- editieren / zitieren --> Unities abgeben:
Hallo, vielen dank schonmal für die vielen Antworten. Wir haben jetzt Spannversuche gemacht und das Spanneisen hält (1.6580).
Wie konnten den Kunden überzeugen die Vorrichtung mit 150bar anstatt 200bar zu fahren.
Der Bolzen ist aus 1.7225, der hält.
Bei 1.6580 haben wir die Erfahrung gemacht, dass bei dünnen Querschnitten ein Härten kontraproduktiv ist. Am besten funzt es, wenn man die Spanneisen plasmaoxidiert, dann wird nur eine Randschicht von 0,1mm hart, der Kern bleibt aber weich und zäh.
Normalerweise konstruiere ich nicht im Grenzbereich, sondern halte mich an die Worte meines Ausbilders von damals, "wat jut aussieht dat hält auch jut".
Für technische Unzulänglichkeiten in der Formulierung möchte ich mich schonmal entschuldigen,hab vom Härten nicht wirklich Ahnung.
Gruss Olli Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Ing. Gollum
Mitglied
Sondermaschinenbau
Beiträge: 1064
Registriert: 11.03.2005 Win7 64-Bit
SWX 2013
Ansys 13
Labview 2012
|
erstellt am: 09. Jul. 2013 09:38 <-- editieren / zitieren --> Unities abgeben: Nur für swcad
Hi, Selbst mit um 25% reduzierter Last bist aber Überschlägig noch irgendwo bei 800-850 N/mm² Biegespannung. Könnte schon sein, dass das auf Dauer hällt... Knapp, aber könnte passen. Ohne genaue Kenntnis des Lastkollektives ner Reihe anderer Faktoren schlecht zu bestimmen. Wenn's euch ziemlich wurscht ist wenn sonne Pratze mal bricht und auch kein nennenswerter Schaden oder irgendein Risiko dadurch entsteht, ok. Ansonsten würde ich schon die Mühe machen eine Fachmann mit der Berechnung zu beauftragen. Wäre dieses Ärmchen 3,5mm statt 3mm hoch, würde sich die Spannung schon um 36% reduzieren. Das wäre dann schon ziemlich beherrschbar. Grüße, Gollum ------------------
'Wir leben in Zeiten epochaler Veränderungen.' - Angela Merkel, 2011 Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Press play on tape
Ehrenmitglied
Konstrukteur und sonst nix!
Beiträge: 1945
Registriert: 30.04.2007 Creo Elements Direct Modeling 17
|
erstellt am: 09. Jul. 2013 09:45 <-- editieren / zitieren --> Unities abgeben: Nur für swcad
Hallo Olli, vielleicht ist es interessant sich mit dem Thema Härten und Vergüten etwas mehr auseinander zu setzen. Denn es sind zweierlei Sachen! Hier noch ein link auf einen Beitrag hier auf CAD.de der das mal versucht hat zu erklären Klick. Der feine Unterschied kommt durch die Anlasstemperaturen/Zeit zustande. Denke eigentlich dass eine Spannpratze ein Paradebeispiel für ein Werkzeug ist dass vergütet wird. gruß Heiko ------------------
----- Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
swcad
Mitglied
konstrukteur
Beiträge: 262
Registriert: 28.04.2005 Solidworks 2015 3.0
Dell precision 7810
|
erstellt am: 09. Jul. 2013 09:47 <-- editieren / zitieren --> Unities abgeben:
Hi Gollum, 3,3mm ist jetzt das Maximum, mehr geht nicht. Ich denke das passt schon, das Problem ist, dass der Kunde 8 gleiche Teile auf der Vorrichtung haben möchte, diese sollen dann in einem Zug mit einem Messerkopf überfräst werden. Die Spanntaschen sind im Rohteil 4mm tief und im Fertigteil dann 3,5mm so habe ich jetzt noch 0,2mm zur bearbeiteten Fläche. Wenn alle Stricke reissen muss der Kunde halt eine andere Fräserbahn fahren. Ich bin schonmal froh, überhaupr acht Teile auf die Vorrichtung zu bekommen, aber einen Tod stirbt man ja eh.
Gruss Olli Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
swcad
Mitglied
konstrukteur
Beiträge: 262
Registriert: 28.04.2005 Solidworks 2015 3.0
Dell precision 7810
|
erstellt am: 09. Jul. 2013 09:59 <-- editieren / zitieren --> Unities abgeben:
Hallo Heiko, das 1.6580 kommt bei uns mit 1450N/mm² an. Ist dann ja schon vergütet. Ich frage mich aber gerade ob es dann überhaupt sinnvoll ist es nochmals zu plasmaoxidieren oder sollte ich es besser nur brünieren?
Gruss Olli Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Press play on tape
Ehrenmitglied
Konstrukteur und sonst nix!
Beiträge: 1945
Registriert: 30.04.2007 Creo Elements Direct Modeling 17
|
erstellt am: 09. Jul. 2013 10:17 <-- editieren / zitieren --> Unities abgeben: Nur für swcad
Zitat:
Original erstellt von swcad:
Hallo Heiko,das 1.6580 kommt bei uns mit 1450N/mm² an. Ist dann ja schon vergütet. Ich frage mich aber gerade ob es dann überhaupt sinnvoll ist es nochmals zu plasmaoxidieren oder sollte ich es besser nur brünieren?
Gruss Olli
Ich kenne plasmaoxidieren nicht, soll wohl schön schwarz aussehen , aber so wie ich gelesen habe wird das beim abkühlen gemacht im Anschluß ans plasmanitrieren. Hast Du Dich denn informiert ob der Stahl dazu erwärmt werden muß (zum nirtieren wohl schon) und ob die Erwärmung Einfluß auf die Festigkeit hat, Stichwort Weichglühen? gruß Heiko ------------------
----- Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
swcad
Mitglied
konstrukteur
Beiträge: 262
Registriert: 28.04.2005 Solidworks 2015 3.0
Dell precision 7810
|
erstellt am: 09. Jul. 2013 11:50 <-- editieren / zitieren --> Unities abgeben:
Hallo Heiko, ja schön schwarz soll es sein . Ja normalerweise wird 0,1mm nitriert und dann plasmaoxidiert, ich habe daher die Vermutung , dass das Nitrieren dem Spanneisen nicht gut tut,deshalb werde ich auf brünieren umsatteln, so ein Spanneisen ist zur Not ja schnell neu gemacht  . . Gruss Olli [Diese Nachricht wurde von swcad am 09. Jul. 2013 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |

 Foren auf CAD.de
Foren auf CAD.de



 |
|