| | |
 | SchraubTec erstmals in Hannover-Treff für industrielle Schraubverbindungen!, eine Pressemitteilung
|
|
Autor
|
Thema: Konstruktionsgerechtes Bemaßen einer Welle (17623 mal gelesen)
|
studentmbfh
Mitglied
   Beiträge: 5
Registriert: 21.12.2010 Radwelle
|

 erstellt am: 21. Dez. 2010 13:29
erstellt am: 21. Dez. 2010 13:29  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
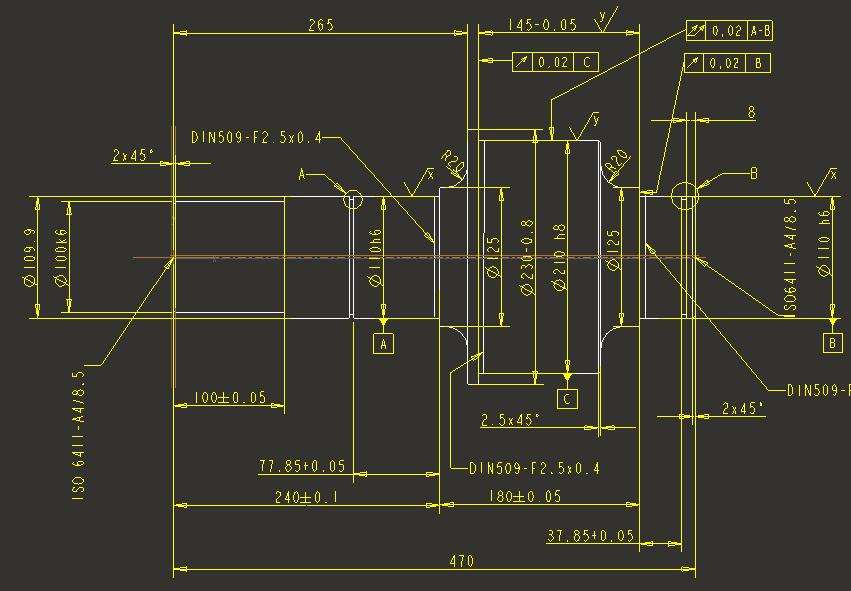
hilfe leute, ich muß eine radwelle für ein getriebe, welches sich mit ca. 3000 1/min dreht bemaßen. die lagerung erfolgt durch ein fest(links) und ein loslager(rechts) auf den passflächen(h6 mit den freistichen)! auf die passfläche (h8) wir ein zahnkranz aufgeschrumpft!
in meinen fähigkeiten liegt es das ding so zu bemaßen, jedoch bemängelt der dozent immer, dass dies nicht funktions gerecht wäre und ich das bei dieser hohen drehzahl so nicht machen könnte! ich hoffe jemand von euch kann mir da schnell helfen... vielen dank im voraus mfg jürgen Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
ThoMay
Ehrenmitglied V.I.P. h.c.
Konstrukteur

Beiträge: 5260
Registriert: 15.04.2007 SWX 2019
Windows 10 x64
|
erstellt am: 21. Dez. 2010 14:09 <-- editieren / zitieren --> Unities abgeben: Nur für studentmbfh 
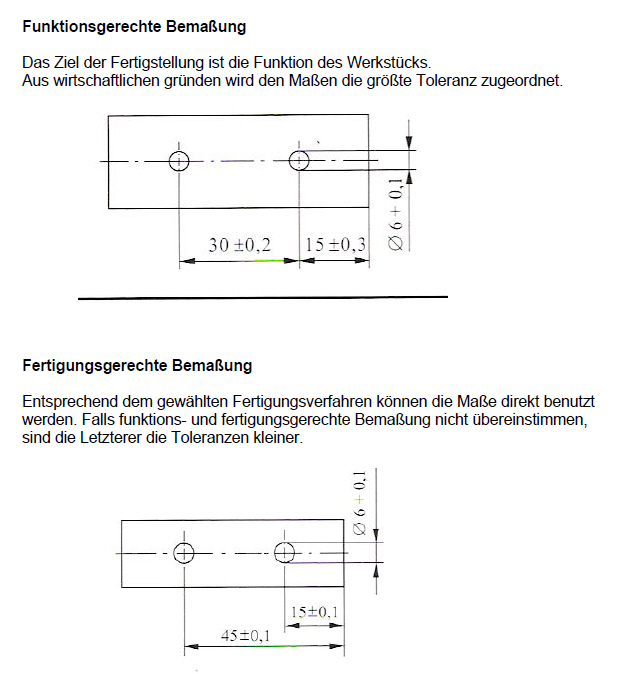
Hallo und ein Willokommen hier bei CAD.de Jürgen. Es gibt 3 Möglichkeiten der Vermaßung von Werkstücken unabhängig von der Fertigungsmethode.
Du kannst fertigungsgerecht oder funktionsgerecht oder prüfgerecht vermaßen aber nicht konstruktionsgerecht. Guggst du hier
die ersten beiden Arten haben vor und Nachteile und in der Praxis wird sich dauernd darüber gestritten  Wennn dein Prof nun die funktionsgerechte Bemaßung haben möchte, bitte tu im den Gefallen. Uns kannst du das umgearbeitet Beispiel nochmal hier reinstellen. Entsprechend werden dann Kommentare kommen. Ach übrigens: Ist deine Umschalttaste kaputt oder warum fehlen die Großbuchstaben in deiner Anfrage? Gruß
ThoMay ------------------
Hast du Fragen?
Brauchst du 
Schaut mal nach im Bereich
Alle Foren => Wissenstransfer.
oder
Konstrukteure Online hier bei CAD.de
Richtig fragen - Nettiquette - alte Suchfuntion - Systeminfo - Unities - CAD Freeware - Forenübersicht - 3D Konverter - 3D Modelle - SolidWorks Videos Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Gerhard Deeg
Ehrenmitglied V.I.P. h.c. i.R.
Konstrukteur aus Leidenschaft

Beiträge: 2643
Registriert: 17.12.2000 CREO - OSD - OSM
HP XW4400 - XW4600
Dell Inspiron 17E
NVIDIA QUADRO FX1500
NVIDIA Quadro FX1800
HP Mini 210 2002sg
WIN 7 Ultimate 32/64
|
 erstellt am: 21. Dez. 2010 14:17 <-- editieren / zitieren --> Unities abgeben: Nur für studentmbfh
erstellt am: 21. Dez. 2010 14:17 <-- editieren / zitieren --> Unities abgeben: Nur für studentmbfh
Hallo Jürgen, ich würde sagen, es ist nicht ganz Fertigungsgerecht gezeichnet. Irgendwie muss der Dreher das Teil umspannen und muss über das gespannte ein Längenmaß messen und dann noch mit einer Tolleranz von +-0,05mm. Vielleicht stößt sich Dein Dozent daran? Aber ich sehe gerade, dass Thomay eben seinen Beitrag abgesetzt hat. Schau ihn Dir genau an. Gruss Gerhard ------------------
Jeder erfüllte Wunsch ist ein Traum weniger
Träume sind die Sonnenstunden der Hoffnung Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
studentmbfh
Mitglied
Beiträge: 5
Registriert: 21.12.2010 Radwelle
|
erstellt am: 21. Dez. 2010 14:27 <-- editieren / zitieren --> Unities abgeben:
|
studentmbfh
Mitglied
Beiträge: 5
Registriert: 21.12.2010 Radwelle
|
erstellt am: 21. Dez. 2010 14:54 <-- editieren / zitieren --> Unities abgeben:
Hallo nochmals, ich hab mir die Beiträge nochmals angesehen und mir sind die Bemaßungsarten auch durchaus bekannt, jedoch kann ich leider immer noch nicht erkennen wo in meiner Zeichnung der Haken ist? Die funktionsrelevanten Bauteile sind in diesem Fall doch die Lager, welche die Welle mit dem Zahnkranz positionieren.
Alle Lagestellen(Lager-Anschläge) die in diesem Fall doch relevant sind hängen von dem einen Maß (180+-0.05) ab.
Habe ich hier denn einen Denkfehler drin oder sehe ich den Fehler einfach nicht... Die Laufflächen der Welle werden nach dem drehen noch rundgeschliffen, somit müsste die Toleranz von
+-0.05 doch einhaltbar sein!(Das Bearbeitungsverfahren ist in der Zeichnung leider abgeschnitten) MFG Jürgen
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Liftharsil
Mitglied
Konstrukteur / CAD - Admin
Beiträge: 7
Registriert: 16.12.2010 CAD: Solid Edge ST2 / Solid Works 2008 / ProE Wildfire2 / Autodesk Inventor 2009 / AutoCAD
|
erstellt am: 21. Dez. 2010 15:14 <-- editieren / zitieren --> Unities abgeben: Nur für studentmbfh
Hallo Jürgen, 1)Der Fertiger muss um die Welle / Achse fertigen zu können das Teil 1x umspannen. Er wird vermutlich das Teil in der ersten Spannung am Ø230 spannen. Dabei wird er vermutlich die rechte Seite bearbeiten. Anschließend spannt er um, schützt den Ø210 gegen verkratzen und arbeitet von dort aus die linke Seite. Nun hat er ein Problem das Maß 180±0,05 im eingespannten Zustand zu messen. Gib dem guten Mann doch eine Hilfe oder überleg dir wie du die Kante von der rechten Seite aus bemaßen und tolerieren kannst um die Funktion dennoch zu gewährleisten. 2)Wenn es um die Gestaltung der Welle geht (sofern diese noch nicht vorgegeben ist), würde ich dir dringend raten Stellen zu erzeugen, an denen man später mittels Bohrungen oder Gewindestiften die Möglichkeit hat die Welle / Achse auszuwuchten, um so Lauffehler rauszubekommen (Wuchen mit allen rotierenden Teilen!). Hierbei muss ebenfalls noch die Wuchtgüte nach DIN mit angegeben werden. (TIPP: Werkzeugaufnahmen für Fräswerkzeuge bis 25.000 1/min bekommen i.d.R. Wuchtgüte 2,5) 3)Warum machst du den Bezug "C" auf? Die Toleranz die sich auf C bezieht kannst du auch direkt über A-B erledigen und gehst nicht die Gefahr ein, dass sich die Toleranzen aufaddieren. 4) Warum tolerierst du den Stich bei Maß 77,85 mit ±0,05. den anderen Stich auf der Gegenseite bei Maß 8 lässt du aber offen? Funkionsbedingt oder Toleranz vergessen? 5)Warum verwendest du verschiedene Arten von Oberflächenzeichen? Ich meine hiermit nicht die Buchstaben, das versteht sich von selbst. Ich Frage mich eher warum der Buchstabe an 2 verschiedenen Stellen auftaucht (vgl. Maß 145-0,05 und Ø110 h6) 3) Wenn ich davon ausgehe, dass du das mit ACAD gezeichnet hast: Was macht die Konstruktionsgeometrie über der Mittellinie. Wenns nur ein Fehler der jpg - Anzeige ist: Sorry ich hab nichts gesagt... Bis dahin... wenn mir noch was auffällt, dan meld ich mich nochmal. ------------------
Die Länge einer Minute hängt davon ab, auf welcher Seite einer geschlossenen Toilettentüre wir uns befinden. [Diese Nachricht wurde von Liftharsil am 21. Dez. 2010 editiert.] [Diese Nachricht wurde von Liftharsil am 21. Dez. 2010 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Ex-Mitglied
|
erstellt am: 21. Dez. 2010 15:49 <-- editieren / zitieren -->
Malzeit  Wieso umspannen? Das Teil wird mit Aufmaß vorgedreht (geschruppt), stirnseitig mit Zentrierbohrungen versehen und dann zwischen den Spitzen fertig gedreht. Und dann ist der Rundlauf gewährleistet. Außerdem werden die Zentrierbohrungen ja auch noch für das Rundschleifen der Lagersitze (und des Press-Sitzes) benötigt. Und nach dieser Fertigungsstrategie die Bemassung aufbauen. Das Spannen zwischen den Spitzen ermöglicht ein beliebig mehrfaches Ein- und Umspannen ohne Verlust der Rundlaufqualität. Außerdem würde ich das Teil so auf Papier bringen, dass der größere Durchmesser zum Futter steht, also 180 Grad gedreht. Die Bemaßung der Abstände der Einstiche für die Wellensicherungsringe an die andere Seite der Flanke anbringen, weil diese Seite die Funktionsseite ist. Für weiteres müßte ich mir die Zeichnung ausdrucken, was derzeit nicht geht. Nachtrag: ist eine Wärmebehandlung vorgesehen? Dann muß die Fertigungsfolge auf die Zeichnung.
Und alle (Außen-)Kanten anfasen ( z.B. 2x45°: wegen Unfallgefahr durch scharfe Kanten und Vermeidung von Spannungsspitzen. Gruss 0-checker [Diese Nachricht wurde von 0-checker am 21. Dez. 2010 editiert.] |
Krümmel
Ehrenmitglied V.I.P. h.c.
Konstrukteur mit rotierter Vergangenheit

Beiträge: 6255
Registriert: 14.09.2008 Was mit SWX so alles geht ;-)
|
 erstellt am: 21. Dez. 2010 16:05 <-- editieren / zitieren --> Unities abgeben: Nur für studentmbfh
erstellt am: 21. Dez. 2010 16:05 <-- editieren / zitieren --> Unities abgeben: Nur für studentmbfh
Hallo, bin eigentlich ganz zufrieden mit der Bemaßung. (Will auch keine fertigungsgerecht Diskussion anzetteln  ) ) 1. Spannung: Linke Seite schruppen planen Zentrierbohrung setzten. 2. Spannung: Rechte Seite schruppen planen auf Gesamtlänge 2te Zentrierbohrung setzten 3. Spannung: zwischen Spitzen aufnehmen und Komplett! fertigbearbeiten Alternativ: 4. Spannung: bei nicht so hohen Anforderungen an den Rundlauf z.B. (nachträgliches schleifen) kann das Bauteil auch zur einfacheren Bearbeitung zwischen den Spitzen gewendet werden. Soviel mal zur Herstellung  Keine Ahnung was den Prof. stört 
MfG
Andreas
------------------
Stillstand ist Rückschritt [Diese Nachricht wurde von Krümmel am 21. Dez. 2010 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
W. Holzwarth
Ehrenmitglied V.I.P. h.c.
Dipl.-Ing. Maschinenbau

Beiträge: 9346
Registriert: 13.10.2000
|
erstellt am: 21. Dez. 2010 16:08 <-- editieren / zitieren --> Unities abgeben: Nur für studentmbfh
|
Krümmel
Ehrenmitglied V.I.P. h.c.
Konstrukteur mit rotierter Vergangenheit
Beiträge: 6255
Registriert: 14.09.2008 Was mit SWX so alles geht ;-)
|
erstellt am: 21. Dez. 2010 16:19 <-- editieren / zitieren --> Unities abgeben: Nur für studentmbfh
Hallo Walter, stimmt, auch der Begriff Festlager und Seegerring beisst sich ein wenig Hab aber gedacht hier gehts um Bemaßung nicht um die Konstruktion an sich.
MfG
Andreas
------------------
Stillstand ist Rückschritt Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Olaf Wolfram
Ehrenmitglied V.I.P. h.c.
CAD-Mutti und Konstrukteur CSWP CSWI

Beiträge: 2432
Registriert: 30.06.2008
|
erstellt am: 21. Dez. 2010 16:26 <-- editieren / zitieren --> Unities abgeben: Nur für studentmbfh
|
W. Holzwarth
Ehrenmitglied V.I.P. h.c.
Dipl.-Ing. Maschinenbau
Beiträge: 9346
Registriert: 13.10.2000 Inventor bis 2025, Rhino 8, Mainboard ASUS ROG STRIX X570F-Gaming, CPU Ryzen 9 5900X, 64 GB RAM, 4 TB SSD, Radeon RX 6900 XT, Dual Monitor 24", Spacemouse Enterprise, Win 10 22H2
|
erstellt am: 21. Dez. 2010 16:29 <-- editieren / zitieren --> Unities abgeben: Nur für studentmbfh
Toleranzfeld 8 für 'ne Schrumpfpassung ist auch nicht ganz glücklich, denk' ich. Da sollte man eher noch von 6 auf 5 gehen, um die Fertigungsschwankungen zu minimieren. Denn je grösser hier das Toleranzfeld, umso eher kann was passieren am Schrumpfsitz. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
studentmbfh
Mitglied
Beiträge: 5
Registriert: 21.12.2010 Radwelle
|
erstellt am: 21. Dez. 2010 18:19 <-- editieren / zitieren --> Unities abgeben:
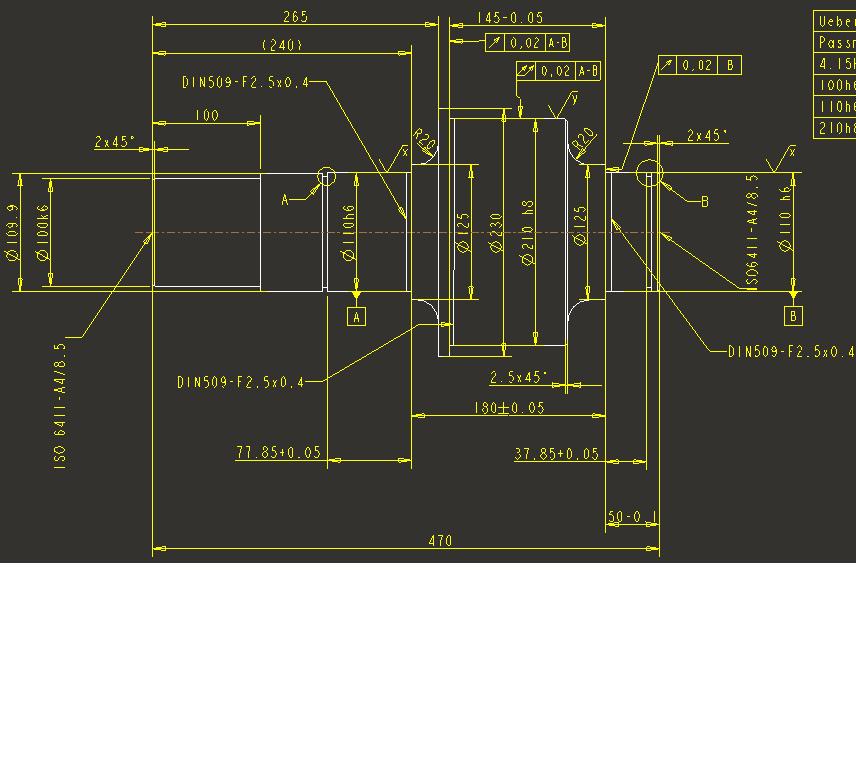
Hallo, zuerst einmal vielen Dank an alle!
Ich habe eure Ratschläge weitgehend befolgt und hoffe, dass der Prof. jetzt einmal zufrieden ist !
Irgendwie habe ich den Eindruck, dass die Sache mit der Bemaßung doch etwas subjektiv ist und es mehrere Möglichkeiten "mit Einschränkungen" gibt um so ein Bauteil richtig zu bemaßen. Die Toleranzklassen der Lagersitze und Passflächen wurden mir vorgegeben, somit kann ich auch nur diese verwenden. Ich hab meine aktuellste Version der Zeichnung nochmal als Anhang angehängt.
Ihr könnt eure Meinungen dazu ja nochmal posten. MfG. Jürgen
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Wyndorps
Ehrenmitglied V.I.P. h.c.
Ingenieur

Beiträge: 4596
Registriert: 21.07.2005
|
erstellt am: 21. Dez. 2010 19:28 <-- editieren / zitieren --> Unities abgeben: Nur für studentmbfh
Zitat:
Original erstellt von studentmbfh:
.... Ich hab meine aktuellste Version der Zeichnung nochmal als Anhang angehängt.
Ihr könnt eure Meinungen dazu ja nochmal posten.
Das ist keine Zeichnung, sondern ein Bildschirmprint, wahrscheinlich aus Pro/E. Ich kloppe meine Studenten regelmäßig auf die Finger, wenn die so etwas als Zeichnung präsentieren. Eine Zeichnung hat Strichstärkenunterschiede, nicht Farben. Sind jetzt so wild abgewickelte und künstlerisch gestaltete Form- und Lagetoleranzpfeile zugelassen?
Und seid wann gehen die Pfeile für Freistichdefinition ohne Not mitten durch unabhängige Wellenabsätze? Welcher Tolerierungsgrundsatz steht auf der Zeichnung? Künftig wird die Hüllbedingung (DIN 72679 nicht mehr automatisch Bestandteil einer ISO 286-1 Toleranzangabe sein. Die Größenverhältnisse der Wlle sind komisch. Warum brauchen Sie einen Preßsitzdurchmesser von 210mm, einen 10mm hohen Axialanschlag für das aufzupressende Teil, aber dort wo das Moment abgeführt werden kann (linkes Wellenende), reichen 100mm Durchmesser. Auch ist nicht klar, wie das Moment abgeführt werden soll. Das ganze Ding ist eine Menge Zerspanungsarbeit, aber warum? Hablzeugdurchmesser mindestens 230mm! Was ist das links vom Lagersitz (Sicherungsringeinstich? Dichtungssitz, oder einfach nur Platz zum Lager kaputt schieben? Braucht die Lagermontage keine Fase? ...
------------------
---------------- "Ich stimme mit der Mathematik nicht überein. Ich meine, daß die Summe von Nullen eine gefährliche Zahl ist." (Stanislaw Jerzy Lec) Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
W. Holzwarth
Ehrenmitglied V.I.P. h.c.
Dipl.-Ing. Maschinenbau
Beiträge: 9346
Registriert: 13.10.2000 Inventor bis 2025, Rhino 8, Mainboard ASUS ROG STRIX X570F-Gaming, CPU Ryzen 9 5900X, 64 GB RAM, 4 TB SSD, Radeon RX 6900 XT, Dual Monitor 24", Spacemouse Enterprise, Win 10 22H2
|
erstellt am: 21. Dez. 2010 21:38 <-- editieren / zitieren --> Unities abgeben: Nur für studentmbfh
Zitat:
Original erstellt von Wyndorps:
Das ist keine Zeichnung, sondern ein Bildschirmprint, wahrscheinlich aus Pro/E.
Oh? Mehr kommt da nicht rüber, am Screen? Zitat:
Die Größenverhältnisse der Welle sind komisch. Warum brauchen Sie einen Preßsitzdurchmesser von 210mm, einen 10mm hohen Axialanschlag für das aufzupressende Teil, aber dort wo das Moment abgeführt werden kann (linkes Wellenende), reichen 100mm Durchmesser...
Naja, ich stelle mir vor, dass es halbwegs klappt, einen dünnwandigen Zahnkranz auf einen Grundkörper zu schrumpfen. Aber je kleiner der Kontaktbereich und je größer das Durchmesserverhältnis da/di des aufzuschrumpfenden Teiles wird, umso mehr Probleme wird's wohl geben. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Torsten Niemeier
Ehrenmitglied V.I.P. h.c.
Maschinenbau Ingenieur

Beiträge: 3901
Registriert: 21.06.2001 "ZUSE I.36", 8 BIT, 32 Lämpchen, Service-Ölkännchen "ESSO-Super", Software: AO auf Kuhlmann-Parallelogramm-Plattform
** CSWP 04/2011 **
** CSWE 08/2011 **
|
erstellt am: 21. Dez. 2010 22:08 <-- editieren / zitieren --> Unities abgeben: Nur für studentmbfh
Zitat:
Original erstellt von Wyndorps:
Auch ist nicht klar, wie das Moment abgeführt werden soll.
Ich geb auch noch 'n bischen Senf dazu:
Ich denke, dafür soll die 100k6 links sein, sieht mir für 'nen Spannsatz bzw. Stüwe aber unüblich aus.
Desweiteren würde ich für die beiden Lagerstellen mal ganz stark Umfangslast am Innenring orakeln.
Und dafür sind die beiden h6 nicht wirklich gut, außer die Instandsetzung braucht Arbeit. Gruß, Torsten Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
studentmbfh
Mitglied
Beiträge: 5
Registriert: 21.12.2010 Radwelle
|
erstellt am: 22. Dez. 2010 06:43 <-- editieren / zitieren --> Unities abgeben:
Ich sehe schon, jetzt beginnt die ganze Sache etwas abzuschweifen und es wird nicht mehr meinem Problem geholfen sondern nur auf: "es ist keine Zeichnung sondern ein "Screenshot" diskutiert..."! Die Toleranzen + Maße der Welle sind mir vorgegeben, also uninteressant! Danke an alle die etwas konstruktives beitragen konnten! MfG Jürgen
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |

 Foren auf CAD.de
Foren auf CAD.de