| | |
 | Gut zu wissen: Hilfreiche Tipps und Tricks aus der Praxis prägnant, und auf den Punkt gebracht für SOLIDWORKS |
| | |
 | SOLIDWORKS NEXT | Episode 3: Von CAD Zu Code - Nahtlose Konstruktion und virtuelle Roboterprogrammierung, ein Webinar am 15.09.2026
|
|
Autor
|
Thema: Bemaßung Abwicklung (4899 mal gelesen)
|
Spanimauge
Mitglied
Maschinenbauer

   Beiträge: 26
Registriert: 12.10.2007
|

 erstellt am: 19. Mrz. 2008 10:40
erstellt am: 19. Mrz. 2008 10:40  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
Dank der Hilfe von myca und marques_ch , habe ich meine Blechabwicklung nun endlich hinbekommen. Das nächste Problem ist aber die Bemaßung ? Kann ich nur über Hilflinien Punkt für Punkt bemaßen oder gibte es bessere Möglichkeiten ?  Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Lutz Federbusch
Ehrenmitglied V.I.P. h.c.
Dipl.-Ing. Maschinenbau

Beiträge: 3094
Registriert: 03.12.2001 alle SW seit 97+
AutoCAD2016-2022
ERP ProAlpha + CA-Link
Intel Core i7-7820K 32GB
Win10x64 Quadro K5000
SpacePilot
|
 erstellt am: 19. Mrz. 2008 10:53 <-- editieren / zitieren --> Unities abgeben: Nur für Spanimauge
erstellt am: 19. Mrz. 2008 10:53 <-- editieren / zitieren --> Unities abgeben: Nur für Spanimauge 
|
Spanimauge
Mitglied
Maschinenbauer
Beiträge: 26
Registriert: 12.10.2007
|
erstellt am: 19. Mrz. 2008 11:03 <-- editieren / zitieren --> Unities abgeben:
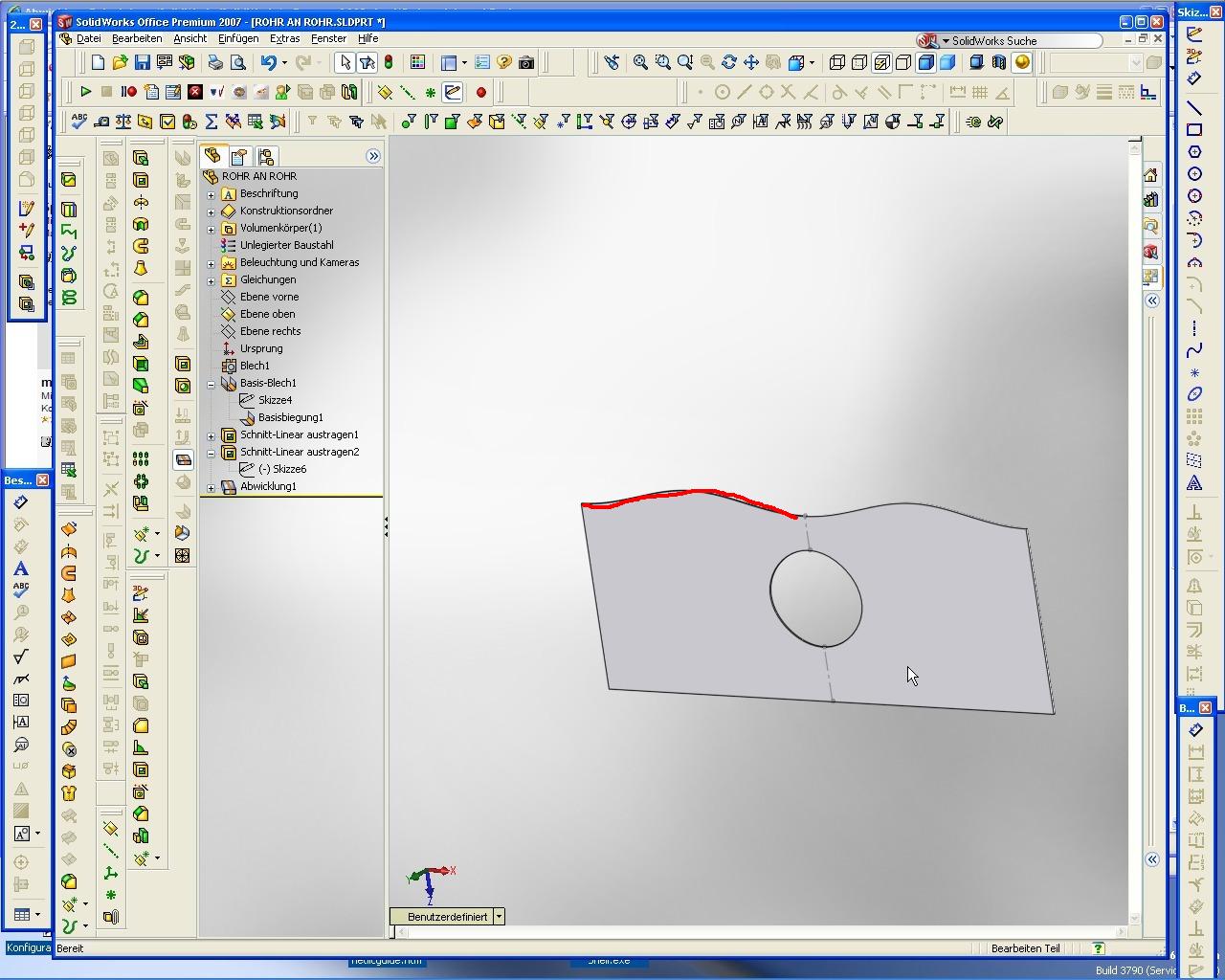
ich habe hier noch keine Dateien reingeladen, muß erst mal probieren wie das geht, nur so viel : Ein Rohrstutzen welcher auf ein anderes Mantelrohr senkrecht aufgesetzt wird, die Abwicklung des Rohrstutzens läßt somit eine fast sinusförmige welle edr Blechkante entstehen, also eine Spline, wie kann ich das Ding in X-Y bemaßen ? Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
myca
Ehrenmitglied V.I.P. h.c.
Konstrukteur

Beiträge: 4383
Registriert: 15.06.2007 SW 2007
SW 2018
2,67 GHz,2 GB, ATI FIRE GL V5200, XP 64
3,4 GHz, 8GB, ATI FIRE PRO V7800, WIN 10 Pro
|
erstellt am: 19. Mrz. 2008 11:05 <-- editieren / zitieren --> Unities abgeben: Nur für Spanimauge
 Hi Spanimauge, willst Du die Schnittkanten von der Abwicklung bemaßen? Wie im Bild?
Wenn ja -
Vorschlag 1 : DXF (1:1) generieren und lasern lassen.
Vorschlag 2 : In 1:1 ausdrucken als Anrißschablone. G.  thomas thomas ------------------
 Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Spanimauge
Mitglied
Maschinenbauer
Beiträge: 26
Registriert: 12.10.2007
|
erstellt am: 19. Mrz. 2008 15:41 <-- editieren / zitieren --> Unities abgeben:
|
Spanimauge
Mitglied
Maschinenbauer
Beiträge: 26
Registriert: 12.10.2007
|
erstellt am: 19. Mrz. 2008 15:45 <-- editieren / zitieren --> Unities abgeben:
....aber , ich möchte das Ding auf meiner CNC-Drehmschine mit angetrieben Werkzeugen fräsen. Die Kontur dazu wird so eigegeben das das abgewickelte Blech ausgerollte dargestellt wird und man über die Z-Achse und X-Achse die Eingaben vornimmt. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
myca
Ehrenmitglied V.I.P. h.c.
Konstrukteur
Beiträge: 4383
Registriert: 15.06.2007 SW 2007
SW 2018
2,67 GHz,2 GB, ATI FIRE GL V5200, XP 64
3,4 GHz, 8GB, ATI FIRE PRO V7800, WIN 10 Pro
|
erstellt am: 19. Mrz. 2008 16:00 <-- editieren / zitieren --> Unities abgeben: Nur für Spanimauge
Hi Spanimauge, äh? Irgendwie sehe ich das nicht vor meinen Augen. 
CNC Drehe mit AW konfrontiert mit einem ABGEWICKELTEM Blech??? Also meine Vorstellungskraft ist am Ende.
Erbitte dringend Hilfestellung von Dir. G. thomas ------------------
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
formi
Mitglied
Virtuell Optimization Engineer
Beiträge: 626
Registriert: 18.04.2007
|
 erstellt am: 19. Mrz. 2008 16:19 <-- editieren / zitieren --> Unities abgeben: Nur für Spanimauge
erstellt am: 19. Mrz. 2008 16:19 <-- editieren / zitieren --> Unities abgeben: Nur für Spanimauge
Hallo! Wenn du das Teil auf elektronischen wege auf die cnc maschine spielst, ist es eh nicht von nöten, die kontur zu bemaßen. ich denke du musst nur der vollständigkeit halber eine zeichnung machen.??
indem fall reicht es meiner meinung nach, wenn du einen hilstext mit einem pfeil auf die kontur setzt, und einfach dazuschreibst: "schnitt lt. dxf file" oder so ähnlich zumindest. gruß formi ------------------
Engineers have the power to bring minds in reality! Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Spanimauge
Mitglied
Maschinenbauer
Beiträge: 26
Registriert: 12.10.2007
|
erstellt am: 20. Mrz. 2008 14:57 <-- editieren / zitieren --> Unities abgeben:
Hallo Thomas, also dann mach ma die Augen zu und stell Dir folgendes vor: Auf einer Drehmaschine wird ein Buchsenförmiges Teil , oder auch Rohrstutzen mit dem Durchmesser außen 132 innen 112 und lang ca. 50
mm gedreht, so weit sollte das Dein Vorstellungsvermögen zuslassen
Jetzt wird in der Bearbeitungsart -fräsen-Radial-Kontur diese Abwicklung mit Koordinaten Z ( das ist bei Drehmschinen die Längsachse zur Spindel ) sowie C ( das ist die Spindelinterpolation, läßt sich auch in X oder Y konvertieren ) beschrieben, das heiß in diesem Menü siehst Du ein aufgerolltes Blech. Wenn Du das hast und dann noch den richtigen Fräser eunbaust, die richtige schnittgeschw. und vorschub wählst fräßt Dir das Ding die Abwicklung.......
Aber eben nur dann, wenn Du >>>>>> die Maße z.B. über SW ermittelt hast. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Siassei
Mitglied
MB - Student
Beiträge: 490
Registriert: 08.07.2007 SWX
NX 3 und höher ;)
Windows and UNIX<P>C, C++, Java, Phyton,...
|
erstellt am: 20. Mrz. 2008 16:35 <-- editieren / zitieren --> Unities abgeben: Nur für Spanimauge
Servus Spanimauge, hast du schon mal über deinen Tellerrand geschaut? Ich weiß nicht wie lange du dich mit diesem Problem bereits beschäftigst, da du bereits auf einen anderen Beitrag (ohne Link!) verweist. Doch es sind schon ein paar Minuten oder Stunden Das erstellen der Fräskontur mittels einer Abwickeln mit der Z-Koordinate ist mit Sicherheit möglich, solange sich die Form- und Lagetoleranzen nicht allzu hochwertig sind (eine mind. Toleranz von +- 1.0mm bei Splines, +- 0.1mm bei Kreiskurven muss akzeptable sein). Die einfachste Lösung hierfür ist der Einsatz eines CAM-Moduls. Habt ihr sowas in eurer Firma?
Mit diesem Modul liegt der Arbeitsaufwand für die Erstellung des CNC-Programms <10min für einen geübten Arbeiter. Nagele mich nicht auf diese Zeitangabe fest; eine reine Schätzung Leider kann ich dir ansonsten nicht weiterhelfen, da ich die SWX 03 Version nicht kenne. MfG,
Thomas ------------------
Hopfen und Mals
Gott erhalts  Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
myca
Ehrenmitglied V.I.P. h.c.
Konstrukteur
Beiträge: 4383
Registriert: 15.06.2007 SW 2007
SW 2018
2,67 GHz,2 GB, ATI FIRE GL V5200, XP 64
3,4 GHz, 8GB, ATI FIRE PRO V7800, WIN 10 Pro
|
erstellt am: 20. Mrz. 2008 19:06 <-- editieren / zitieren --> Unities abgeben: Nur für Spanimauge
Hi Spanimauge, das bedeutet eine Interpolation der Spindel ( Winkelstellung ) in Abhängigkeit von Z oder umgekehrt.
Am Rande muß ich Dir gestehen, daß ich es noch nicht ausprobiert habe, eine Kontur (Splinebehaftet) über DXF auf meine CNC Fräse zu bringen. Mache ich noch ( Samstag ?).
Zum Thema: das bedeutet für Dich aber eine ARBEIT - hängt stark von der Anzahl der Stüzpunkte die Du haben willst/mußt. Heute bin ich schon kaputt aber ich mache mir gedanken wie man es lösen könnte - kann ich auch wo möglich gebrauchen. G. thomas ------------------
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Siassei
Mitglied
MB - Student
Beiträge: 490
Registriert: 08.07.2007 SWX
NX 3 und höher ;)
Windows and UNIX<P>C, C++, Java, Phyton,...
|
erstellt am: 20. Mrz. 2008 22:48 <-- editieren / zitieren --> Unities abgeben: Nur für Spanimauge
Servus myca, das ganze ist aus Sicht der Mathematik eine Kleinigkeit. Jedoch musst du hierbei mit "Ungenauigkeiten" aus der math. Annäherung, digitalen Müll und Rundungen, sowie der Unterteilung im CNC-Programm. Eine "ordentliche" und wieder verwertbare Lösung in SWX stellt wohl nur ein kleines Marko dar und es soll auch ganz ohne Interpolation zu recht kommen. Obwohl ... stellt wohl nur ein kleines Marko dar und es soll auch ganz ohne Interpolation zu recht kommen. Obwohl ...
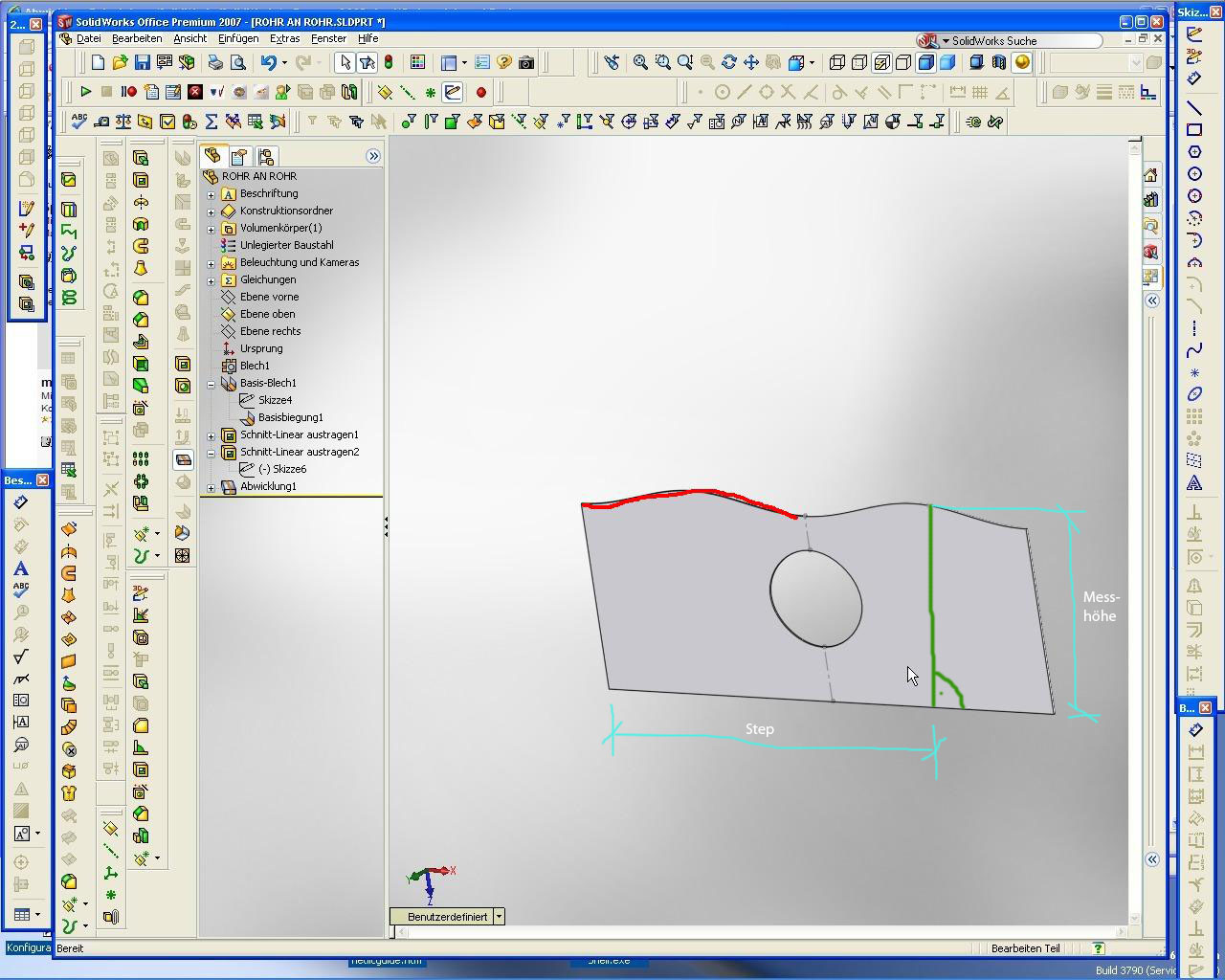
Die Aufgabe des Marko ist ledeglich das erhöhen des Messwertes "Step" um eine Zahl und misst danach die Länge der Line und schreibt diese danach in eine Datei. z.B. Code:
winkelstep = 0.001 // rad (2pi = 360°)
maxStep = Die Länge der Abwicklung [mm]
erhoehung = maxStep / 2pi * winkelstep
cnt = 100;for(step = erhoehung ; step <= maxStep ; step +=erhoehung) {
// Den Wert step der Bemaßung "Step" zuweisen
// Länge der Linie ermitteln
// Den neu Ermittelten Satz in eine txt-Datei schreiben
// z.B. schreibe("N" + cnt +" X="+ ....
cnt++;
}
Höchstwahrscheinlich müsst ihr noch das An- und Abfahren des Fräser von Hand programmieren und achtet dabei peinlich genau auf den Fräserradius! [edit]Foto[/edit] ------------------
Hopfen und Mals
Gott erhalts [Diese Nachricht wurde von Siassei am 20. Mrz. 2008 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |

 Foren auf CAD.de (alle Foren)
Foren auf CAD.de (alle Foren)



 |
|