| | |
 | Gut zu wissen: Hilfreiche Tipps und Tricks aus der Praxis prägnant, und auf den Punkt gebracht für SOLIDWORKS |
| | |
 | SOLIDWORKS NEXT | Episode 3: Von CAD Zu Code - Nahtlose Konstruktion und virtuelle Roboterprogrammierung, ein Webinar am 15.09.2026
|
|
Autor
|
Thema: SWX 2007 Biegetabelle K-Faktor (5555 mal gelesen)
|
loisl
Mitglied
Konstrukteur
   Beiträge: 5
Registriert: 03.10.2006 SWX 2007 SP0.0
|

 erstellt am: 03. Okt. 2006 20:21
erstellt am: 03. Okt. 2006 20:21  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
Hallo zusammen, ich bin neu hier und habe ein Problem mit einem viel diskutiertem Thema. Seit kurzem Arbeite ich mit SWX  2007 Sp0. Beim Blechmodul ist mir folgendes nicht ganz klar. Kann aber sein das das Problem ca. 40cm vorm Bildschirm sitzt. Also folgendes: Ich habe mir eine Biegetabelle „Typ K-Faktor“ erstellt. Grundlage zur Erstellung waren Biegeverkürzungen die ich von meinen Biegern angefordert habe. Diese Tabelle Funktioniert mehr oder weniger. Ich habe zum Überprüfen mal einen K-Faktor aus der Tabelle von Hand eingegeben und siehe da, die gestreckte Längen sind Unterschiedlich. Woran liegt das? Ist die Biegetabelle falsch? Kann mir einer einen Tip geben? ------------------
Gruß
loisl Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
cad manu
Mitglied
Technische Zeichnerin / Konstrukteurin

Beiträge: 799
Registriert: 01.09.2004
|
 erstellt am: 03. Okt. 2006 22:26 <-- editieren / zitieren --> Unities abgeben: Nur für loisl
erstellt am: 03. Okt. 2006 22:26 <-- editieren / zitieren --> Unities abgeben: Nur für loisl 
Moin Loisl, grundsätzlich die Biegewerte aus Eurer Produktion einsetzen
über Biegekantenabzug z.B.
Bei Biegungen abweichend vom rechten Winkel kann der K-Faktor Einsatz
passen.
Habe aber mit 2007 keine Erfahrung. ------------------
Gruß cad manu
 von ole von ole Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Oberli Mike
Ehrenmitglied V.I.P. h.c.
Dipl. Maschinen Ing. / Supporter

Beiträge: 3864
Registriert: 29.09.2004 SOLIDWORKS 2024 SP3.1
SOLIDWORKS 2023 SP5.0
SOLIDWORKS 2022 SP5.0
SOLIDWORKS 2021 SP5.1
|
erstellt am: 03. Okt. 2006 23:35 <-- editieren / zitieren --> Unities abgeben: Nur für loisl
Es gibt bereits ein paar Threads zum Thema K-Faktor. Um es kurz zu machen, es gibt den K-Faktor in Europa (z.B. DIN) und
es gibt einen K-Faktor in Amerika (ANSI), ev. gibt es noch andere. Da SolidWorks aus Amerika kommt wird der ANSI K-Faktor verwendet. ANSI-K-Faktor = DIN-K-Faktor * 0.5 Schau mal in der Hilfe in SWX unter K-Faktor nach, da ist es dokumentiert (habs im 2007 noch nicht nachgeschlagen, im 2006 stand leider noch nichts davon, dass der ANIS K-Faktor zu verwenden ist....) ------------------
 The Power Of Dream The Power Of Dream Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
loisl
Mitglied
Konstrukteur
Beiträge: 5
Registriert: 03.10.2006 SWX 2007 SP0.0
|
erstellt am: 04. Okt. 2006 08:39 <-- editieren / zitieren --> Unities abgeben:
Hallo Oberli Mike, das Problem ist doch das ich einen K-Faktor aus der in der Anlage befindlichen Tabelle nehme und diesen von Hand in die Eingabemaske eingetragen habe. Der Unterschied kommt ja mit gleichen K-Werten vor. ------------------
Gruß
loisl Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
tbd
Mitglied
Teamleiter
Beiträge: 825
Registriert: 26.01.2006 Dell Percision T5400
Intel(R) Xeon(R) CPU
X5460 @ 3.16GHz
3,25 GB RAM
Nvidia Quadro FX 4600
-----
Win XP Prof SP 3
SW 2008 SP 5.0
PARTsolutions 8.1.08
Cideon SAP PLM 5.103.5.17
Visual Studio 2008
|
erstellt am: 04. Okt. 2006 09:21 <-- editieren / zitieren --> Unities abgeben: Nur für loisl
Mit dem Thema Biegetabellen haben wir uns auch schon rumgeärgert. Deshalb haben wir das kleine Programm SDA-DIN-Biegetabelle geschrieben, welches wie der Name schon sagt, die Aufgabe hat SolidWorks eine DIN-Biegetabelle geben zu können. Es handelt sich hier jedoch um eine Biegeverkürzungstabelle. Das Tool ist bestandteil unserer SDA-Utilities, welche schon für 95 Euro zu haben sind. Natürlich kann man das Programm 30 Tage kostenlos testen. Hier noch der Link: http://www.schuler-da.de
Einfach auf Produkte und dann Utilities klicken.
Vieleicht hilft es ja jemanden weiter, viel Spaß beim Testen! ------------------
Mfg Daniel Ob ein Begriff glücklich gewählt ist, ob es bessere Begriffe gibt, warum die Lösung aller Fragen im Universum 42 ist und wer die nächste Bundestagswahl gewinnt sind alles Fragen, über die man nächtelang diskutieren kann. Wichtig ist, dass es einen Begriff gibt, auf den sich alle einigen, und unter dem sich alle das gleiche vorstellen. 
Schuler Design Automation GmbH
kontakt@schuler-da.de Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Oberli Mike
Ehrenmitglied V.I.P. h.c.
Dipl. Maschinen Ing. / Supporter
Beiträge: 3864
Registriert: 29.09.2004 SOLIDWORKS 2024 SP3.1
SOLIDWORKS 2023 SP5.0
SOLIDWORKS 2022 SP5.0
SOLIDWORKS 2021 SP5.1
|
erstellt am: 04. Okt. 2006 09:59 <-- editieren / zitieren --> Unities abgeben: Nur für loisl
Verstehe ich deine Tabelle richtig, Horizontal hast du das Verhältniss von Radius zu Dicke, Vertikal den Biegewinkel, und in der Tabelle eingefüllt hast du dann die Biegeverkürzung. Ich glaube nicht, dass dies passen kann. Ansonsten hätten zwei Bleche mit dem gleichen Abbugwinkel, eines mit Dicke 10mm und Radius 10mm, das andere mit Dicke 2mm und Radius 2mm die gleiche Biegeverkürzung. Sollte der K-Faktor in der Tabelle eingetragen sein, kann es auch nicht sein, da sich der K-Faktor mit dem Biegewinkel nicht verändert.
------------------
The Power Of Dream Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
loisl
Mitglied
Konstrukteur
Beiträge: 5
Registriert: 03.10.2006 SWX 2007 SP0.0
|
 erstellt am: 04. Okt. 2006 13:14 <-- editieren / zitieren --> Unities abgeben:
erstellt am: 04. Okt. 2006 13:14 <-- editieren / zitieren --> Unities abgeben:
|
ess-jay
Mitglied
Konstrukteur/ CAD-Admin/BOFH
Beiträge: 681
Registriert: 28.04.2005 Dell Precision T5500
Windows 7 64 bit
24GB RAM, NVidia Quadro 5000
SW 2010 SP4.0
ME10 17.00
3DConnexion Spaceexplorer
Office 2007
|
erstellt am: 05. Okt. 2006 16:44 <-- editieren / zitieren --> Unities abgeben: Nur für loisl
Hallo zusammen, also meiner Meinung nach berechnet SWX die Abwicklung schlichtweg FALSCH, wenn ich nach K-Faktor gehe. Bei Öffnungswinkeln von 180° - 90° kommt man mit der Fausformel K-Faktor SWX (ANSI) = ungefähr Hälfte K-Faktor nach DIN zwar ganz gut hin, das deckt sich fast mit den Abwicklungwerten nach DIN.
Biegt man aber ÜBER 90°, geht der Ärger los.  Nach DIN wird der K-Faktor für diesen Bereich nach einer anderen Formel berechnet als für den Bereich Öffnungswinkel 180° - 90°. ANSI pfeift allerdings offensichtlich darauf. Nach DIN wird der K-Faktor für diesen Bereich nach einer anderen Formel berechnet als für den Bereich Öffnungswinkel 180° - 90°. ANSI pfeift allerdings offensichtlich darauf.
Ich habe mal eine kleine Erhebung gemacht (s. Anhang). Bei 90°-Biegungen ist noch alles in Butter. Die Längen des abgewickelten Blechs sind iO.
Je weiter ich jedoch biege, desto unrealistischer werden die gestreckten Längen der Abwicklung. Bei Öffnungswinkel 30° bekomme ich gestreckte Längen zwischen (je nach K-Faktor) 113,855mm und 120,138mm. Das würde bedeuten, bei Schenkellängen des Blechs von a=100mm und b=50mm wäre meine Abwicklung zwischen 30mm und 37mm kürzer als a+b (150mm). Das dürfte selbst im Wunderland der Unmöglichkeiten in die Hose gehen.
Fazit: Bei Biegungen über 90° funktioniert der K-Faktor nicht mehr. Sollte jemand das Gegenteil beweisen können, meine Hochachtung und einige U´s sind ihm gewiss. Ich hab schon jede Menge Threads dazu gelesen, aber einen Durchbruch mit Aha-Effekt habe ich betreffend K-Faktor noch nicht gefunden... 
Ich lasse mich aber gerne eines besseren belehren! Ich freue mich jedesmal, wenn ich feststelle, daß eine vermeintliche Fehlfunktion doch funktioniert! Gruß,
Stephan
------------------
Alles wird gut!!!  Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
tbd
Mitglied
Teamleiter
Beiträge: 825
Registriert: 26.01.2006 Dell Percision T5400
Intel(R) Xeon(R) CPU
X5460 @ 3.16GHz
3,25 GB RAM
Nvidia Quadro FX 4600
-----
Win XP Prof SP 3
SW 2008 SP 5.0
PARTsolutions 8.1.08
Cideon SAP PLM 5.103.5.17
Visual Studio 2008
|
erstellt am: 05. Okt. 2006 17:14 <-- editieren / zitieren --> Unities abgeben: Nur für loisl
Ich kenne mich nicht mit der K-Faktor Tabelle aus, vermute aber mal das es sich dort ähnlich verhält wie bei einer Biegeverkürzungstabelle. Dort wird nämlich nicht wie bei der DIN mit dem Winkel Beta sondern komischer Weise immer noch mit Alpha gerechnet. In DIN 6935 kann man ganz klar erkennen das aber ab mit Beta gerechnet wird. Wenn man sich die Formeln anschaut sieht man das bis 90° alles klappt. Aber ab 90° ist die ANSI Norm nicht mit der DIN vergleichbar, da einfach der falsche Winkel benutz wird. Dadurch kommt es zu falschen Werten. ------------------
Mfg Daniel Ob ein Begriff glücklich gewählt ist, ob es bessere Begriffe gibt, warum die Lösung aller Fragen im Universum 42 ist und wer die nächste Bundestagswahl gewinnt sind alles Fragen, über die man nächtelang diskutieren kann. Wichtig ist, dass es einen Begriff gibt, auf den sich alle einigen, und unter dem sich alle das gleiche vorstellen.
Schuler Design Automation GmbH
kontakt@schuler-da.de Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Pansen
Mitglied
CNC-Programmierer
Beiträge: 221
Registriert: 07.08.2005 Windows XP Home SP 3
SW 2009 SP0, Edgecam 11.5
Athlon X2 4200+ (2 x 2,2 Ghz)
2GB RAM, Asus Radeon X850 XT PE
|
erstellt am: 05. Okt. 2006 21:01 <-- editieren / zitieren --> Unities abgeben: Nur für loisl
|
modeng
Ehrenmitglied V.I.P. h.c.
Beiträge: 7061
Registriert: 10.12.2003
|
erstellt am: 06. Okt. 2006 02:00 <-- editieren / zitieren --> Unities abgeben: Nur für loisl
|
ess-jay
Mitglied
Konstrukteur/ CAD-Admin/BOFH
Beiträge: 681
Registriert: 28.04.2005 Dell Precision T5500
Windows 7 64 bit
24GB RAM, NVidia Quadro 5000
SW 2010 SP4.0
ME10 17.00
3DConnexion Spaceexplorer
Office 2007
|
erstellt am: 06. Okt. 2006 08:39 <-- editieren / zitieren --> Unities abgeben: Nur für loisl
Zitat:
Original erstellt von tbd:
In DIN 6935 kann man ganz klar erkennen das aber ab mit Beta gerechnet wird. Wenn man sich die Formeln anschaut sieht man das bis 90° alles klappt. Aber ab 90° ist die ANSI Norm nicht mit der DIN vergleichbar, da einfach der falsche Winkel benutz wird.Dadurch kommt es zu falschen Werten.
Das ist wohl wahr...da sind wohl schon viele drauf reingefallen, der feine Unterschied eben zwischen Öffnungswinkel und Biegewinkel. Ich anfangs auch.
Ich frage mich allerdings, ob es dann überhaupt möglich ist, eine Biegetabelle nach DIN-Werten aufzubauen. Alles, was ich bisher gesehen hab sind Annäherungswerte (bspw. über den K-Faktor) oder spezielle Werte von Blechfertigern.
Eine Tabelle mit den Biegeverkürzungswerten nach DIN aufzubauen scheitert aber schon allein daran, daß man zwar die Abzugswerte v (welche nach DIN negativ sind) POSITIV in die Excel-Tabelle einträgt. Ist ja auch in Ordnung. Da allerdings einige Ausgleichswerte nach DIN POSITIV sind, muß ich sie NEGATIV in die Tabelle eintragen. Und da meckert SWX, daß es keine negativen Werte in der Tabelle verarbeiten kann. 
Ich hoffe, ich konnte mich einigermaßen verständlich ausdrücken...  Jetzt kann man natürlich fragen: Wer fertigt denn so genau nach DIN? Meistens gibts doch ohnehin eine Differenz zwischen Theorie und Praxis. Da reicht doch eine Tabelle mit annähernd richtigen Werten. Das stimmt zwar, der Grundsatz "So genau wie nötig, so ungenau wie möglich" ist hier anwendbar.
Aber ich hätte trotzdem gerne eine Tabelle, die ich nicht mit den Worten "des passt scho" vertreten muss, sondern eine, bei welcher ich nachvollziehbare Werte bekomme... Gruß,
Stephan
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
tbd
Mitglied
Teamleiter
Beiträge: 825
Registriert: 26.01.2006 Dell Percision T5400
Intel(R) Xeon(R) CPU
X5460 @ 3.16GHz
3,25 GB RAM
Nvidia Quadro FX 4600
-----
Win XP Prof SP 3
SW 2008 SP 5.0
PARTsolutions 8.1.08
Cideon SAP PLM 5.103.5.17
Visual Studio 2008
|
erstellt am: 06. Okt. 2006 08:57 <-- editieren / zitieren --> Unities abgeben: Nur für loisl
Du kannst ja mal unser Tool SDA-Utilities ausprobieren. Habe es weider oben schon vorgestellt. Du wirst mit dem Ergebnis mehr als zufrieden sein! ------------------
Mfg Daniel Ob ein Begriff glücklich gewählt ist, ob es bessere Begriffe gibt, warum die Lösung aller Fragen im Universum 42 ist und wer die nächste Bundestagswahl gewinnt sind alles Fragen, über die man nächtelang diskutieren kann. Wichtig ist, dass es einen Begriff gibt, auf den sich alle einigen, und unter dem sich alle das gleiche vorstellen.
Schuler Design Automation GmbH
kontakt@schuler-da.de Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Lutz Federbusch
Ehrenmitglied V.I.P. h.c.
Dipl.-Ing. Maschinenbau

Beiträge: 3094
Registriert: 03.12.2001 alle SW seit 97+
AutoCAD2016-2022
ERP ProAlpha + CA-Link
Intel Core i7-7820K 32GB
Win10x64 Quadro K5000
SpacePilot
|
erstellt am: 06. Okt. 2006 10:38 <-- editieren / zitieren --> Unities abgeben: Nur für loisl
Wir haben vor einiger Zeit mit der DIN-Formel (je nach Winkel unterschiedlich) in Excel eine Biegetabelle erzeugt, die seitdem im umgewandelten Textformat als BTL-Datei ihren Dienst tut. Darin stehen die (nur) positiven Werte für die Biegezugabe ab Beginn Biegezone. Und in der Tabelle könnte man alle Werte noch von Hand abändern, falls dann andere Vorrichtungen o.ä. ins Spiel kommen... ------------------
Lutz Federbusch
Mein Gästebuch
Der Mensch, Herr oder Sklave der Technik? Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
ess-jay
Mitglied
Konstrukteur/ CAD-Admin/BOFH
Beiträge: 681
Registriert: 28.04.2005 Dell Precision T5500
Windows 7 64 bit
24GB RAM, NVidia Quadro 5000
SW 2010 SP4.0
ME10 17.00
3DConnexion Spaceexplorer
Office 2007
|
erstellt am: 06. Okt. 2006 15:40 <-- editieren / zitieren --> Unities abgeben: Nur für loisl
Zitat:
Original erstellt von Lutz Federbusch:
Wir haben vor einiger Zeit mit der DIN-Formel (je nach Winkel unterschiedlich) in Excel eine Biegetabelle erzeugt,
Das hab ich auch schon lang und breit versucht, allerdings ohne wirklich zufriedenstellendes Ergebnis. Läuft das bei euch problemlos durch alle Biegebereiche? Ich möchte nicht einfach so von deiner sauer investierten Arbeit profitieren, aber der Aufbau eurer Tabelle interessiert mich schon.
Welche Parameter habt ihr horizontal und vertikal? Einen meiner ersten Versuche von damals hab ich mal rangehängt, habt ihr eure auch nach diesem Schema aufgebaut? Ich hatte damals versucht, die Tabellen genauso aufzubauen wie in der DIN, aber das klappt aus den weiter oben beschriebenen Gründen eben nicht...
------------------
Alles wird gut!!! Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
urlaubsabgeltung
Mitglied
Dipl. Ing
Beiträge: 29
Registriert: 08.10.2006 Windows XP SP2
SLW Office Prof. 2010
AMD 64x2 2,2Ghz 2GB RAM
ATI Fire GL V5200
Technobox
|
erstellt am: 08. Okt. 2006 14:43 <-- editieren / zitieren --> Unities abgeben: Nur für loisl
[QUOTE]Original erstellt von ess-jay: [B]Hallo zusammen, also meiner Meinung nach berechnet SWX die Abwicklung schlichtweg FALSCH, wenn ich nach K-Faktor gehe. Bei Öffnungswinkeln von 180° - 90° kommt man mit der Fausformel K-Faktor SWX (ANSI) = ungefähr Hälfte K-Faktor nach DIN zwar ganz gut hin, das deckt sich fast mit den Abwicklungwerten nach DIN.
Biegt man aber ÜBER 90°, geht der Ärger los. Nach DIN wird der K-Faktor für diesen Bereich nach einer anderen Formel berechnet als für den Bereich Öffnungswinkel 180° - 90°. ANSI pfeift allerdings offensichtlich darauf.
Ich habe mal eine kleine Erhebung gemacht (s. Anhang). Bei 90°-Biegungen ist noch alles in Butter. Die Längen des abgewickelten Blechs sind iO.
Je weiter ich jedoch biege, desto unrealistischer werden die gestreckten Längen der Abwicklung. Bei Öffnungswinkel 30° bekomme ich gestreckte Längen zwischen (je nach K-Faktor) 113,855mm und 120,138mm. Das würde bedeuten, bei Schenkellängen des Blechs von a=100mm und b=50mm wäre meine Abwicklung zwischen 30mm und 37mm kürzer als a+b (150mm). Das dürfte selbst im Wunderland der Unmöglichkeiten in die Hose gehen.
Fazit: Bei Biegungen über 90° funktioniert der K-Faktor nicht mehr. Sollte jemand das Gegenteil beweisen können, meine Hochachtung und einige U´s sind ihm gewiss. Ich hab schon jede Menge Threads dazu gelesen, aber einen Durchbruch mit Aha-Effekt habe ich betreffend K-Faktor noch nicht gefunden...
Ich lasse mich aber gerne eines besseren belehren! Ich freue mich jedesmal, wenn ich feststelle, daß eine vermeintliche Fehlfunktion doch funktioniert! Gruß,
Stephan hallo
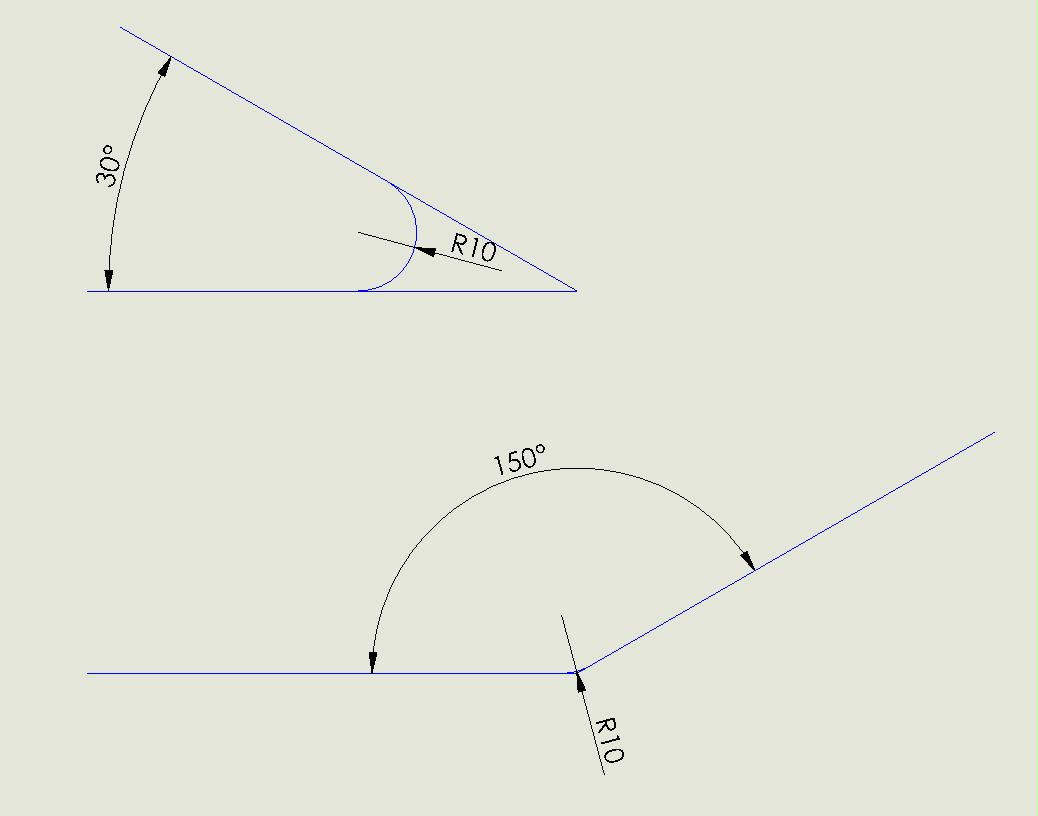
die grossen Abzugswerte sind schon richtig. Ausgangsbasis der Berechnung ist die Länge der Biegeschenkel bis zum gemeinsamen Schnittpunkt. Bei Kantungen mit einem Öffnungswinkel < 90 ° ist dieser Schnittpunkt aber virtuell, das heisst, es gibt ihn nicht real, denn real ist eine abgerundete Kante mit einer ganz anderen Lage entstanden. Die Differenz zwischen diesem theoretischen Punkt und dem über dem Biegeradius tangential gemessenen Wert werden der Biegeverkürzung hinzugefügt und es entstehen diese groß erscheinenden Werte. Zeichne mal einen spitzen Winkel und trage dann einen Radius an, und da erkennst Du diesen Effekt.
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Lutz Federbusch
Ehrenmitglied V.I.P. h.c.
Dipl.-Ing. Maschinenbau
Beiträge: 3094
Registriert: 03.12.2001 alle SW seit 97+
AutoCAD2016-2022
ERP ProAlpha + CA-Link
Intel Core i7-7820K 32GB
Win10x64 Quadro K5000
SpacePilot
|
erstellt am: 09. Okt. 2006 14:31 <-- editieren / zitieren --> Unities abgeben: Nur für loisl
Prinzipiell sieht meine Tabelle schon auch so aus, nur daß ich keine leeren Felder drin habe und die Tabellenzellen alle über eine Matrixformel fülle, die eben die DIN-Formel enthält - mit 2x WENN/DANN ... ------------------
Lutz Federbusch
Mein Gästebuch
Der Mensch, Herr oder Sklave der Technik? Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
ess-jay
Mitglied
Konstrukteur/ CAD-Admin/BOFH
Beiträge: 681
Registriert: 28.04.2005 Dell Precision T5500
Windows 7 64 bit
24GB RAM, NVidia Quadro 5000
SW 2010 SP4.0
ME10 17.00
3DConnexion Spaceexplorer
Office 2007
|
erstellt am: 09. Okt. 2006 14:43 <-- editieren / zitieren --> Unities abgeben: Nur für loisl
Hallo "urlaubsabgeltung", (interessanter Name...  ) Ich verstehe (zum Teil wenigstens). Warum es den Schnittpunkt ab einem Öffnungswinkel <90° nicht mehr geben soll weil es ihn "real" nicht mehr gibt, ist mir allerdings nicht ganz klar. Bei Öffnungswinkeln >90° ist der Schnittpunkt doch auch nicht "real", sondern nur eine Verlängerung der Schenkelaußenkanten.
Daß sich die Gesamtlänge (Schenkel a + Schenkel b + Bogenlänge Radius) drastisch reduziert bei spitzen Winkeln ist klar. Aber das sollte SWX nicht davon abhalten, eine richtige Abwicklung für diesen Biegebereich zu berechnen.
Mir ist immer noch ein Rätsel, wie jemand mit K-Faktor eine vernünftige Abwicklung bekommt, wenn er über 90° biegt... @Lutz: was hast du denn in die leeren Felder geschrieben? Wert 0? Hmmm. Wenn du meinst das funktioniert, dann werd ich diesen Ansatz vielleicht doch nochmal weiterverfolgen...vielleihct hab ich ja damals was übersehen.
 ------------------
Alles wird gut!!! [Diese Nachricht wurde von ess-jay am 09. Okt. 2006 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Lutz Federbusch
Ehrenmitglied V.I.P. h.c.
Dipl.-Ing. Maschinenbau
Beiträge: 3094
Registriert: 03.12.2001 alle SW seit 97+
AutoCAD2016-2022
ERP ProAlpha + CA-Link
Intel Core i7-7820K 32GB
Win10x64 Quadro K5000
SpacePilot
|
erstellt am: 09. Okt. 2006 15:23 <-- editieren / zitieren --> Unities abgeben: Nur für loisl
Null haben wir nicht drin stehen, sondern die berechneten Werte für die erlaubten Biegungen und für die Kombinationen, die nicht genommen werden sollen (z.B. Radius kleiner Blechdicke), haben wir 1.000 gewählt. Dann ist die Abwicklung dort 1m lang... Eine Fehlermeldung konnte ich nicht provozieren. ------------------
Lutz Federbusch
Mein Gästebuch
Der Mensch, Herr oder Sklave der Technik? Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
urlaubsabgeltung
Mitglied
Dipl. Ing
Beiträge: 29
Registriert: 08.10.2006 Windows XP SP2
SLW Office Prof. 2010
AMD 64x2 2,2Ghz 2GB RAM
ATI Fire GL V5200
Technobox
|
erstellt am: 09. Okt. 2006 20:30 <-- editieren / zitieren --> Unities abgeben: Nur für loisl
hallo ess-jay bei Öffnungswinkeln < 90°gibt es den Schnittpunkt nicht mehr,der Schenkel ist einfach von Haus aus kürzer geworden als konstruiert, mess es doch einfach mal mit einer Schiebelehre nach. Eine vernünftige Abwicklung bekommt man übrigens leicht über alle Biegewinkel hin. Etwas Mathematk gefällig ? Knackpunkt ist de Biegeverkürzung v, also der negative Wert , um den das Blech beim Kanten sich dehnt. v=2(r+s)-pi(180°-w/180°)(r+s/2*k) (DIN 6935) r= Innenradius,s=Blechdicke; w=Öffnungswinkel k ist natürlich dieser ominöse Faktor im Bereich w> 90° funktioniert alles prima mit fixen Werten für r und k beim Biegen von w < 90 ° muß einfach r und k variert werden, da sich die Lage der neutralen Faser sich weiter von der Aussenseite des Bleches nach der Innenseite verlagert, als bei größeren Biegewinkeln. Mach am besten ein paar Biegeversuche, um v zu ermitteln,stell die Gleichung nach k um,verringere ein wenig den r-Wert und schon hast du den aktuellen Wert für den Bereich < 90 °, evtl. den Bereich nochmal splitten, falls erforderlich oder wichtig
Die Abwicklungslänge ist also auch a+b-v (Achtung vorher a+ b verkürzen und ermittelten k-Wert verwenden) uffffff Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
ess-jay
Mitglied
Konstrukteur/ CAD-Admin/BOFH
Beiträge: 681
Registriert: 28.04.2005 Dell Precision T5500
Windows 7 64 bit
24GB RAM, NVidia Quadro 5000
SW 2010 SP4.0
ME10 17.00
3DConnexion Spaceexplorer
Office 2007
|
erstellt am: 10. Okt. 2006 09:02 <-- editieren / zitieren --> Unities abgeben: Nur für loisl
So. Da ist er also, der Aha-Effekt. Besten Dank, großer Unbekannter, jetzt macht das alles einen Sinn!!! Da hatte ich doch glatt ein kleines aber wichtiges Detail übersehen. Danke für den ausführlichen Exkurs und den kleinen Tritt in den Allerwertesten, den hab ich gebraucht. Die DIN-Formeln sind mir natürlich bestens bekannt, hab bloß etwas übersehen. Wie überaus dumm von mir. Naja. So is das. Ich wurde also eines besseren belehrt und behaupte nun das Gegenteil. SWX rechnet zwar nach ANSI-K-Faktor, aber NICHT falsch, jetzt konnte ich es endlich nachvollziehen. Das Problem sitzt halt doch ab und zu zwischen Stuhl und Monitor. Man lernt halt nie aus, dadurch wird das Leben jeden Tag aufs neue wieder interessant... So long,
Stephan
------------------
Alles wird gut!!! Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
urlaubsabgeltung
Mitglied
Dipl. Ing
Beiträge: 29
Registriert: 08.10.2006 Windows XP SP2
SLW Office Prof. 2010
AMD 64x2 2,2Ghz 2GB RAM
ATI Fire GL V5200
Technobox
|
erstellt am: 10. Okt. 2006 20:02 <-- editieren / zitieren --> Unities abgeben: Nur für loisl
|

 Foren auf CAD.de (alle Foren)
Foren auf CAD.de (alle Foren)



 |
|