| | |  | Gut zu wissen: Hilfreiche Tipps und Tricks aus der Praxis prägnant, und auf den Punkt gebracht für PTC CREO |
|
Autor
|
Thema: Schwundproblem PP => an die Doktoren des Kunststoffbaus (4319 mal gelesen)
|
neuer
Mitglied
Techn. Zeichner

   Beiträge: 383
Registriert: 21.01.2006 WF1, M150, StuED
WIN2000
|

 erstellt am: 20. Feb. 2009 13:15
erstellt am: 20. Feb. 2009 13:15  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
Hallo Doktoren im Kunststoffformenbau! Hat jemand eine rechnerische Lösung für folgende Problematik: Ich habe einen Butzen mit innenliegender Bohrung. Diese Bohrung ist an einer Stelle abgeflacht, für eine Zylinderstift - Zylinderbohrung - Klemmverbindung zwischen Ober- und Unterteil. Der Schwund beträgt ca. 1,1% beim Werkstoff PP (RE420MO) Rein theoretisch geht man davon aus, dass die Zylinderbohung im Butzen größer werden müsste, um den Prozentanteil des Schwundes. Der Butzen selber hat nach "Adam Riese" den selben Schwundprozentanteil, und schwindet theoretiscch zur Zentrumsachse des Butzens hin. Frage: Inwieweit treten zum Schwund des Butzens nun Materialverspannungen auf, die den Schwund der Bohrung im Butzen selbst negativ beeinflussen, und gibt es hierzu eine Formel die ich anwenden kann, um das zu berechnen. Das Ganze deshalb, weil die Bohrung im Butzen "sehr viel zu klein ausgefallen ist", und sich die Bauteile nicht so einfach zusammenzufügen sind wie vorgesehen.
Ich möchte vermeiden, dass das Werkzeug nun z.B. wöchentlich zum Formenbauer transportiert werden muss, um das kleinweise abzuändern. Eine formeltechnische Lösung würde ich praktisch bis 13:30 Uhr benötigen. Es eilt praktisch. Für anregungen, Formeln, etc. gibt`s Us. Danke! neuer   Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
DirkWK
Mitglied
Mschinenbauingenieur
Beiträge: 47
Registriert: 20.10.2008 IBM Thinkpad T61P
WinXP-Prof.
Proe/E 2001 (M440)
Wildfire 2 (M100)
Wildfire 4 (M080)
STools 2009
|
 erstellt am: 20. Feb. 2009 13:29 <-- editieren / zitieren --> Unities abgeben: Nur für neuer
erstellt am: 20. Feb. 2009 13:29 <-- editieren / zitieren --> Unities abgeben: Nur für neuer 
Vorab erstmal: eine rechnerische Lösung habe ich nicht - mal abgesehen davon, daß ein Bild und Maße zu der Frage sehr hilfreich wäre. Ist die Schwindung von 1,1% ist am Artikel gemessen oder bei der Konstruktion verwendet worden ?
Aus meiner eigenen Vergangenheit kann ich sagen, daß PP meist mit Werten von um 1,8% gerechnet wurde. Natürlich ist dies auch wieder abhängig von Wandstärken, Prozeßparametern etc. Spontan vermute ich mal, daß einfach eine zu geringe Schwindung zugrunde gelegt wurde... aber mehr als mutmaßen ist bei dem Informationsstand auch nicht drin... ------------------
Viele Grüße
Dirk Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
neuer
Mitglied
Techn. Zeichner
Beiträge: 383
Registriert: 21.01.2006 WF1, M150, StuED
WIN2000
|
erstellt am: 20. Feb. 2009 14:02 <-- editieren / zitieren --> Unities abgeben:
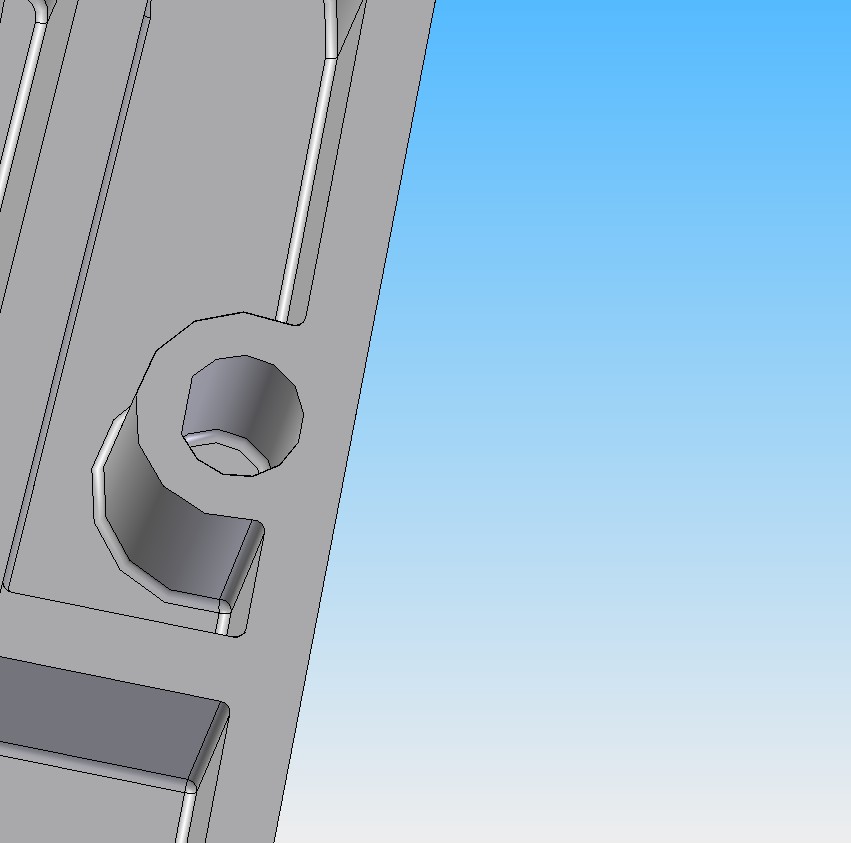
Hallo Dirk, Erst mal recht herzlichen Dank für deine Info. Anbei ein Bildausschnitt zum Butzen- und Zylinderbohrungsproblem. Die abgeflachte Bohrung innen hat einen Solldurchmesser von 2,8mm;
die lichte Weite von Zylinderfläche bis zum Flach muss 2,7mm betragen.
Die Tiefe ist nicht relevant, hat aber 7,5mm Sollmaß.
Außen hat der Butzen unten 5mm Durchmesser und oben ca. 4,75mm.
Der reelle Durchmesser der Bohrung ist leider zwischen 2,72 u. 2,74mm
und die LW zum Flach 2,58 - 2,62mm.
Somit zum problemlosen Fügen "ein Dilemma". (.......)
Der Zylinder zum Fügen (Gegenstück) liegt im Durchmesser bei etwa 2,81mm und 2,85mm (4 Zylinder am Bauteil)
Mehr wie 0,05mm Überdeckung ist für die Fertigung "Wahnsinn". Mit Ausnahme in der LW zum Flach.
Ich kann zwar hergehen, und die Differenz einfach aufschlagen für den Formenbauer, aber ob das dann passt steht in den Sternen! Nochmals Danke, und wenn du ne Lösung hast die mir vorher sagt was hinterher rauskommt, gibts nochmal ein paar Us auf nen anderen Beitrag von dir. Gruß, neuer Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Ehrenmitglied V.I.P. h.c.
Dipl. Ing.
Beiträge: 5174
Registriert: 05.12.2005 WF 4
|
erstellt am: 20. Feb. 2009 14:15 <-- editieren / zitieren --> Unities abgeben: Nur für neuer
Also wenn Du eine schnelle Lösung haben willst, mußt du auch ins richtige Brett gehen. Form- und Gießtechnik wäre hier richtig. Zu dem Schwundproblem: vereinfacht ausgedrückt muß der Schraubdom mehr schwinden, weil er weniger abkühlt.
Gefühlsmäßig würde ich behaupten, daß er den doppelten Schwund hat.
Es kommt aber auch auf die Entfernung zum Anguss an.
Und unrund wird er natürlich auch.
Wenn der Durchmesser so wichtig ist, hätte ich von vorneherein einen Stift gesetzt.
------------------
Klaus Solid Edge V 19 SP12 Acad LT 2000 Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
j.sailer
Mitglied
Diplom-Ingenieur (FH)
Beiträge: 1040
Registriert: 29.05.2001 Dienstleister, immer was der Kunde einsetzt. Z. Z. WF 3.0 M080 + Intrlaink 3.4
|
erstellt am: 20. Feb. 2009 14:20 <-- editieren / zitieren --> Unities abgeben: Nur für neuer
Zum eine, dürfte die Bohrung anzupassen für den Werkzeugmacher kein Problem sein. Er setzt normal einen Auswerfer ein, der ein bisschen Größer sein sollte, dass man die Durchmesser anpassen kann. Der reine Spritzvorgang, sollte dann immer die gleichen Ergebnisse liefern. Des Weiteren gibt es bei der Konstruktion Materialanhäufungen, die zu Spannungen und Einfallstellen führen. Es gibt in Theorie und Praxis bessere Lösungen so ein Auge zu konstruieren. Dann wird es bei vier Domen niemals funktionieren, behaupte ich jetzt einfach Mal, diese Bauteile zu verbinden. Denn nicht nur die Durchmesser haben Toleranzen, was der Werkzeugmacher durch die Verwendung von Hülsen und Auswerfern relativ einfach anpassen kann, sondern auch die Dome untereinander haben in den beiden Teilen Toleranzen (Abstände), die irgendwo ausgeglichen werden müssen. Fazit, vielleicht erst einmal das ganze Konzept überdenken und überarbeiten. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
DirkWK
Mitglied
Mschinenbauingenieur
Beiträge: 47
Registriert: 20.10.2008 IBM Thinkpad T61P
WinXP-Prof.
Proe/E 2001 (M440)
Wildfire 2 (M100)
Wildfire 4 (M080)
STools 2009
|
erstellt am: 20. Feb. 2009 14:30 <-- editieren / zitieren --> Unities abgeben: Nur für neuer
Ich kann mich meinen Vorrednern nur anschließen. Der gute Werkzeugmacher hat hier einen Stift mit Hülse eingesetzt und kann die Bohrung problemlos anpassen. Zitat:
Fazit, vielleicht erst einmal das ganze Konzept überdenken und überarbeiten.
Wenn diese Maße so wichtig sind, daß bei Nichteinhaltung eine Fertigung nicht möglich ist stellt sich die Frage, ob dem Werkzeugbauer das auch bewußt war (Toleranzen in Zeichnungen etc). In diesem Fall hätte er wahrscheinlich vorher schon seine Bedenken angemeldet bzw. im Werkzeug Maßnahmen ergriffen, um alles leicht anpassaen zu können und Ihr hättet in der Regel gleich vernünftige Muster erhalten. ------------------
Viele Grüße
Dirk Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Ehrenmitglied V.I.P. h.c.
Dipl. Ing.
Beiträge: 5174
Registriert: 05.12.2005 WF 4
|
erstellt am: 20. Feb. 2009 15:39 <-- editieren / zitieren --> Unities abgeben: Nur für neuer
Hier ein Bild wie man das Problem etwas reduzieren kann. Den Kern etwas länger machnen wie die Wand dick ist denn wo kein Kunststoff ist, ist auch keiner runterzukühlen. Für größere Durchmesser gibt es dann auch noch Stahl/Kupfer Stifte Z 494 von Hasco. Und ein Stift ist bei Schraubdomen schon wegen der Entlüftung hilfreich. ------------------
Klaus Solid Edge V 19 SP12 Acad LT 2000 Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Keoki
Mitglied
Konstrukteur
Beiträge: 16
Registriert: 20.10.2007 Creo 2 M240
Creo 3 M110
Win 8.1
Dell PW690
|
erstellt am: 20. Feb. 2009 16:26 <-- editieren / zitieren --> Unities abgeben: Nur für neuer
Hallo, meine letzte Konstruktion einer Spritzgussform liegt schon gut 10 Jahre zurück,
aus diesem Grund bitte um Nachsicht wenn ich völlig daneben liege.
Folgender Satz lässt mir einfach keine Ruhe:
Zitat:
Rein theoretisch geht man davon aus, dass die Zylinderbohung im Butzen größer werden müsste, um den Prozentanteil des Schwundes.
Wurde vielleicht wie folgt gerechnet? Nennmaß 2,8 / Schwindung 1,011 = Kerndurchmesser 2,77 Weiter: Kerndurchmesser 2,77 / Schwindung 1,018 ( Dirk seine und meine) = Istmaß 2.72 Es fehlen 0,08 mm. Wäre es so nicht besser: Nennmaß 2,8 x Schwindung 1,018 = Kerndurchmesser 2,85 ? Vielleicht verstehe ich den Satz aber einfach nur falsch. Gruß Keoki.
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
U_Suess
Moderator
CAD-Admin / manchmal Konstrukteur
    

Beiträge: 10679
Registriert: 14.11.2001 CREO 8.0.6.0 (+Geniustool für Creo 10.0.1)
PDMLink 12.0.2.8
NTSI Contender E64 SC8 mit
NVIDIA Quadro P4000
Intel Core i7-10700KF / 3,80 GHz
64GB DDR4-RAM / 2933 MHz
Win 10 Prof. 64Bit
|
 erstellt am: 21. Feb. 2009 12:24 <-- editieren / zitieren --> Unities abgeben: Nur für neuer
erstellt am: 21. Feb. 2009 12:24 <-- editieren / zitieren --> Unities abgeben: Nur für neuer
|
| Anzeige.:
Anzeige: (Infos zum Werbeplatz >>)
 |

 Foren auf CAD.de (alle Foren)
Foren auf CAD.de (alle Foren)



 Thema geschlossen!
Thema geschlossen!



 Keine Panik, Du arbeitest mit Pro/E! Und Du hast cad.de gefunden!
Keine Panik, Du arbeitest mit Pro/E! Und Du hast cad.de gefunden! 
 Verwundert über die Antworten?
Verwundert über die Antworten?  Dann schnell nachfolgende Link durchlesen.
Dann schnell nachfolgende Link durchlesen. 