| | |
 | Von der Idee zur Serie - technischer Vorsprung im Werkzeug- und Prototypenbau., eine Pressemitteilung
|
|
Autor
|
Thema: Biegeverkürzungswerte (18471 mal gelesen)
|
Peatson
Mitglied

   Beiträge: 11
Registriert: 21.07.2008
|

 erstellt am: 21. Jul. 2008 10:41
erstellt am: 21. Jul. 2008 10:41  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
Hallo Ich habe eine Probekantung unseres Blechsortimentes durchgeführt. Der Abkantwinkel betrug 90° und die Kantenlänge war je 50mm. Nun weichen diese Werte von den aus unserer DB ab. Mein Problem jetzt, besteht darin, dass ich nach ner Formel auf der suche bin mit der ich die Biegeverkürzung für alle anderen Winkel berechnen kann. Man beachte aber dass ich die Differenz der Soll und Istwerte in Bezug nehmen will da diese ja zumindest für die 90° vollkommen zutreffen. Wenn mir jemand helfen kann würde ich mich freuen.
Danke Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Andreas Gawin
Moderator
Blechschlosser Metallbauermeister
    

Beiträge: 3680
Registriert: 24.02.2006 Product Design Suite Ultimate 2021
Inventor 2025
AutoCad Mechanical 2025
FARO S70 Laserscanner
FARO Scene 2025
WIN10-96 GB
WIN11-96 GB
RTX 4000 Ada
Spacemouse Enterprise
|
erstellt am: 21. Jul. 2008 11:24 <-- editieren / zitieren --> Unities abgeben: Nur für Peatson 
Hallo und herzlich willkommen!
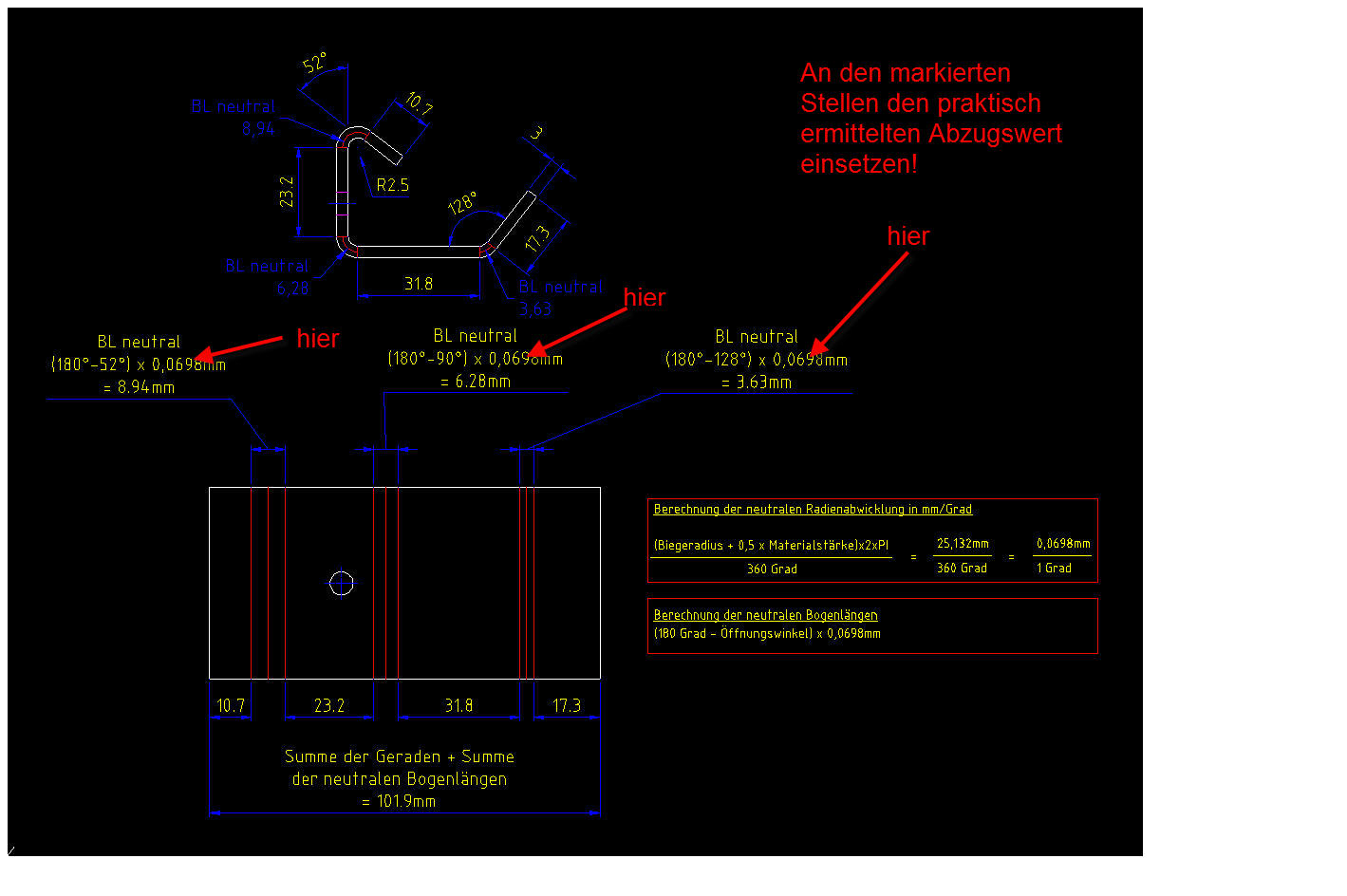
Die je nach Werkzeuggrösse und Maschinentyp wechselnden tatsächlichen Verkürzungswerte hast Du durch Probe ja schon ermittelt.
In diesem Beispiel wird die theoretische Berechnung demonstriert. Du brauchst lediglich Deine in der Praxis ermittelten Werte dort einpflegen. Die Abbildung enstammte übrigens diesem Thread, in dem es um die Bemaßung von Blechteilen ging. Gruss Andreas Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Peatson
Mitglied
Beiträge: 11
Registriert: 21.07.2008
|
erstellt am: 21. Jul. 2008 11:41 <-- editieren / zitieren --> Unities abgeben:
|
Andreas Gawin
Moderator
Blechschlosser Metallbauermeister
Beiträge: 3680
Registriert: 24.02.2006 Product Design Suite Ultimate 2021
Inventor 2025
AutoCad Mechanical 2025
FARO S70 Laserscanner
FARO Scene 2025
WIN10-96 GB
WIN11-96 GB
RTX 4000 Ada
Spacemouse Enterprise
|
erstellt am: 21. Jul. 2008 11:48 <-- editieren / zitieren --> Unities abgeben: Nur für Peatson
|
Peatson
Mitglied
Beiträge: 11
Registriert: 21.07.2008
|
erstellt am: 21. Jul. 2008 12:52 <-- editieren / zitieren --> Unities abgeben:
|
Peatson
Mitglied
Beiträge: 11
Registriert: 21.07.2008
|
erstellt am: 21. Jul. 2008 13:04 <-- editieren / zitieren --> Unities abgeben:
|
wurfsche
Mitglied
Konstrukteur
Beiträge: 910
Registriert: 05.10.2002
|
erstellt am: 21. Jul. 2008 15:40 <-- editieren / zitieren --> Unities abgeben: Nur für Peatson
Hallo,
ich persönlich würde nicht versuchen irgendwelche Formeln zu nehmen um die Biegewegsverkürzung zu berechnen.
Mit deiner Probekantung warst du schon auf dem richtigen Wege. Schneide Blechstreifen 100mm lang und kante Winkel. 45°, 90° und 135°. Und das möglichst den ganzen Tag lang. Die anderen Winkel können viele 3D-Programme schon im Abwicklungstool Interpolieren.
Grund für den ganzen Aufwand ist, das sich alle Bleche in allen möglichen Maschinen- und Werkzeugkombinationen unterschiedlich verhalten. Erstmal schon die Ober- und Unterwerkzeugkombinationen(mit denen du ja den Biegeradius bestimmst), dann die Werkstoffe bringen dir immerwieder andere Abzugswerte ins Spiel. Bei ALU zB haben wir auch verschiedene Abzugswerte zwischen "quer zur Walzrichtung" und "längs zur Walzrichtung". Und die sind nicht unerheblich.
Wir haben eine exel-Liste erstellt und die ganzen Abzugswerte mit Werkzeugpaarungen und Material festgehalten und dann auch gleich Standard-Kantungen definiert. Anders geht es leider nicht. Gruß Thomas ------------------
  Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Andreas Gawin
Moderator
Blechschlosser Metallbauermeister
Beiträge: 3680
Registriert: 24.02.2006 Product Design Suite Ultimate 2021
Inventor 2025
AutoCad Mechanical 2025
FARO S70 Laserscanner
FARO Scene 2025
WIN10-96 GB
WIN11-96 GB
RTX 4000 Ada
Spacemouse Enterprise
|
erstellt am: 21. Jul. 2008 19:03 <-- editieren / zitieren --> Unities abgeben: Nur für Peatson
Hallo Thomas! Zitat:
Original erstellt von wurfsche:
....ich persönlich würde nicht versuchen irgendwelche Formeln zu nehmen um die Biegewegsverkürzung zu berechnen.....
Ich auch nicht, aber die theoretische Brerechnungsmöglichkeit sollte als grundlegendes Wissen vorhanden sein. Was nützen durch Proben ermittelte echte Abzugswerte, wenn die Leute sie nicht zur Berechnung einsetzen können, weil sie sofort überfordert sind, wenn ein etwas aufwendigeres Teil mit stumpfen, spitzen und rechten Winkeln abgewickelt werden muss?
Zitat:
Original erstellt von Peatson:
Könnte ich nicht die Werte für meine Probekantung auf die jenigen Winkel die ich brauche auch irgendwie interpolieren da diese ja nicht linear verändern?
Natürlich kannst Du die praktisch ermittelten Werte zur präzisen Abwicklungsberechnung verwenden. Übrigens verändert sich die Länge der Blechabwicklung linear zur stattfindenden Biegung.
Ich hatte gedacht, dass das oben genannte Beispiel selbsterklärend ist. Die folgenden Kenntnisse setze ich als gegeben voraus: ---> die "neutrale Faser" befindet sich theoretisch in der Mitte der Blechstärke
---> die Summe der Winkel im Kreis beträgt 360 Grad
Du berechnest also den entstandenen "Überschuss" der Probekantung (wie man das macht ist klar?) und erhältst als Ergebnis den Wert, den Du pro 90 Grad Abkantung abziehen musst.
Diesen Wert teilst Du durch 90 Grad, dann erhältst Du den Abzugswert in mm/Grad. Diesen Abzugswert setzt Du in die Formel ein (anstelle der theoretischen Berechnung), das wars.
Natürlich kannst Du Dir eine Excel Tabelle zur Aufsummierung der Geraden und der Winkel, also zur Berechnung der Blechabwicklung erstellen.
War das jetzt die von Dir gewünschte Info, oder meintest Du etwas Anderes? Gruss Andreas Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Peatson
Mitglied
Beiträge: 11
Registriert: 21.07.2008
|
 erstellt am: 22. Jul. 2008 09:00 <-- editieren / zitieren --> Unities abgeben:
erstellt am: 22. Jul. 2008 09:00 <-- editieren / zitieren --> Unities abgeben:
Danke erstmal für die Hilfe die ich durch euch bekommen hab. @Andreas: Nur nochmal zusammengefasst!! Also ändert sich der Winkel zur Verkürzung linear. Ich dachte immer dass sich der Winkel zur Verkürzung nichtlinear verhält. Werd das mal heute meine Leuten vorstellen und dann in nem Versuch ausprobieren. Also Danke nochmal!   [Diese Nachricht wurde von Peatson am 22. Jul. 2008 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
ReinhardN
Mitglied
Dipl.Ing.
Beiträge: 1288
Registriert: 03.05.2005
|
erstellt am: 22. Jul. 2008 10:10 <-- editieren / zitieren --> Unities abgeben: Nur für Peatson
|
Hofe
Mitglied
Werkzeugmacher
Beiträge: 440
Registriert: 12.01.2008 Computer: Aldi
Schreibtisch: Ikea
Werkbank: Baumarkt
Software:
1967-2021, viele Updates und SP's, aber sicher nicht alle, deswegen immer wieder Sicherheitslücken
|
erstellt am: 22. Jul. 2008 13:05 <-- editieren / zitieren --> Unities abgeben: Nur für Peatson
Dass bei Blechen, die mit engen (Standard-) Radien gebogen sind, die neutrale Faser in der Mitte liegt ist ein weitverbreiteter Irrglaube (OT: ebenso, wie verzinkte Stahlbleche an der Schnittfläche angeblich nicht rosten sollen  ) Der sicherste Weg zur Ermittlung ist die oben mehrfach erwähnte Methode der Probekantung. [Diese Nachricht wurde von Hofe am 22. Jul. 2008 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Andreas Gawin
Moderator
Blechschlosser Metallbauermeister
Beiträge: 3680
Registriert: 24.02.2006 Product Design Suite Ultimate 2021
Inventor 2025
AutoCad Mechanical 2025
FARO S70 Laserscanner
FARO Scene 2025
WIN10-96 GB
WIN11-96 GB
RTX 4000 Ada
Spacemouse Enterprise
|
erstellt am: 23. Jul. 2008 07:08 <-- editieren / zitieren --> Unities abgeben: Nur für Peatson
Zitat:
Original erstellt von Andreas Gawin:
....Übrigens verändert sich die Länge der Blechabwicklung linear zur stattfindenden Biegung......
Ich muss mich korrigieren:
Hier ist zu lesen, dass die Biegeverkürzung sich nicht linear zum Biegewinkel verhält. Dazu folgende Anmerkung: Alle von mir seit 1990 produzierten schrägen Biegeteile wurden nach der beschriebenen Methode berechnet und reklamationsfrei gefertigt. Dabei waren etliche, die sehr hohen Anforderungen an die Maßhaltigkeit standhalten mussten, wie zB. Blechbiegeteile für die Marine und auch für den Vorrichtungsbau der Luft- und Raumfahrtindustrie. Klagen kamen keine, alle Teile haben die QS Prüfung beim Kunden ohne Beanstandung durchlaufen.
Insofern mag es angehen, dass die Biegeverkürzung tatsächlich nicht absolut linear umrechenbar ist, jedoch wird die Abweichung sehr klein sein. Gruss Andreas Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
wurfsche
Mitglied
Konstrukteur
Beiträge: 910
Registriert: 05.10.2002
|
erstellt am: 23. Jul. 2008 21:49 <-- editieren / zitieren --> Unities abgeben: Nur für Peatson
Zitat:
Original erstellt von Andreas Gawin:
Hallo Thomas!Ich auch nicht, aber die theoretische Brerechnungsmöglichkeit sollte als grundlegendes Wissen vorhanden sein. Was nützen durch Proben ermittelte echte Abzugswerte, wenn die Leute sie nicht zur Berechnung einsetzen können, weil sie sofort überfordert sind, wenn ein etwas aufwendigeres Teil mit stumpfen, spitzen und rechten Winkeln abgewickelt werden muss?
ich könnte jetzt ganz frech die Frage umdrehen. Was nützt mir das beste Wissen wie man theoretisch die besten Abzugswerte ermitteln kann wenn die Teile auch nach dem fünften mal nicht passen. ich weiß was du meinst und du hast genauso Recht. Man sollte schon seinen Taschenrechner im Griff haben.
Und wenn man 45°/90°/135° Probekantungen zu Grunde legt kommt man auch gut Zurecht wenn man die Zwischenwinkel linear ins Verhältnis setzt. Alle gängigen CAD-Programme interpolieren auch nicht anders...
Was mir an deiner Ausführung nur fehlt ist der Grundsatz, das die richtige Biegeverkürzung nur dann errechnet werden kann wenn ich den Biegeradius kenne und und weiß was genau beim Kanten mit dem Blech wirklich passiert. Beides ist absolute Grundlage für deine berechnung. Kenne ich die Radien nicht die beim Kanten entstehen rechne ich immer zum Mond. Ich kenne kaum eine Firma die das "Luftbiegen" in der eigentlichen Form praktizieren. Keiner gibt sich mit so großen Radien zufrieden. Ich sehe es selbst im täglichen Leben. Da wird 5mm STW mit nem 0.8er Oderwerkzeug in die Form gedrängelt weil es der Kunde sonst nicht abnimmt. Die neutrale Faser geht zum Teufel und die beste Berechnungsgrundlage geht in die Wicken....
Nix für ungut....
Gruß Thomas
------------------
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
MABI
Ehrenmitglied
Leuchtenbauer
Beiträge: 1978
Registriert: 18.12.2003 MegaCAD unfold 2021-Metall 3D (64)
noch verfügbar
mit Verzögerung
unfold 2012-2015 (32)
unfold 2016-19 (64)
Adobe Acrobat-3D
|
erstellt am: 25. Jul. 2008 10:38 <-- editieren / zitieren --> Unities abgeben: Nur für Peatson
Hallo Thomas und alle Anderen, ich arbeite schon viele Jahre mit Blech und das Thema Blechabwicklungen bekleidet mich in der täglichen Praxis.
Wenn wir als Zeichner und Konstrukteure unseren Kunden oder Werksarbeiter abgewickelte Platinen zur Verfügung stellen, sollten diese auch fertigungsgerecht konstruiert werden. Hierzu sollte man sich vorab mit den Praktikern über die verwendeten technologischen Verfahren abstimmen.
Die in der Praxis am häufigsten verwendeten Biegemethoden sind "Gesenkbiegen" und "Schwenkbiegen".
Beim Gesenkbiegen wird mittels eines Oberwerkzeugs (Stempel) und eines Unterwerkzeugs (Matrize) das Blech gebogen.
Hierbei unterscheidet man unter anderen noch in das Luftkanten und Pressen. Beim Luftkanten wird der Winkel durch die Eintauchtiefe des Stempels in die Matrize bestimmt. Der Radius bestimmt sich durch Matrize z.B. bei einem 12-V r=2.
Hierfür gibt es von den Werkzeugherstellern und Maschinenherstellern sinnvolle Presskrafttabellen. Denn man kann nicht jede Blechstärke mit jedem Radius Kanten, da gibt es physikalische Grenzen,
Beim Pressen wird Ober- und Unterwerkzeug mit dem eingelegten Blech Formschlüssig zusammengepresst und der Winkel ergibt sich aus der Werkzeugform.
Beim Schwenkbiegen wird die Platine zwischen Oberwange und Unterwange fest gespannt und mit der Biegewange um die Oberwange gebogen. Der Radius wird durch verstellen der Biegewange zum Radiusmittelpunkt der Oberwange bestimmt. Auch gibt es spezielle Radienwerkzeuge für die Oberwange, dann muss die Biegewange entsprechend der verwendeten Blechstärke zum Radius der Oberwange eingestellt werden.
Es macht also überhaupt keinen Sinn, wenn wir irgendeinen Radius der technisch nicht realisierbar ist in unsere Konstruktion übernehmen. Da können wir uns die Zeit der Abwicklungsberechnung sparen! Richtig und wichtig ist natürlich auch die Berücksichtigung des verwendeten Materials. Der Ausgleichswert v verändert sich mit der Zähigkeit eines Materials erheblich. In der Anlage als Beispiel ein Auszug aus einer Tabelle. Weiterhin lege ich mal eine Excel-Tabelle bei mit der man sich auf jeden Fall weiterhelfen kann. Die hiermit berechneten Werte sollten dann mit der Fertigung abgestimmt und noch entsprechend korrigiert werden.
Man kann sich dann eine Tabelle erstellen, wo man die häufigsten Anwendungsfälle dokumentiert, da brauch man nicht für jede Abwicklung in die Fertigung.
Bei Einzelabkantungen kann man auch mit den berechneten Werten arbeiten. Hat man allerdings mehrere Folgekantungen am Werkstück, können Verkürzungsabweichungen von 0,1mm schon erhebliche Auswirkung haben.
------------------
Gruß Matthias  bald bin ich groß bald bin ich groß Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Oliver II
Mitglied
TZ
Beiträge: 206
Registriert: 26.07.2005 Das Leben kann so Scheiße sein, man muss sich nur Mühe geben.
|
erstellt am: 12. Aug. 2008 16:19 <-- editieren / zitieren --> Unities abgeben: Nur für Peatson
Hallo Zusammen, Ich habe hier viele interesante Beiträge gesehen, aber so richtig überzeugen tut mich das alles nicht. Wir arbeiten mit einer Abzugswerte Tabelle, die mit einfachen Mitteln zu pflegen ist. Berücksichtigt werden Material, Materialstärke, Matrize, und Winkel. Diese Werte haben wir in einer Text-Datei. Sollte unser CAD Programm einen Wert nicht kennen gibt es eine Warnmeldung und der betreffende Wert wird direkt von unserem Bieger ermittelt (Simulationsprogramm in der Maschiene)und in der TextDatei eingepflegt. Die Werte müssen nicht von uns errechnet werden. So ist es viel einfacher. MfG Oliver II Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
MABI
Ehrenmitglied
Leuchtenbauer
Beiträge: 1978
Registriert: 18.12.2003
|
erstellt am: 13. Aug. 2008 11:01 <-- editieren / zitieren --> Unities abgeben: Nur für Peatson
Hallo Oliver II, nichts anderes habe ich geschrieben. Der Tabellenauszug in meiner Anlage ist eben genau die Tabelle mit der unser CAD-Programm arbeitet.
Aber auch diese Tabelle lebt von vorab errechneten Werten.
Wer die Möglichkeit hat in seiner Firma eine Maschine zu haben, welche diese Werte errechnet , kann so verfahren wie Du beschreibst.
Es gibt aber auch Konstruktions- und Zeichenbüros, welche nicht an die Maschine gehen können und über eine Biegesimulation die Werte ermitteln lassen. Für all diese und zum besseren Verständniss, was passiert eigentlich beim Biegen, ist dieser Tread sehr nützlich. ------------------
Gruß Matthias bald bin ich groß [Diese Nachricht wurde von MABI am 13. Aug. 2008 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |

 Foren auf CAD.de
Foren auf CAD.de