Grundsätzlich ist es üblich das Verfahren zur Konturerzeugung einzusetzen, das die grösste Wirtschaftlichkeit bei akzeptabler Fertigungsqualität aufweist. Da wären:
----> Blechzuschnitt an der Schlagschere
Erzeugt gerade, durchgehende Schnitte. Ist noch üblich zur Erstellung von Zuschnitten kunststoffbeschichter Fassadenbleche aus Aluminium oder Stahl und von verzinkten Blechen. Optimal zur Verarbeitung von gekauften Lochblechen. Wird ebenfalls eingesetzt zum Scheren dünner Kunststoffe bis 0,7mm, beispielsweise Polycarbonat.
Je nach Maschinentyp für Blechstärken von 0,5mm bis 10mm einsetzbar, die höchste erreichbare Genauigkeit einer Maschine mit Arbeitsbereich von 0,8mm bis 4mm Stahl dürfte bei einer Maßabweichung von +/-0,2 Zehntel auf 3 Meter Länge liegen. Die Genauigkeit nimmt mit steigender Blechstärke ab.
Vorteile: Sehr wirtschaftliches Verfahren zur Herstellung grosser Anzahlen von langen und dünnen Teilen mit rechteckiger Kontur. Es erfolgt beim Scheren keine nennenswerte Verletzung der Sichtseitenoberfläche.
Nachteil: Nur gerade Schnitte und bedingte Verschnittoptimierung möglich, schmale Streifen rollen sich korkenzieherartig auf. Sie sind zwar entdrehbar, aber kaum völlig gerade zu Richten. Für den dekorativen Einsatz von Blechen ab 2mm Stärke empfiehlt sich, die Bleche doppelt zu Scheren. So wird eine schönere Optik erreicht, die aber einen höheren Aufwand und Verschnitt bedingt.
----> Blechzuschnitt auf dem Stanznibbelzentrum
Erfolgt in Kleinbetrieben mit industrieller Fertigung und auch in mittelständischen Firmen.
Erzeugt Schnittkonturen fast beliebiger Form durch sehr schnelle Einzelhübe des Nibbelwerkzeugs. Es erfolgt keine nennenswerte Beschädigung der Sichtseitenoberfläche.
Kleine Ausbrüche oder Löcher werden mit einem Stempel passender Grösse durch einen Einzelhub gefertigt, grössere Löcher werden unter Einsatz eines kleinen Stempels genibbelt. Nibbeln bedeutet: Durch mehrfache Hübe eines kleinen Werkzeuges werden Konturen erzeugt, die grösser als das ausführende Stanzwerkzeug sind.
Oft verfügen schon Maschinen der mittleren Preisklasse über Kombiwerkzeuge mit Revolvertechnik. Erreichbare Genauigkeit bei +/-0,1mm auf 3 Meter Länge. Der kleinste zu stanzende Lochdurchmesser sollte mindestens so gross sein, wie das Blech dick ist. Einsatzbereich meist bis 3mm Blechstärke wirtschaftlich.
Vorteile: Verarbeitung von oberflächenbeschichtetem Material wie z.B. farbbeschichtet oder verzinkt uneingeschränkt möglich. Auch Aluminium und Chromnickelstahl lassen sich problemlos verarbeiten.
Hohe Arbeitsgeschwindigkeit und Verschachtelmöglichkeit sind gegeben. Löcher sind problemlos als Kernloch für Gewinde ausführbar, mit Sonderwerkzeugen lassen sich Konturen einformen. Ankörnen von Positionierungspunkten für Aufschweißbolzen möglich.
Nachteile: Genibbelte (also durch mehrfache Hübe eines kleinen Werkzeuges erzeugte) Schnittkanten zeigen sichtbare Ansätze des Stanzwerkzeuges und haben einen scharfen Grat. Rechtwinklige oder spitzwinklige Innenkonturen sind nicht in beliebig kleiner Grösse fertigbar. Durch den Stanznibbelvorgang werden Spannungen in das Werkstück eingebracht, die oftmals ein Richten erforderlich machen. Die in modernen 3D CAD Systemen erzeugten Heerscharen von winzigkleinen Freistellungen können meist nicht so umgesetzt werden.
----> Blechzuschnitt auf der Laserschneidemaschine
Erfolgt in mittelständischen Firmen und Grossbetrieben. Erzeugt Schnittkonturen beliebiger Form durch einen dünnen Laserstrahl. Es kann zur leichten Beschädigung der Sichtseitenoberfläche an der Schnittkante kommen.
Es können beliebige Konturen geschnitten werden. Sehr universelle Einsatzmöglichkeiten, fast jedes Jahr kommen noch leistungsfähigere Maschinen auf den Markt. Dadurch sehr gute Wirtschaftlichkeit möglich.
Erreichbare Genauigkeit bei +/-0,1mm auf 3 Meter Länge. Der kleinste zu schneidende Lochdurchmesser sollte mindestens so gross sein, wie das Blech dick ist.
Vorteile: Alle Konturen sehr wirtschaftlich fertigbar. Auf ein und der gleichen Maschine können Bleche von 1mm Stärke bis 25mm Stärke verarbeitet werden.
Saubere Schnittkanten, die meist nicht (oder nur begrenzt) nachgearbeitet werden müssen. Es können Positionsmarkierungen angelasert werden.
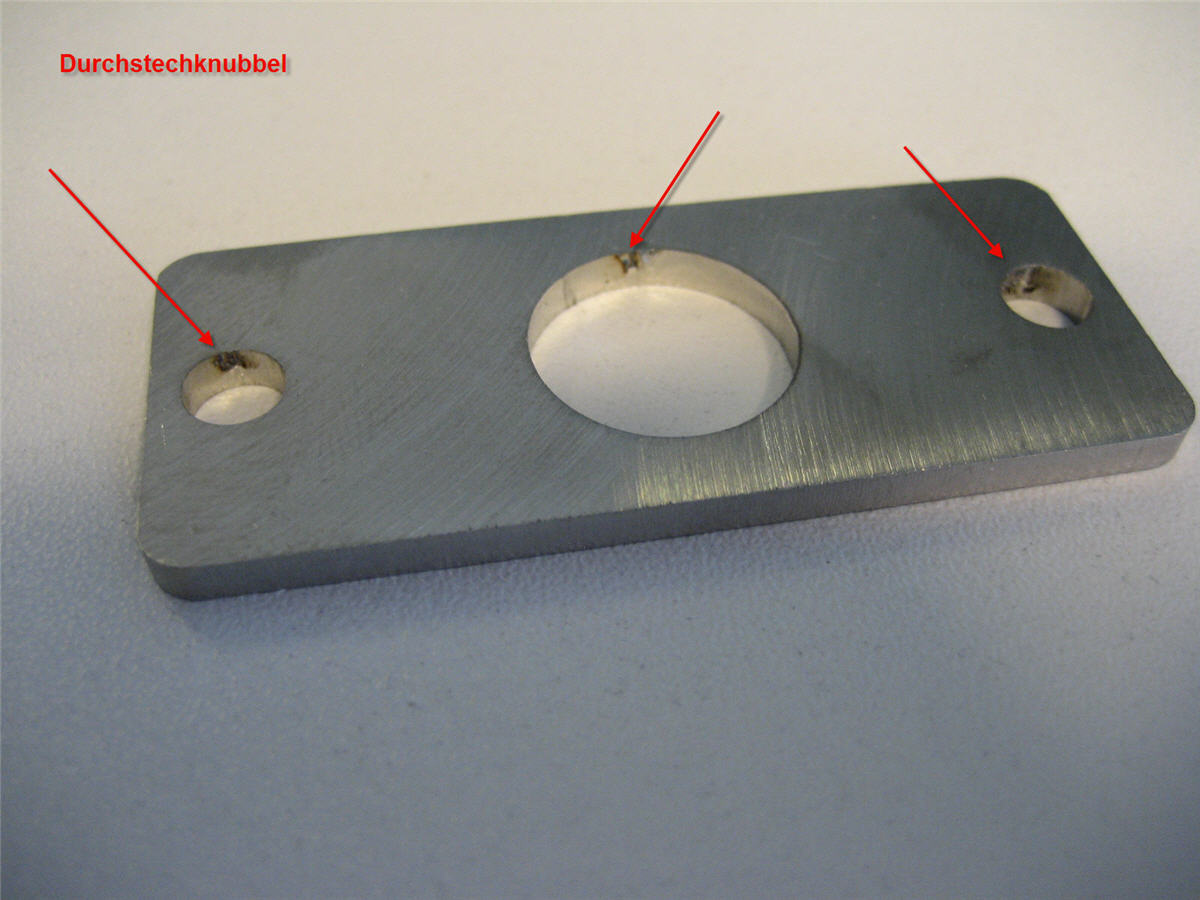
Nachteile: Lange, sehr schmale Teile oder solche mit sehr vielen Löchern können sich durch vom Laserstrahl erzeugten Wärmeverzug verformen, was ein Richten erforderlich machen kann. Manche Werkstoffe wie z.B. Aluminium reflektieren den Laserstrahl sehr stark und sind nur bedingt verarbeitbar. Alle Löcher und Durchbrüche weisen eine kleine (ca. Stecknadelkopfgrosse) Einstichstelle des Laserstrahls auf. Dieser kleine Knubbel ist der Tod des Gewindebohrers!
----> Blechzuschnitt auf der Stanzlaserkombimaschine
Erfolgt in mittelständischen Firmen und Grossbetrieben. Erzeugt Schnittkonturen beliebiger Form durch einen dünnen Laserstrahl und kann zusätzlich mit der Funktionalität einer Stanze aufwarten.
Dieser Maschinentypus ist die Königsklasse zur Bearbeitung von Blechen mäßiger Stärke, die viele Ausbrüche und auch Gewindelöcher haben.
Erreichbare Genauigkeit bei +/-0,1mm auf 3 Meter Länge. Der kleinste zu schneidende Lochdurchmesser sollte mindestens so gross sein, wie das Blech dick ist.
Vorteile: Alle Konturen sehr wirtschaftlich fertigbar. Saubere Schnittkanten, die meist nicht (oder nur begrenzt) nachgearbeitet werden müssen. Es können Positionsmarkierungen angelasert oder gekörnt werden. Auch Gewindelöcher sind kein Problem.
Nachteile: Diese Maschinen haben einen exorbitant hohen Anschaffungspreis und sind daher leider nicht so verbreitet, wie es wünschenswert wäre.
----> Blechzuschnitt auf der Wasserstrahlschneidemaschine
Erfolgt in mittelständischen Firmen und Grossbetrieben. Erzeugt Schnittkonturen beliebiger Form durch einen dünnen Wasserstrahl. Es erfolgt keine nennenswerte Beschädigung der Sichtseitenoberfläche.
Es können beliebige Konturen geschnitten werden. Sehr universelle Einsatzmöglichkeiten. Bi den meisten Maschinen ist das Arbeitstempo langsamer als beim Laser, jedoch sind wesentlich dickere Materialstärken schneidbar.
Erreichbare Genauigkeit bei +/-0,1mm auf 3 Meter Länge. Der kleinste zu schneidende Lochdurchmesser sollte mindestens so gross sein, wie das Blech dick ist.
Vorteile: Alle Konturen fertigbar. Auf ein und der gleichen Maschine können Bleche von 1mm Stärke bis 60mm Stärke verarbeitet werden.
Wenn als "Feinschnitt" gefordert: Saubere Schnittkanten, die meist nicht nachgearbeitet werden müssen. Es kann praktisch jedes Material verarbeitet werden. Besonderheit: Die Zuschnitte bleiben gerade und müssen nicht gerichtet werden.
Nachteile: Die im Gegensatz zum Laser langsamere Arbeitsgeschwindigkeit.
Die Pferdefüsse:
 Schlagschere / Laser: Sehr schmale Blechzuschnitte rollen sich nach dem Scheren oder Laserschneiden wie Schweineschwänzchen auf
Schlagschere / Laser: Sehr schmale Blechzuschnitte rollen sich nach dem Scheren oder Laserschneiden wie Schweineschwänzchen auf
Schlagschere: Je dicker das Blech, desto unschöner sieht es aus, wenn die Schnittkanten eines Zuschnittes nicht gleichmässig umlaufend von der Sichtseite zur Unterseite verlaufen. (Hochwertiger: Alle runden Schnittseiten an der Sichtseite des Bleches anliegend und alle scharfkantigen Schnittseiten an der Schlechtseite des Bleches anliegend)
Laser: Edelstahlbleche/Chromnickelstahlbleche werden manchmal mit einer Schutzfolie gebraucht. Nicht vergessen: Diese muss als "Laserfolie" bestellt werden, wenn sie denn zum Laserschneiden verwendet werden soll. Trotzdem kann es an den Lochrändern und Schnittkanten solcher Bleche zu minimalen Teilverschmelzungen der Folie kommen. Wird sie dann abgezogen, lassen sich dunkle Rückstände auf der Materialoberfläche feststellen. Diese sind ablösbar, aber auch das macht Arbeit.
Laser: Die stecknadelkopfgrossen Knubbel an den Einstichstellen von Rundlöchern lassen unter Garantie jeden handelsüblichen Gewindebohrer abbrechen. Gewindelöcher kleiner lasern lassen und nachträglich aufbohren!
[EDIT 20.04.08] Mein Zulieferer für Laserteile erklärte mir auf Nachfrage, dass das keine "Einstichknubbel" sondern "Endknubbel" sind. Eingestochen wird tatsächlich in der Lochmitte [\EDIT 20.04.08].
Laser: Wer Stecksysteme mit Durchbrüchen und Einsteckzungen konstruiert, sollte dem Fertiger unbedingt die Lage der Mikrostege vorschreiben. Wenn die an falscher, unzugänglicher Stelle sitzen, kann es böse Ärger geben. (Mikrostege sorgen dafür, dass aus einer Platte nach dem Lasern die Kleinteile nicht herausfallen, sondern durch einen kleinen Steg mit der Materialplatte verbunden bleiben, so dass sie nicht in den Schlackeaufangbehälter der Maschine fallen)
Das habe ich aus dem Gedächtnis so formuliert, vielleicht ist es nicht in allen Belangen auf dem neuesten Stand oder es fehlt noch etwas? Für Anregungen und Korrekturen bin ich dankbar!
Editiert am 18.08.2008
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP

 Foren auf CAD.de
Foren auf CAD.de


































 Keine Panik, Du arbeitest mit Pro/E! Und Du hast cad.de gefunden!
Keine Panik, Du arbeitest mit Pro/E! Und Du hast cad.de gefunden! 






