| | |
 | Success Story: Kanzler Verfahrenstechnik GmbH , ein Anwenderbericht
|
|
Autor
|
Thema: Impeller aus PBT? (1886 / mal gelesen)
|
BlueWar
Mitglied
   Beiträge: 5
Registriert: 30.03.2023
|

 erstellt am: 30. Mrz. 2023 10:03
erstellt am: 30. Mrz. 2023 10:03  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
|
N.Lesch
Moderator
Dipl. Ing.
    
Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
erstellt am: 30. Mrz. 2023 12:09 <-- editieren / zitieren --> Unities abgeben: Nur für BlueWar 
Welche Temperatur ? Ist die Welle aus Stahl ? Spritzguss oder spanend ? Meinst Du die Dehnung bei 20° C ist 0,8 % ? Dann benötigst Du ein weicheres Material, aber Thermoplaste sind immer sehr temperaturabhängig. ------------------
Klaus Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
BlueWar
Mitglied
Beiträge: 5
Registriert: 30.03.2023
|
erstellt am: 30. Mrz. 2023 14:17 <-- editieren / zitieren --> Unities abgeben:
Umgebungstemperatur.. also bis 60°C besser mehr...80°C  . Welle aus Stahl, Spritzguss. Bei einer 2 mm+0.01 -0 Welle, Kunsstoff Tubus +-0.02.. erhalte ich entweder spiel oder überschreite die zulässige Dehnung. [Diese Nachricht wurde von BlueWar am 30. Mrz. 2023 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Moderator
Dipl. Ing.
Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
erstellt am: 30. Mrz. 2023 16:34 <-- editieren / zitieren --> Unities abgeben: Nur für BlueWar
Du willst also ein Stahlwelle in eine Kunststoffbuchse mit Ø 2 ± 0,02 pressen. Die max. 0,8 % Dehnung für PC treffen zu bei 20° C . Aber Du presst nur einmal ein und PC ist sehr zäh aber kerbempfindlich. Wenn Du die Buchse aus PC vorwärmst, hast Du das Problem auch gelöst., und die Welle ist fest drin. Die Toleranz von Ø 2 ± 0,02 entspricht ± 1 % das ist selbst für Kunststoff sehr viel. ± 0,1 % plus die Toleranz für den Stahl des Werkzeuges sind kein Problem. Alternativ kannst Du auch PA 66 verwenden, das ist teilkristallin und deswegen weniger empfindlich gegen Überdehnung. PBT unverstärkt gibt schon bei 60° C den Geist auf. Auch geometrisch kannst Du die Sache angehen. Den runden Kern im Werkzeug 3- oder 5- mal abflachen. Z.B. auf Ø 1,96 Dann wird die Buchse nicht tangential gedehnt , sondern gebogen und da geht dann mehr. ------------------
Klaus Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Moderator
Dipl. Ing.
Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
erstellt am: 30. Mrz. 2023 16:37 <-- editieren / zitieren --> Unities abgeben: Nur für BlueWar
|
BlueWar
Mitglied
Beiträge: 5
Registriert: 30.03.2023
|
erstellt am: 30. Mrz. 2023 17:23 <-- editieren / zitieren --> Unities abgeben:
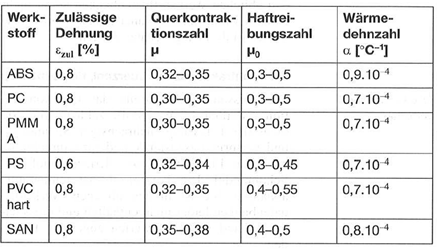
Danke für die ausführliche Antwort! Pa66 ist eine sehr schlechte Idee.. nimmt extrem Feuche auf. Also würde ich mir nur mit einem Messing Ring zutrauen. Pa12 wäre ok aber ist zu teuer. Unwucht wäre bei pa66 auch schlimmer oder? Wie viel vorwärmen? Zu viel vorwärmen löst gespeicherte Spannungen auf und die Unwucht wird schlimmer. Die 0.8% gelten glaube ich auch für die Langzeitbeanspruchung. Geometrisch scheint interessant zu sein einfach einen 6kt oder Rillen... Sollte gehen.. Habe schlechte Erfahrungen mit dem Lexan (PC) schon gesammelt Bezüglich Liste... Das ist nur ein Teil der Tabelle.. der amorphe Teil.. [Diese Nachricht wurde von BlueWar am 30. Mrz. 2023 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Moderator
Dipl. Ing.
Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
erstellt am: 30. Mrz. 2023 18:38 <-- editieren / zitieren --> Unities abgeben: Nur für BlueWar
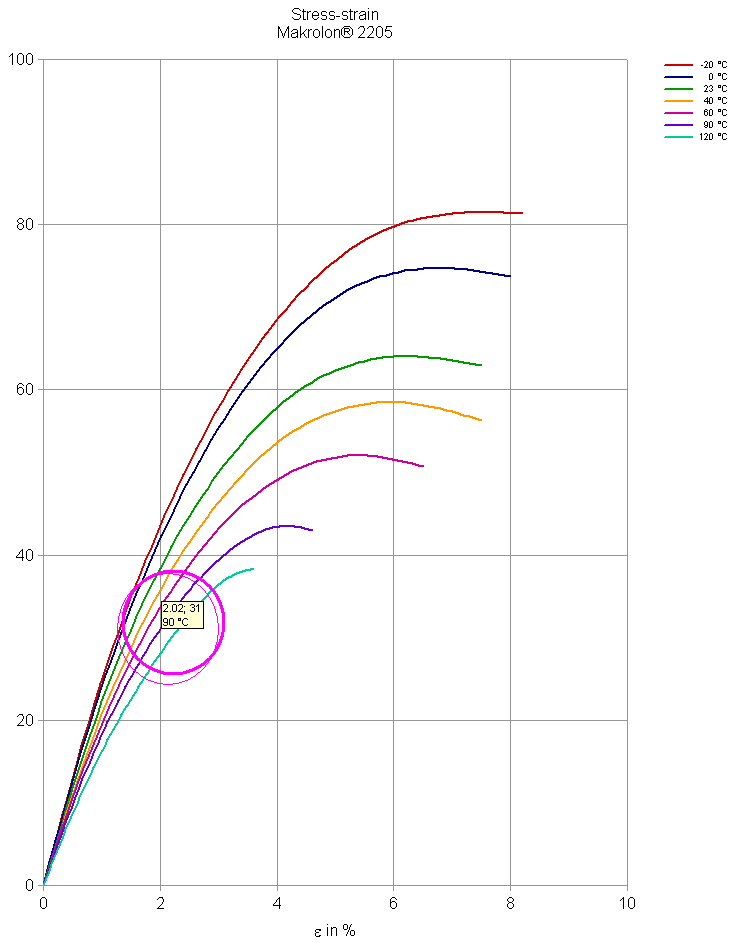
Ultramid T KR 4350 nimmt nur 1,8 % Feuchte auf. Das ist nicht viel. Bei PC tut sich nichts bis ca. 120° C Da bauen sich auch kaum Spannungen ab. Messing ring kannst Du nehmen, ist aber die teuerste Lösung. Ist PA 12 wirklich teuerer als PA 6.6 ? Anstatt PA 12 kannst Du auch gleich HD-PE ( oder UHMW-PE ) nehmen, die sind günstiger und haben ähnliche Eigenschaften. PC kannst Du auf 90° C vorwärmen, dann hast Du 2 % Dehnung im elastiwchen Bereich. Siehe Anhang. Wenn das Teil rund ist, zentrisch anspritzen, dann hast Du weniger Probleme mit Unwucht. Keinen 6-Kant , sondern 5-Kant, das wird runder. Was hast Du für schlechte Erfahrungen mit Lexan ? Es ist empfindlich gegen warmes Wasser und Kerben. ------------------
Klaus Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Moderator
Dipl. Ing.
Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
erstellt am: 02. Apr. 2023 08:57 <-- editieren / zitieren --> Unities abgeben: Nur für BlueWar
Den 5-Kant auch nicht ganz eckig, sondern so ähnlcih wie im Bild. Das hat auch noch den Vorteil, daß der Querschnitt des Werkzeugkerns größer ist und die Temperierung, die innen besonders wichtig ist, besser funktioniert ------------------
Klaus Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
BlueWar
Mitglied
Beiträge: 5
Registriert: 30.03.2023
|
 erstellt am: 02. Apr. 2023 16:13 <-- editieren / zitieren --> Unities abgeben:
erstellt am: 02. Apr. 2023 16:13 <-- editieren / zitieren --> Unities abgeben:
Klaus du bis sensationell! Ich werde das mit dem 5 Kant versuchen. Meine Erfahrungen mit Lexan- Tubus waren dass bei einigen % der Teile nach einem halben Jahr entstanden Risse und die Teile versagten. Danke! Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Moderator
Dipl. Ing.
Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
erstellt am: 02. Apr. 2023 18:52 <-- editieren / zitieren --> Unities abgeben: Nur für BlueWar
Polycarbonat reagiert sehr empfindlich auf bestimmte Lösemittel vor allem wenn da noch Spannungen dazu kommen. Das kann man aber nachschlagen. Wenn Du spanend nacharbeitest, würde ich die üblichen Kühl-Schmierstoffe für Metall weglassen, sondern nur Wasser oder Druckluft nehmen. ------------------
Klaus Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
BlueWar
Mitglied
Beiträge: 5
Registriert: 30.03.2023
|
erstellt am: 04. Apr. 2023 17:06 <-- editieren / zitieren --> Unities abgeben:
|
N.Lesch
Moderator
Dipl. Ing.
Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
erstellt am: 04. Apr. 2023 20:08 <-- editieren / zitieren --> Unities abgeben: Nur für BlueWar
Ist das ein optisches oder hochglänzendes Teil ? Da wäre die Entformungsschräge wichtig. Auf dem Kern innen ist dann 1° notwendig. Wenn es ein gefärbtes technisches Teil ist, dann ist die Wanddicke wichtiger als die Entformungsschräge. Da geht es auch ganz ohne Entformungsschräge, wenn ein winziger Kratzer in Angussnähe nicht stört. Bei technischen Teilen reichen 0,5 ° vollkommen aus. PC ist schwerfließend möglichst keine Wanddicke unter 1 mm. Bis 100 mm Fließweg ist ist eine Wanddicke von 1,5 bis 2 mm günstig. Der Schwund ist ca. 0,5 bis 0,7 % . Bei kleinen Toleranzen vorhalten nicht vergessen. Das taten früher die Werkzeugkonstrukteure, aber heute schluckt der Chat Robot die Step Daten und nach dem Abmustern kommen dann die Probleme. ------------------
Klaus Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |

 Foren auf CAD.de
Foren auf CAD.de



 |
|