| | |
 | Von der Idee zur Serie - technischer Vorsprung im Werkzeug- und Prototypenbau., eine Pressemitteilung
|
|
Autor
|
Thema: Toleranzangabe 9013/2768 auf Zeichnung umgeformtes Blechteil (15993 mal gelesen)
|
CAmembert
Mitglied

   Beiträge: 45
Registriert: 23.12.2006
|

 erstellt am: 30. Okt. 2015 05:42
erstellt am: 30. Okt. 2015 05:42  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
Servus, kurze aber durchaus elementare Frage... Konstruktionszeichnung eines Kant- /Biegeteils. Sagen wir ein gekantetes U-Profil mit Lochbild. Für die Toleranzen ist angegeben 2768 mK und 9013-221. Frage ist nun, welche Toleranzen gelten am fertig gekanteten Teil? Während die ausgelaserte flache Platine komplett hinsichtlich ihrer Maßhaltigkeit der 9013-221 entspricht, welcher Toleranzklasse unterliegen die ausgeschnittenen Konturen (Lochbild) nach dem Kanten - den Toleranzen nach 2768 mK?
Oder weiterhin der 9013-221? Besten Dank. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
ThomasZwatz
Ehrenmitglied V.I.P. h.c.
cadadmin

Beiträge: 5484
Registriert: 19.05.2000 (03-2026)
---------------------------------------------
[stable]
NX2412(2412.8900) + SE2023 U6 + TC13.3.0.3, RAC +AWC6.3.12
SingleSite 4Tier, DocMgt, Client4Office, MRO, ReqMgt, SchedMgt, T4S, TcVis Mockup, TcSSO, SEEC, Multi-CAD
BCT-Inspector Neutral v22R2
---------------------------------------------
[testing]
NX2412(2412.8900) + SE2023 U6 + TC13.3.0.3, RAC +AWC6.3.12
BCT-Inspector Neutral v22R2
@M7720 Win10 (22H2)
---------------------------------------------
[unstable]
NX2512(2512.4001) + TC2512.2602
|
erstellt am: 30. Okt. 2015 11:46 <-- editieren / zitieren --> Unities abgeben: Nur für CAmembert 
Zitat:
Original erstellt von CAmembert:
...Für die Toleranzen ist angegeben 2768 mK und 9013-221. ..
Was ist wie an welcher Stelle angegeben ?
Und anhand eines Beispiels ist eine Diskussion viel leichter ... Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
CAmembert
Mitglied
Beiträge: 45
Registriert: 23.12.2006
|
 erstellt am: 30. Okt. 2015 23:14 <-- editieren / zitieren --> Unities abgeben:
erstellt am: 30. Okt. 2015 23:14 <-- editieren / zitieren --> Unities abgeben:
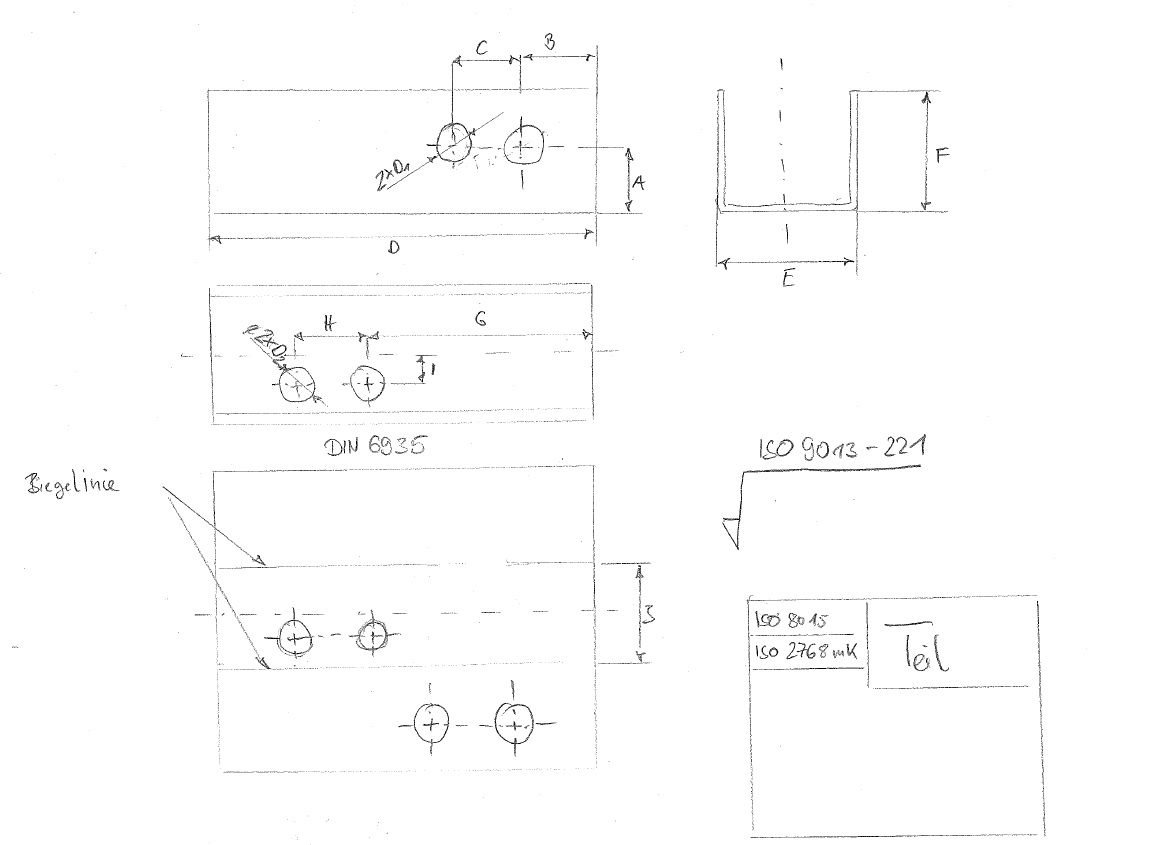
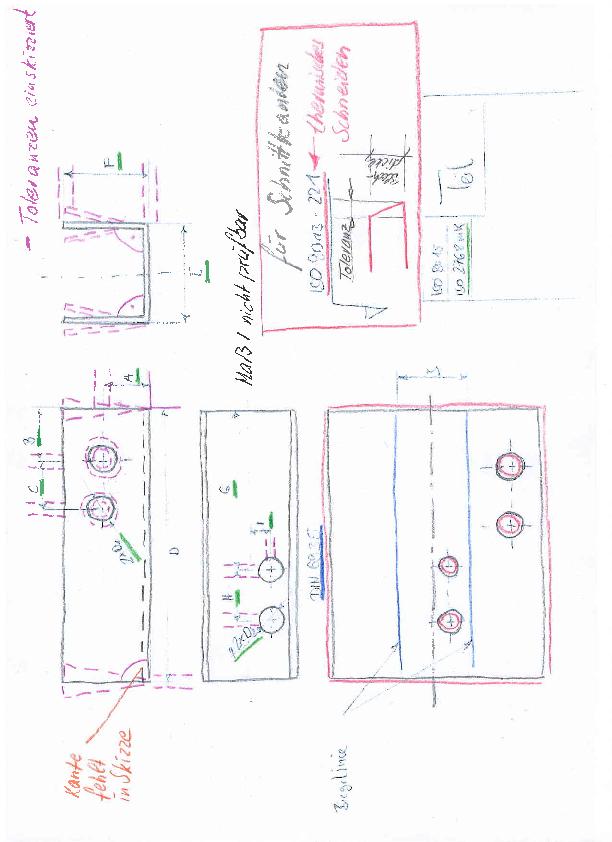
Danke für die Rückfrage... ...anbei eine vereinfachte und bewusst allgemein gehaltene Skizze. Die Frage ist quasi, welcher Tolerierungsgrundsatz am fertigen Teil für die Maße A-I und für die Durchmesser 1 und 2 gilt. Besten Dank. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
CAD-Freakle
Mitglied
CAD
Beiträge: 190
Registriert: 05.10.2015 [URL=https://ww3.cad.de/index.php/fachbegriffe/]Wissenswertes[/URL]
|
erstellt am: 31. Okt. 2015 07:13 <-- editieren / zitieren --> Unities abgeben: Nur für CAmembert
Hallo CAmembert und die anderen, laut deiner Skizze sehe ich das so:
- Generell würde ich sagen, daß das fertige Teil vermessen wird. D.h. Die Abwicklung unten ist (erstmal) uninteressant,
da die Biegelinie maschinenabhängig und werkstoffabhängig ist. Meiner Meinung nach kann die Abwicklung
nur als zusätzliche Veranschaulichkeit dienen. - Als erstes gilt das Unabhängigkeitsprinzip (ISO 8015). Soll heißen jedes Maß wird für sich selbst geprüft.
Dies gilt dann durchgängig für alle Maße.
z.B. Maß B muss innerhalb seiner Toleranz liegen, Maß C muss inneralb seiner Tolranz liegen, usw. - Mit ISO 2768mK werden die jeweiligen Toleranzen der jeweiligen Maße angegeben
z.B. Maßangabe B hat eine Toleranz von ± x,y, C hat eine Toleranz von ± x,y usw.
Das "m" steht für Toleranzklasse "mittel" - für Längenmaße
Das "K" steht für Geradheit und Ebenheit, also wie groß der Verzug bei der Fertigung sein darf. - DIN EN ISO 9013 sind Toleranzangaben für die Schnittkanten durch thermisches Schneiden. Der Zusatz 221 legt das
Fertigungsverfahren fest also z.B. Laserschnitt, Plasmaschnitt. Die zweite "2" im Zusatz gibt Auskunft über die zu
verwendende Toleranzklasse (± x,y).
Aber es muss wiederum innerhalb der Toleranzen die in DIN EN ISO 9013 angegeben sind liegen. - Die Angabe auf der Zeichnung DIN 6935 bedeutet für mich, daß das gezeichnete Teil mit dem k-Faktor nach DIN 6935
gezeichnet wurde. Im Umkehrschluß muß der Hersteller der Biegungen das Teil an seine jeweiligen Maschinendaten,
welche evtl. andere k-Faktoren haben, anpassen. Sooo, ich hoffe, daß meine Sichtweise richtig ist. Sollte ich jedoch falsch liegen, bitte ich um konstruktive Kritik bzw.
Aufklärung. Freundliche Grüße an Alle die hier mitwirken
------------------
_-_-_-_-_-_-_
Sodele, Jetzetle, ab gehts Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
ThomasZwatz
Ehrenmitglied V.I.P. h.c.
cadadmin
Beiträge: 5484
Registriert: 19.05.2000
|
erstellt am: 31. Okt. 2015 18:40 <-- editieren / zitieren --> Unities abgeben: Nur für CAmembert
Meine Meinung dazu: Das Blech wird "fertig" gelasert, dann über Kanten in die endgültige Form gebracht. Über den Anwendungsbereich der jeweiligen Norm gilt (vereinfacht):
- ISO 9013 für das Lasern/Schneiden
- ISO 2768 für Spanen oder Umformen Um Missverständnissen vorzubeugen wäre es von Vorteil, was eindutig dem Lasern zuzuordnen ist, in der Abwicklung zu bemaßen.
Das passt auch besser zu einer durchzuführenden Qualitätskontrolle.
Wird dasselbe Mass dann am "Fertigteil" nochmal angezogen, in Klammer setzen. Für mich sind einzuordnen: ISO 2768
A
D (in dieser Ansicht könnte man das diskutieren...)
E
F
I ISO 9013
B (in dieser Ansicht könnte man das diskutieren...)
C
D1
D2
G (in dieser Ansicht könnte man das diskutieren...)
H J Biegelinien haben keine Toleranz, die kann ja auch keiner nachmessen - das Endergebnis muss passen.
Am interessantesten finde ich D:
In der Abwicklung angebracht wäre ISO 9013 anzuwenden, was dann effektiv ein h Toleranzfeld ist (Aussenmass).
Am Fertigteil ist es ein PlusMinus Toleranzfeld nach ISO 2768.
PS:
DIN 6935 hab ich ignoriert
Auf die Angabe der ISO 8015 kann verzichtet werden, das benennen ISO 2768 und 9013 beide. [Diese Nachricht wurde von ThomasZwatz am 01. Nov. 2015 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
ThoMay
Ehrenmitglied V.I.P. h.c.
Konstrukteur

Beiträge: 5260
Registriert: 15.04.2007 SWX 2019
Windows 10 x64
|
erstellt am: 31. Okt. 2015 23:40 <-- editieren / zitieren --> Unities abgeben: Nur für CAmembert
|
CAmembert
Mitglied
Beiträge: 45
Registriert: 23.12.2006
|
erstellt am: 01. Nov. 2015 21:46 <-- editieren / zitieren --> Unities abgeben:
Vielen Dank für eure Antworten! @ThomasZwatz und ThoMay - da haben wir es schon wieder 2 Leute 2 Meinungen. Aber das ist genau der Zwiespalt den ich habe. 1. eine Differenzierung der einzelnen Abmessungen ähnlich wie von ThomasZwatz getroffen (und wie du schon schreibst, dann kann man so manche Ansicht und den Tolerierungsgrundsatz der Abmaße "diskutieren" - soll heißen es gibt immer Spielraum für Fehler) 2. pauschal zu sagen es gilt für ALLES die 2768 mK Die Frage ist jetzt wirklich, was ist richtig.
Wer kann einem so etwas beantworten!? @ ThoMay, leider kann ich dieses "es gilt pauschal für alles die 2768 mK" nicht aus deiner Quelle herauslesen Die Angabe DIN6935 sollte nur deutlich machen das da eine Abwicklung dargestellt ist. Die Abwicklung hat informativen Charakter. Vielen lieben Dank. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
ThomasZwatz
Ehrenmitglied V.I.P. h.c.
cadadmin
Beiträge: 5484
Registriert: 19.05.2000 (03-2026)
---------------------------------------------
[stable]
NX2412(2412.8900) + SE2023 U6 + TC13.3.0.3, RAC +AWC6.3.12
SingleSite 4Tier, DocMgt, Client4Office, MRO, ReqMgt, SchedMgt, T4S, TcVis Mockup, TcSSO, SEEC, Multi-CAD
BCT-Inspector Neutral v22R2
---------------------------------------------
[testing]
NX2412(2412.8900) + SE2023 U6 + TC13.3.0.3, RAC +AWC6.3.12
BCT-Inspector Neutral v22R2
@M7720 Win10 (22H2)
---------------------------------------------
[unstable]
NX2512(2512.4001) + TC2512.2602
|
erstellt am: 02. Nov. 2015 07:11 <-- editieren / zitieren --> Unities abgeben: Nur für CAmembert
Zitat:
Original erstellt von CAmembert:
...
Die Frage ist jetzt wirklich, was ist richtig.
Wer kann einem so etwas beantworten!?
...
Die Lösung ist an sich einfach :
Auf der Zeichnung eindeutig angeben, dann muss man mehr machen als nur einen Standard Schriftkopf verwenden... Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
CAmembert
Mitglied
Beiträge: 45
Registriert: 23.12.2006
|
erstellt am: 02. Nov. 2015 07:28 <-- editieren / zitieren --> Unities abgeben:
|
ThoMay
Ehrenmitglied V.I.P. h.c.
Konstrukteur
Beiträge: 5260
Registriert: 15.04.2007 SWX 2019
Windows 10 x64
|
erstellt am: 02. Nov. 2015 19:47 <-- editieren / zitieren --> Unities abgeben: Nur für CAmembert
Hallo CAmembert. Du schreibst:
Zitat:
@ ThoMay, leider kann ich dieses "es gilt pauschal für alles die 2768 mK" nicht aus deiner Quelle herauslesen
Das steht in der ersten Zeile des 2ten Links.
Zitat:
Im Schriftfeld einer Technischen Zeichnung wird mit dem Kürzel: ISO2768-m (mittel) die Toleranz für die gesamte Zeichnung festgelegt.
Wenn du eine technische Zeichnung hast, so wird die nach festgelegten Regularien (Normen) erstellt. Dies bedeutet, du musst eine Toleranzangabe machen. Steht diese im Schriftfeld, so ist sie allgemeingültig für diese eine Zeichnung. Willst du davon Ausnahmen machen, so erkläre dies mit zusätzlichen Texten. Wird dieses vergessen, so gilt die Allgemeinangabe.
Beispiel Handskizze:
Da steht keine allgemeinangabe drauf => Kannst halten wie du willst. Nicht das, was der Lesende zwischen den Zeile denkt gilt, sondern Wort für Wort ohne Interpretation der Text auf der Zeichnung. Immer frei nach dem Satz:
Die Zeichnung ist ein Dokument und hat eindeutig zu sein. Gruß
ThoMay ------------------
Hast du Fragen?
Brauchst du 
Schaut mal nach im Bereich
Alle Foren => Wissenstransfer.
oder
Konstrukteure Online hier bei CAD.de
Richtig fragen -
Nettiquette - Konstruktionshilfen - Systeminfo - Unities - CAD Freeware - Forenübersicht - 3D Modelle - SolidWorks Videos Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
CAmembert
Mitglied
Beiträge: 45
Registriert: 23.12.2006
|
erstellt am: 03. Nov. 2015 00:07 <-- editieren / zitieren --> Unities abgeben:
Zitat:
Willst du davon Ausnahmen machen, so erkläre dies mit zusätzlichen Texten.Wird dieses vergessen, so gilt die Allgemeinangabe.
Beispiel Handskizze:
Da steht keine allgemeinangabe drauf => Kannst halten wie du willst.
@ThoMay: Ist die dort erfolgte Angabe nach ISO 9013-221 nicht die entsprechende Erklärung der Ausnahme? Wie meinst du den Punkt "Kannst du halten wie du willst."? Danke. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
alex
Mitglied
Produktentwicklung / Produktmanagement / Dipl.-Ing. (FH)
Beiträge: 789
Registriert: 25.07.2000 ME10 8.70G
I-deas 12 NX
NX 6 / NX 7.5 mit Teamcenter 8
Inventor 10/2010/2011/
2013/2014/2015/2019
ProE Wildfire 3
SolidWorks 2019/2021
|
erstellt am: 03. Nov. 2015 09:00 <-- editieren / zitieren --> Unities abgeben: Nur für CAmembert
Unendliche Diskusionen .... Ich bemaße in der Regel das Fertigteil, also das gebogene Blech. Die Abwicklung dient nur zur Information mit Außenmaßen in Klammern. Das steht dann aber auch über der Abwickling so über der Abwicklungsansicht. Die Abwicklung sollte der Fertiger erzeugen, Biegeradien sind mit dem Fertiger abzusprechen. Vor Fertigung der Teile und Fertigstellung der Zeichnung ist ein Gespräch mit dem Lieferanten hilfreich und vermeidet später unnötigen Ausschuß. P.S.: Hilfreich ist auch eine Lieferantenvereinbarung in dem auch toleranztechnische Dinge vereinbart sind.
Gruß Alex
[Diese Nachricht wurde von alex am 03. Nov. 2015 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
ThoMay
Ehrenmitglied V.I.P. h.c.
Konstrukteur
Beiträge: 5260
Registriert: 15.04.2007 SWX 2019
Windows 10 x64
|
erstellt am: 03. Nov. 2015 20:14 <-- editieren / zitieren --> Unities abgeben: Nur für CAmembert
Hallo Alex und CAmembert. Alex schreibt:
Zitat:
Ich bemaße in der Regel das Fertigteil, also das gebogene Blech.
Eben. Aber wen du ein Biegeteil hast wird das erst mal grundsätzlich nach den Toleranzen der 9013 zu fertigen sein.
Da du aber diese nicht als Allgemeintoleranz in deinem Schriftfeld hast sondern die 2768.... Du must halt die beiden Normen in der Zeichnung verwenden.
Allgemeine im Schriftfeld und Ausnähmliche textlich über dem Schriftfeld.
Die Absprachen mit dem Fertiger setzt du dann aber bitte auch in der Zeichnung um, gelle?
@CAmembert Wenn du m,it eine Handskizze zum Fertiger gehst und der dir das Teil anfertigt, darfst du dich nicht wundern wenn die Teile mal 1mm zu lag, zu krumm, aus dem Winkel sind. Kommt zwar nicht vor, aber du darft keinen Anspruch an die Toleranzen stellen. Gruß
ThoMay ------------------
Hast du Fragen?
Brauchst du
Schaut mal nach im Bereich
Alle Foren => Wissenstransfer.
oder
Konstrukteure Online hier bei CAD.de
Richtig fragen -
Nettiquette - Konstruktionshilfen - Systeminfo - Unities - CAD Freeware - Forenübersicht - 3D Modelle - SolidWorks Videos Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
CAmembert
Mitglied
Beiträge: 45
Registriert: 23.12.2006
|
erstellt am: 03. Nov. 2015 20:36 <-- editieren / zitieren --> Unities abgeben:
Zitat:
Du must halt die beiden Normen in der Zeichnung verwenden.
Allgemeine im Schriftfeld und Ausnähmliche textlich über dem Schriftfeld.
Ist dieses "ausnämlich" über dem Textfeld nicht durch die Angabe der 9013-221 so wie dargestellt erfolgt?
Wie sollte das deiner Meinung nach ausschauen? Besten Dank. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Andreas Gawin
Moderator
Blechschlosser Metallbauermeister
    

Beiträge: 3680
Registriert: 24.02.2006 Product Design Suite Ultimate 2021
Inventor 2025
AutoCad Mechanical 2025
FARO S70 Laserscanner
FARO Scene 2025
WIN10-96 GB
WIN11-96 GB
RTX 4000 Ada
Spacemouse Enterprise
|
erstellt am: 04. Nov. 2015 07:39 <-- editieren / zitieren --> Unities abgeben: Nur für CAmembert
Guten Morgen! Voll bemaßte Abwicklungen kommen in der Regel nur in der eigenen Fertigung oder beim langjährig bekannten Zulieferer zum Einsatz. Denn passende Werkstücke können nur hergestellt werden, wenn in der Abwicklungsbeschreibung alle Parameter der Prozesskette angegeben werden: Hier ein Beispiel für die Fertigung auf einer Gesenkbiegepresse -Blechstärke 2mm
-Abzugswert: 3,85mm/90 Grad
-Biegeverfahren: Freibiegen auf der Gesenkbiegepresse
-Oberwerkzeug: Radius 2,5
-Unterwerkzeug: Matrizenweite 18mm Nach Erhalt dieser Angaben muss die Fertigung sicherstellen, dass sie mit dem zu verwendenden Material tatsächlich maßlich innerhalb der Grenzen des vorgegebenen Abzugswertes bleibt. Das wird für gewöhnlich im praktischen Versuch sichergestellt. Für eine Vergabe an unbekannte Fremdfertiger wird grundsätzlich das Fertigteil bemaßt und toleriert, niemals die Blechabwicklung. Wenn gewünscht kann selbstverständlich eine unverbindliche Abwicklungsansicht mit Grobmaßen dargestellt werden, jedoch immer mit dem Hinweis auf die Notwendigkeit der Anpassung aller Maße durch den Fertigungsbetrieb. Eine Fertigung im Fremdbetrieb rein nach tolerierter Abwicklung ist nur theoretisch möglich. Sollte auf diesem Wege ein hochpräzises Biegeteil gefertigt werden müssen, wäre neben dem Tolerieren der Blechstärke das Dokumentieren und Tolerieren der eingesetzten Umformwerkzeuge unumgänglich. Diese unterliegen natürlich auch einem sehr geringen, aber vorhandenem Verschleiß. In der Praxis wird das aber nicht durchgeführt, da die praktische Umsetzbarkeit nicht gegeben ist.
Tatsächlich wird das Fertigteil vermaßt und toleriert. Ob per Norm oder am Teil ist im Einzelfall zu entscheiden. Es ist alles keine Frage der Toleranzen, sondern der technisch sinnvollen Darstellung.
Für die unbekannte Produktion "ausser Haus" sollte keine voll bemaßte Fertigungsabwicklung beigestellt werden, das schafft nur Probleme. Gruss Andreas ------------------
Neues Cad.de Forum zum Thema Punktwolkenzuschnitt und -handling (Vorstufe zur Verwendung im 3D CAD): >>>Autodesk Recap<<< Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
CAmembert
Mitglied
Beiträge: 45
Registriert: 23.12.2006
|
erstellt am: 05. Nov. 2015 03:07 <-- editieren / zitieren --> Unities abgeben:
|
CAD-Freakle
Mitglied
CAD
Beiträge: 190
Registriert: 05.10.2015 [URL=https://ww3.cad.de/index.php/fachbegriffe/]Wissenswertes[/URL]
|
erstellt am: 05. Nov. 2015 06:06 <-- editieren / zitieren --> Unities abgeben: Nur für CAmembert
|
maikeP
Mitglied
Beiträge: 1
Registriert: 26.06.2024 PTC
CREO
|
erstellt am: 26. Jun. 2024 20:59 <-- editieren / zitieren --> Unities abgeben: Nur für CAmembert
Hallo Zusammen, Sehr interessantes Thema wird hier behandelt. Wir haben gerade eine ähnliche Frage im Raum. Wir stellen Stanz und Biegeteile her, hatten bisher immer eine eigene Allgemeintoleranz vergeben im Schriftkopf für Linear und Winkelmaße. Seit geraumer Zeit wenden wir auch Form und Lagetoleranzen an, wo wir öfter auf zusätzliche ISO Angaben zurückgreifen müssen und diese der Zeichnung hinzufügen. Jetzt wurden wir darauf aufmerksam gemacht (extern) das wir ebenfalls die ISO 2768-m (c-f) angeben sollten, damit unsere Zng vollständig ist. Doch ich war immer der Meinung, wenn man eine eigen gewählte Allgemeintoleranz im Schriftkopf angibt, dann brauchen man die ISO nicht mehr, da die im Schriftkopf für alle nicht toleriereten Masse gilt. RICHTIG? Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |

 Foren auf CAD.de
Foren auf CAD.de