| | |
 | Von der Idee zur Serie - technischer Vorsprung im Werkzeug- und Prototypenbau., eine Pressemitteilung
|
|
Autor
|
Thema: Formfehler Biegewerkzeug (3808 mal gelesen)
|
MartinKern
Mitglied
Mischung Konstrukteur/Werkzeugmacher

   Beiträge: 868
Registriert: 30.10.2002 AIS2025
Win 10 pro
64 Bit
*************************
Siemens 828D
Step4
|

 erstellt am: 30. Jul. 2012 15:18
erstellt am: 30. Jul. 2012 15:18  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
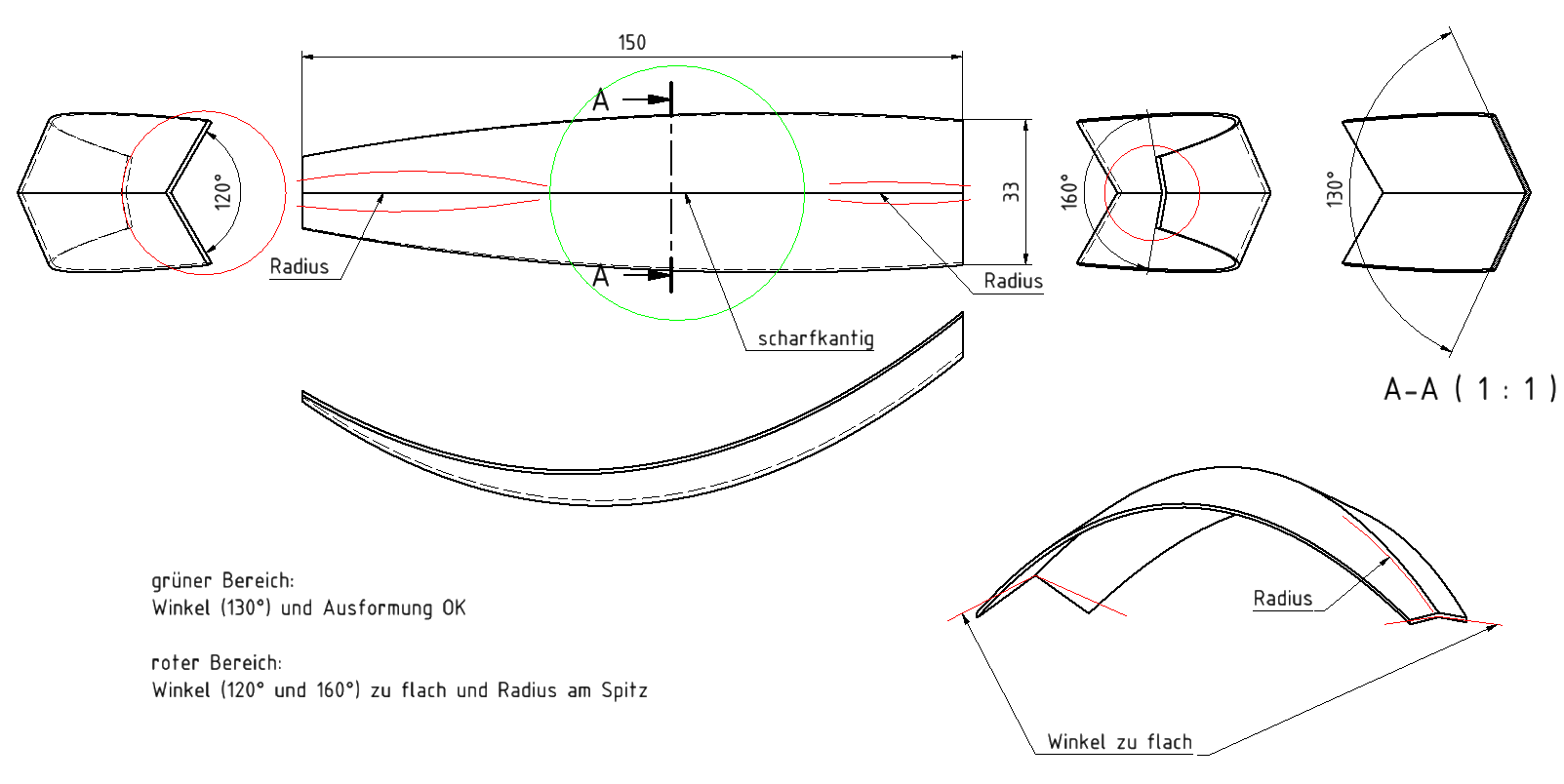
Hallo ihr Freunde des Blechverformens! Ich persönlich komme aus dem Spritzgusswerkzeugbau und habe mehr von Zerspanung als von Blechbearbeiten Ahnung. Darum wende ich mich mit meinem Problem an euch. Es geht um eine Biegewerkzeug. Mit diesem werden Blechteile gebogen. Dies läuft folgendermaßen ab. 2mm dickes ,vorgeglühtes und vorgebogenes Messingblech wird in das Werkzeug gelegt. Dann wird auf einer Presse zusammengefahren. Wenn jetzt die Teile herauskommen, haben sie die Fehler wie im Bild zu sehen ist. Zur weiteren Info.
Oberteil und Unterteil sind wohl festgespannt, aber nicht zueinander geführt. Also es gibt keine Säulenführung oder ähnliches.
Oberteil und Unterteil entsprechen exakt der Werkstückkontur.
Es gibt also kein überbiegen. Der mittlere Teil des Werkstückes ist im Grunde akzeptabel. Was meint ihr, warum ist das Ergebnis so, wie es aussieht? Gruß aus dem sonnigen Wien, Martin
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Andreas Gawin
Moderator
Blechschlosser Metallbauermeister
    

Beiträge: 3680
Registriert: 24.02.2006 Product Design Suite Ultimate 2021
Inventor 2025
AutoCad Mechanical 2025
FARO S70 Laserscanner
FARO Scene 2025
WIN10-96 GB
WIN11-96 GB
RTX 4000 Ada
Spacemouse Enterprise
|
erstellt am: 30. Jul. 2012 23:19 <-- editieren / zitieren --> Unities abgeben: Nur für MartinKern 
Hallo Martin! Meine Erfahrungen über Umformteile die unter Verwendung speziell hergestellter Presswerkzeuge
hergestellt werden, beschränken sich auch einen recht kleinen Bereich.
Ich vermute einfach mal, dass durch das Formpressen Spannungen in das Werkstück eingebracht werden, die sich ungleichmässig auswirken (an den Werkstückenden verstärkt). Eine mögliche Lösung wäre die versuchsweise Änderung der Pressformen zur Ermittlung des Ergebnisses: Vom Abweichen der 1:1 Form hin zu der Überbiegung der Enden, die (noch) zu stumpf abgewinkelt sind. Wenn das wirklich recht genaue Werkstücke werden sollen, kann das im Eigenbau zur endlosen Bastelei ausarten. Im Zweifelsfalle frag doch mal einen der vielen Hersteller für Sonderwerkzeuge an.
Das Bauchgefühl vermutet einen Werkzeugpreis im Breich von 4000.- bis ca 8000.- (je nach Ausführungsgüte und Belastbarkeit). Zur Führung der Werkzeuge: Das wird nicht die Ursache für die Abweichungen sein. Natürlich ist eine satte mechanische Zwangsführung immer von Vorteil (schon wegen der hohen Positioniergenauigkeit). Sie ist jedoch nicht Bedingung, wenn eingesetzte Maschine ein präzises Einrichten und solides Aufspannen der Werkzeuge gewährleistet. Andreas Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
MartinKern
Mitglied
Mischung Konstrukteur/Werkzeugmacher
Beiträge: 868
Registriert: 30.10.2002
|
erstellt am: 31. Jul. 2012 08:04 <-- editieren / zitieren --> Unities abgeben:
Hallo Andreas! Zunächst mal danke für deine Informationen! Eine versuchsweise Änderung der Form wird es wahrscheinlich wegen Zeitmangels nicht geben. Eine Überbiegung der Enden führt wahrscheinlich am ehesten zum Ziel. Was ich mir auch schon gedacht habe, kann es sein, das das Werkzeug am Rand die nötige Kraft nicht aufbringt? Dass es also in der Mitte mehr drückt und deswegen die Enden nicht ausgeformt sind? Der Tipp, Hersteller für Sonderwerkzeuge zu kontaktieren ist auch sehr gut. Ich hoffe ich finde jemand der mir Auskunft geben wird. Nochmal Danke für dein Feedback! Schönen Tag,
Martin
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
GWS
Ehrenmitglied V.I.P. h.c.
Konstrukteur Sondermaschinenbau

Beiträge: 2454
Registriert: 23.07.2001 Zurzeit kein CAD zur Verfügung
|
erstellt am: 31. Jul. 2012 09:17 <-- editieren / zitieren --> Unities abgeben: Nur für MartinKern
Zitat:
Original erstellt von MartinKern:Was ich mir auch schon gedacht habe, kann es sein, das das Werkzeug am Rand die nötige Kraft nicht aufbringt? Dass es also in der Mitte mehr drückt und deswegen die Enden nicht ausgeformt sind?
Die Überlegung beinhaltet, dass sich das Werkzeug deutlich elastisch verformt, ansonsten sind die Kräfte (zumindest in Pressrichtung) im ganzen Werkzeug gleich. Der Effekt könnte auftreten, wenn sich die Materialstärken durch das Tiefziehen stark verändern und das Prägewerkzeug praktisch auf der dicksten Stelle aufsitzt und im dünneren Bereich einen kleinen Spalt aufweist. Dass sich dort das Material um die Innenmatritze mit den üblichen Biegeradien rumbiegt, aber von der äußeren nicht mehr in die gewünschte scharfkantige Form gepresst wird. Kannst du die Blechdicken an den verschiedenen Stellen nachmessen? Wenn die Theorie zutrifft, müsstest du dir vor der Werkzeugkonstruktion über die entstehenden Wanddicken Gedanken machen (Simulation?) und dann das Werkzeug auf diese Wanddicken auslegen.
Grüße Günter
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
MartinKern
Mitglied
Mischung Konstrukteur/Werkzeugmacher
Beiträge: 868
Registriert: 30.10.2002
|
erstellt am: 31. Jul. 2012 13:32 <-- editieren / zitieren --> Unities abgeben:
Hallo Günter! Danke für deine Antwort! Die Blechdicke ist doch recht unterschiedlich am fertigen Produkt. In Summe fast 0,1mm. Das Rohmaterial kann ich leider nicht überprüfen. Ob sich das Werkzeug während des Biegens verformt, entzieht sich leider auch meiner Kenntnis. Schönen Gruß,
Martin
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
GWS
Ehrenmitglied V.I.P. h.c.
Konstrukteur Sondermaschinenbau
Beiträge: 2454
Registriert: 23.07.2001 Zurzeit kein CAD zur Verfügung
|
erstellt am: 31. Jul. 2012 14:57 <-- editieren / zitieren --> Unities abgeben: Nur für MartinKern
Das sich das Werkzeug während des Pressens maßgeblich elastisch verformt halte ich für unwahrscheinlich. Das war mehr ein Denkansatz, der gegen deine Theorie von wegen nötige Kraft spricht. Ich hab jetzt keine Lösung, um dein Problem zeitnah und mit wenig Aufwand aus der Welt zu schaffen, aber einen verrückten Versuch: Kannst du auf das Blech nach dem Tiefziehen auf die kritischen Flächen ein paar Lagen Alufolie (aus der Küche) auflegen (bei einer Foliendicke von round about 25µm entsprechend 4-6 Lagen)und nochmal die Presse zufahren und gucken, was raus kommt? Nur um die Theorie zu unterfüttern.... Aber Vorsicht, das Alu könnte dir den Stempel verschmieren. Vielleicht gibt es auch eine Messingfolie mit ein paar 1/100 oder 1/10, die du unterlegen könntest. Grüße Günter Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
MartinKern
Mitglied
Mischung Konstrukteur/Werkzeugmacher
Beiträge: 868
Registriert: 30.10.2002
|
erstellt am: 01. Aug. 2012 10:57 <-- editieren / zitieren --> Unities abgeben:
Hallo Günter! Das mit der Folie klingt vielversprechend! Ich werde es an die Leute weitergeben die es machen. Ich hoffe auf deren Feedback und werde euch berichten wenn sie sich gemeldet haben. Danke für den Hinweis und schönen Tag! Gruß, Martin Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Doc Snyder
Ehrenmitglied V.I.P. h.c.
Dr.-Ing. Maschinenbau, Entwicklung & Konstruktion von Spezialmaschinen

Beiträge: 13772
Registriert: 02.04.2004 3D-CAD Inventor
|
erstellt am: 02. Aug. 2012 15:20 <-- editieren / zitieren --> Unities abgeben: Nur für MartinKern
Moin! Der Fehler lässt sich IMHO nicht mit Bruchteilen von Millimetern erklären. Meiner Meinung nach deuten die Symptome darauf hin, dass das Werkzeug an den Enden einfach nicht vollständig schließt, also entweder falsch geformt ist oder sich unter Last webiegt. Bitte ein Bild von dem Werkzeug und der Krafteinleitung! ------------------
Roland
www.Das-Entwicklungsbuero.de It's not the hammer - it's the way you hit! Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
MartinKern
Mitglied
Mischung Konstrukteur/Werkzeugmacher
Beiträge: 868
Registriert: 30.10.2002
|
erstellt am: 03. Aug. 2012 13:05 <-- editieren / zitieren --> Unities abgeben:
Hallo! Ich kann im Moment wegen Urlaub leider keine Bilder oder Infos zur Verfügung stellen. Sobald ich aber etwas habe melde ich mich wieder! Dank an alle für die bisherigen Infos! Gruß, Martin Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
MABI
Ehrenmitglied
Leuchtenbauer
Beiträge: 1978
Registriert: 18.12.2003 MegaCAD unfold 2021-Metall 3D (64)
noch verfügbar
mit Verzögerung
unfold 2012-2015 (32)
unfold 2016-19 (64)
Adobe Acrobat-3D
|
erstellt am: 03. Aug. 2012 13:07 <-- editieren / zitieren --> Unities abgeben: Nur für MartinKern
Hallo Martin, es wird einfach ein ganz normaler physikalischer Effekt sein.
Messingblech verändert seine Eigenschaften während des Biegens erheblich.
Aus einem sehr weichen Material (richtiger Weise glüht ihr auch vor dem Biegen) wird ein sehr hartes Material. Aus diesem Grund glühen wir bei starken Verformungen auch mehrmals. Mit Vorbiegewerkzeugen wird das Blech in die annähernde Form gebracht nochmals weich geglüht und dann erst fertig gepresst.
Man kann auch versuchen das Werkstück nochmals weich zu glühen und dann ein zweites Mal zu pressen.
------------------
Gruß Matthias  bald bin ich groß bald bin ich groß Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Doc Snyder
Ehrenmitglied V.I.P. h.c.
Dr.-Ing. Maschinenbau, Entwicklung & Konstruktion von Spezialmaschinen
Beiträge: 13772
Registriert: 02.04.2004 3D-CAD Inventor
|
 erstellt am: 15. Aug. 2012 00:11 <-- editieren / zitieren --> Unities abgeben: Nur für MartinKern
erstellt am: 15. Aug. 2012 00:11 <-- editieren / zitieren --> Unities abgeben: Nur für MartinKern
Zitat:
Original erstellt von MABI:
...wird ein sehr hartes Material. ...
Dann würde es aber an den besagten Stellen einfach brechen. Und in der Mitte nimmt dasselbe Material den scharfen Knick doch an. Ich bleibe dabei, dass die Pressform außen nachgibt. ------------------
Roland
www.Das-Entwicklungsbuero.de It's not the hammer - it's the way you hit! Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
ThoMay
Ehrenmitglied V.I.P. h.c.
Konstrukteur

Beiträge: 5260
Registriert: 15.04.2007 SWX 2019
Windows 10 x64
|
erstellt am: 15. Aug. 2012 05:49 <-- editieren / zitieren --> Unities abgeben: Nur für MartinKern
Hallo Martin. Doc Snyder schreibt:
Zitat:
Ich bleibe dabei, dass die Pressform außen nachgibt.
Dem will ich nicht ganz zustimmen.
Wenn die Form sich so aussen verbiegt, das dort ein "Biegeradius entsteht, müsste meines Erachtens bei der V - Form die Flanken nach aussen aufgehen.
Mir scheint es eher wahrscheinlich das der Stempel und das Gesenk unteerschiedliche Geometrien haben. Hast du das mal nachmessen lassen?
Um da ganz sicher zu gehen am besten auf eine Messmaschine. Es sieht mir auch so aus, das das fliesende Material in der Muitte bei dem spitzen Winkel nicht so recht den Platz findet. Es ist real so, das das Material nich exakt so gleichmäßig fließt, wie es der Konstrukteur berechnet.  Gruß
ThoMay ------------------
Hast du Fragen?
Brauchst du 
Schaut mal nach im Bereich
Alle Foren => Wissenstransfer.
oder
Konstrukteure Online hier bei CAD.de
Richtig fragen -
Nettiquette - Konstruktionshilfen - Systeminfo - Unities - CAD Freeware - Forenübersicht - 3D Modelle - SolidWorks Videos Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
MABI
Ehrenmitglied
Leuchtenbauer
Beiträge: 1978
Registriert: 18.12.2003
|
erstellt am: 15. Aug. 2012 09:51 <-- editieren / zitieren --> Unities abgeben: Nur für MartinKern
Hallo Roland, auf Grund der größeren Oberfläche und der Verfügbarkeit von mehr Fließmaterial entsteht in der Mitte der scharfkantige Knick.
Im Randbereich verhält es sich etwas anders. Sowohl die Kraftverteilung im Werkzeug als auch die Verfügbarkeit des Materials erschwert die Formgebung. Dies bestätigt sich für mich in der Skizze, da der Radiusbereich auf der schmalen Seite größer dargestellt ist. Dem kann man entgegenwirken indem man dem Zuschnitt mehr Material zur Verfügung stellt und ein zusätzliches Randbeschneidungswerkzeug einsetzt. In diesem Fall allerdings existiert ja schon ein Werkzeug und da braucht man eine andere Lösung.
Die Bruch- und Dehngrenze des Materials ist noch nicht erreicht, so dass die Zähigkeit (Federwirkung) das Material wieder zurückbiegt.
Natürlich spielt auch der Aufbau des Werkzeuges eine entscheidende Rolle und wie ThoMay richtig anmerkt: "Es ist real so, das das Material nich exakt so gleichmäßig fließt, wie es der Konstrukteur berechnet." Ansonsten sind unsere Anmerkungen sowieso eher theoretisch, da wir uns nur auf das hier Ausgeführte beziehen können.  ------------------
Gruß Matthias bald bin ich groß Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Jens2001
Mitglied
Ingenieur
Beiträge: 558
Registriert: 27.09.2004 Compaq/HP Dual Xeon P4 2x2 GHz Worstation
1,5 GB RAM
Garfik: Wildcat VP880
CAD: Pro/E Wildfire 2.0
FEM: Ansys 10, Workbench 10
|
erstellt am: 04. Jan. 2013 18:18 <-- editieren / zitieren --> Unities abgeben: Nur für MartinKern
Hallo, ich behaupte mal ganz frech, dass das Werkstück nach dem Biegen unter Eigenspannung steht, und zwar unter anderem in Längsrichtung und diese verursachen das federnde Aufbiegen an den Enden! lg Jens Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |

 Foren auf CAD.de
Foren auf CAD.de