| | |
 | Von der Idee zur Serie - technischer Vorsprung im Werkzeug- und Prototypenbau., eine Pressemitteilung
|
|
Autor
|
Thema: Blechlasche (4841 mal gelesen)
|
Rotax016
Mitglied
Techniker
   Beiträge: 4
Registriert: 05.08.2008
|

 erstellt am: 06. Dez. 2010 20:13
erstellt am: 06. Dez. 2010 20:13  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
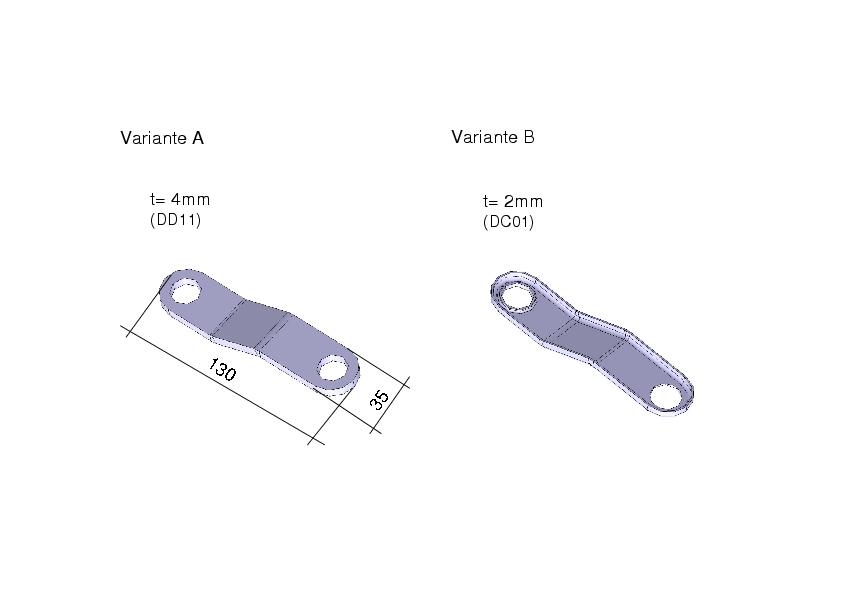
Guten Tag, ich habe eine Frage hinsichtlich der Herstellung einer Blechlasche mit umlaufenden Flansch und evtl. Durchzug zur Bohrungsverstärkung.(s.Bild)
Hintergrund: bisher wurde das Teil aus Vollmaterial hergestellt. Aus Gewichtsgründen soll die Materialstärke reduziert und eine Versteifung durch umlaufenden Blechflansch erreicht werden.
Die auftretenden Spannungen und Verformungen sind ok.. Stückzahl 50.000 p.a..
Da ich nicht aus dem Blechbereich komme und ich keine Erfahrung mit der Herstellung solcher Teile habe finde ich hier vielleicht Antworten. -Ist die Herstellung des umlaufenden Flansches bei geringerer Blechstärke im allgemeinen soviel aufwändiger (Da Flansch und die Stufe in einem einzelnen Arbeitsgang erstellt werden müssen?), das sich trotz Materialeinsparung die Variante aus Vollmaterial rechnet? -Ist der Flansch denn so kritisch hinsichtlich Einreißen? -Sind die höheren Umformkräfte, dadurch geringere Werkzeugstandzeiten,stärkere Maschinen bei Vollmaterial nicht auch ein nicht zu vernachlässigender Aspekt der für den Halter mit Flansch spricht? -Vielleicht ist die Antwort auch ganz einfach: Vergiß den Blechflansch weil... Danke und Gruß, Torsten Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Blechi
Mitglied
Techniker / Geschäftsleiter

Beiträge: 374
Registriert: 26.12.2001 VISI CAD 20 (Progress)
TurboCAD 21.2 Platinum 64bit,
TC CAM Plug-in 3.5 (auf 32bit)
(TC seit Pro 6)
Intel Core i7-3770, 4 x 3.4GHz
8GB DDR3 RAM / 100GB SSD / 1TB HD
NVIDIA GeForce 605 (1GB)
Win7 Pro 64bit
|
erstellt am: 06. Dez. 2010 22:36 <-- editieren / zitieren --> Unities abgeben: Nur für Rotax016 
Hallo Torsten Wäre die Versteifung auch in Form einer (oder halt 2) Sicke(n) vorstellbar? - Das wäre sicher wesentlich einfacher herzustellen. Ich habe schon lange nichts mehr mit der Hersetellung von Folgeverbundwerkzeugen zu tun, deshalb kann ich deine Fragen nur mit Vorbehalt beantworten: -Das Werkzeug wird mit dem umlaufenden Flansch sicher wesentlich teurer werden. Ob die höheren Werkzeugkosten durch die Einsparung beim (billigen) Eisen je ammortisiert werden, hängt vom erwarteten Produktlebenszyklus ab. Das Werkzeug ohne Flansch ist extrem simpel, mit Flansch wird die Anbindung an den Streifen eine Herausforderung sein. Ausserdem denke ich, dass mehr Abfall entsteht. -Wegen dem Einreissen hätte ich keine Bedenken. -Die Umformkräfte beim Ziehen des Flansches sind sicher höher als beim Pressen der zwei Biegungen, alleine die Stanzkraft wird bei 4mm höher sein. Die Werkzeugabnutzung wird beim 4er kaum höher sein als beim 2er Material, nur wird die Wartung (schärfen) des einfacheren Werkzeugs sicher weniger aufwändig sein. Bezüglich stärke der Maschine würde ich mir keine Gedanken machen, die Stanzbetriebe sind schon eingerichtet dafür. -Meine (nicht Ingenieur, nur Kleinserien-Blechverarbeiter) Meinung: Wenn du Gewicht sparen musst, dann prüfe zuerst die Sicke, wenn das nicht geht, dann wird dein Flansch schon umgesetzt werden können. Falls die Gewichsteinsparung nicht so dringend ist, dann lass das Teil so simpel wie es ist. Gruss Kurt Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Krümmel
Ehrenmitglied V.I.P. h.c.
Konstrukteur mit rotierter Vergangenheit

Beiträge: 6255
Registriert: 14.09.2008 Was mit SWX so alles geht ;-)
|
 erstellt am: 06. Dez. 2010 23:06 <-- editieren / zitieren --> Unities abgeben: Nur für Rotax016
erstellt am: 06. Dez. 2010 23:06 <-- editieren / zitieren --> Unities abgeben: Nur für Rotax016
Hallo, würde mir auch mal Gedanken um die Nachbearbeitung machen! Da wird mit Sicherheit mehr Grat entstehen der manuell abgeschliffen werden muss. Ob das billiger ist?
MfG
Andreas 
------------------
Stillstand ist Rückschritt Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
ThoMay
Ehrenmitglied V.I.P. h.c.
Konstrukteur

Beiträge: 5260
Registriert: 15.04.2007 SWX 2019
Windows 10 x64
|
erstellt am: 07. Dez. 2010 05:10 <-- editieren / zitieren --> Unities abgeben: Nur für Rotax016
|
Blechi
Mitglied
Techniker / Geschäftsleiter
Beiträge: 374
Registriert: 26.12.2001 VISI CAD 20 (Progress)
TurboCAD 21.2 Platinum 64bit,
TC CAM Plug-in 3.5 (auf 32bit)
(TC seit Pro 6)
Intel Core i7-3770, 4 x 3.4GHz
8GB DDR3 RAM / 100GB SSD / 1TB HD
NVIDIA GeForce 605 (1GB)
Win7 Pro 64bit
|
erstellt am: 07. Dez. 2010 07:56 <-- editieren / zitieren --> Unities abgeben: Nur für Rotax016
Hallo Thorsten Je nach Anwendung könntest du vielleicht einfach dünneres Material mit höherer Zugfestigkeit verwenden, z.B. einen 1.4310 +C1300 (rostbeständiger Federbandstahl X12CrNi18-8, 1300 - 1500 N/mm2), Dicke 1.2 oder 1.5 (abhängig von der Zugfestigkeit des bestehenden Teils)? Bei dieser Variante wird aber das Werkzeug auf jeden Fall stärker beansprucht. Gruss Kurt Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Andreas Gawin
Moderator
Blechschlosser Metallbauermeister
    

Beiträge: 3680
Registriert: 24.02.2006 Product Design Suite Ultimate 2021
Inventor 2025
AutoCad Mechanical 2025
FARO S70 Laserscanner
FARO Scene 2025
WIN10-96 GB
WIN11-96 GB
RTX 4000 Ada
Spacemouse Enterprise
|
erstellt am: 07. Dez. 2010 13:00 <-- editieren / zitieren --> Unities abgeben: Nur für Rotax016
Mahlzeit! Über die Belastbarkeit des Umformwerkzeuges würde ich mir weniger Gedanken machen (ausser man würde alle Bauteile komplett selbst herstellen), eigentlich zählen nur zwei Gesichtspunkte: 1.) der Preis der Pressteile
2.) die Belastbarkeit der Pressteile
Zu 1.): Holst Du Dir einfach Angebote ein, wobei es sicher sinnvoller ist einen zum Umformen besser geeigneten Werkstoff zu verwenden (DC03 oder besser)
Zu 2.) hätte ich Bedenken: Wenn bisher 4mm Materialquerschnitt notwendig waren, um die Funktion und dauerhafte Belastbarkeit zu gewährleisten, kann ich mir nicht vorstellen, durch die gepresste Version mit so geringem Randauftrag eine dauerhafte, vergleichbare Belastbarkeit des Bauteils zu erreichen. Ehrlich gesagt sehe ich in den Ecken geradezu Sollknick- bzw. Sollbruchstellen. Meiner Meinung nach sollte die gesamte Konstruktion überarbeitet werden, wenn nicht (wie bereits vorgeschlagen) ein hochfestes Material mit geringerer Dichte anstatt des 4mm Stahlbleches eingesetzt werden kann. Gruss Andreas Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Peterpaul
Mitglied
Mb Ing.
Beiträge: 386
Registriert: 09.09.2003 Inventor 9 SP4; Inventor 11;
Solid Works Office Premium 2007
|
erstellt am: 09. Dez. 2010 13:09 <-- editieren / zitieren --> Unities abgeben: Nur für Rotax016
|
Andreas Gawin
Moderator
Blechschlosser Metallbauermeister
Beiträge: 3680
Registriert: 24.02.2006 Product Design Suite Ultimate 2021
Inventor 2025
AutoCad Mechanical 2025
FARO S70 Laserscanner
FARO Scene 2025
WIN10-96 GB
WIN11-96 GB
RTX 4000 Ada
Spacemouse Enterprise
|
erstellt am: 20. Dez. 2010 12:56 <-- editieren / zitieren --> Unities abgeben: Nur für Rotax016
|
Peterpaul
Mitglied
Mb Ing.
Beiträge: 386
Registriert: 09.09.2003 Inventor 9 SP4; Inventor 11;
Solid Works Office Premium 2007
|
erstellt am: 10. Feb. 2011 13:13 <-- editieren / zitieren --> Unities abgeben: Nur für Rotax016
|
Manfred Gündchen
Ehrenmitglied V.I.P. h.c.
SelbstständIng mit Planungsbüro Anlagenbau, Dipl.-Ing.-Maschinenbau
Beiträge: 2697
Registriert: 08.03.2008 IV seit den 5.3Er
aus guten Gründen und aus Überzeugung "immer noch" der 2014Ner
WIN7pro-64bit
|
 erstellt am: 16. Jul. 2011 02:40 <-- editieren / zitieren --> Unities abgeben: Nur für Rotax016
erstellt am: 16. Jul. 2011 02:40 <-- editieren / zitieren --> Unities abgeben: Nur für Rotax016
Tja, wohl wieder so ein Hinterngesicht, das meint, dass Forum abkochen zu müssen... ------------------
In diesem Sinne wünsche ich allen, weiterhin effektives Schaffen
----------------
Manfred Gündchen
www.guendchen.com Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |

 Foren auf CAD.de
Foren auf CAD.de