| | |  | Gut zu wissen: Hilfreiche Tipps und Tricks aus der Praxis prägnant, und auf den Punkt gebracht für Autodesk Produkte | | | |  | SMW-Autoblok baut in der Konstruktion auf SolidWorks und Phoenix/PLM , ein Anwenderbericht
|
|
Autor
|
Thema: Backenwerkzeug (3135 mal gelesen)
|
gummball
Mitglied
Techniker Anlagen_Maschinebau

   Beiträge: 37
Registriert: 16.01.2009 Core i7-13650HX 32GB Ram Win11 IV2019/2023 /Nvidia 4080
Anwender Inventor, Vault
|

 erstellt am: 10. Mrz. 2015 09:42
erstellt am: 10. Mrz. 2015 09:42  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
Guten Morgen Ihr wissenden  Ich bin am Verzweifeln..
Ich bekomme das mit der Formbaugruppe nicht hin und bei der Kern/kavität funktion steig ich auch nich rein..
Ich habe mir von Meusburger ein Backenwerzeug generieren lassen und möchte das in die Formbaugruppe
reinladen .. geht nur bedingt, es wird meilen weit weg vom Bauteil weggesetzt und ich bekomm ne Meldung das das keine IV Formbaugruppe ist
Das andere Problem ist, wenn ich die Kern/Kavität funktion benutze um eine Backe reinzuladen und den Kern (beides Meusburger Normalien)
sind die auch meilen weit weg.
Übersehe ich da was? was mach ich verkehrt.. ?
Ich möchte dann wenn es klappt alles im Moldflow advisor simulieren (Kühlkanäle Anguss Bauteilfüllung) die simulation von bauteil und und aguss hab ichhinbekommen und Simulation steht aber ich hab ne zykluszeit von 120s ?
(Siehe Bild) Gruss
gummball
------------------
umsonst ist der Tod und der kostet das Leben Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Ex-Mitglied
|
erstellt am: 10. Mrz. 2015 11:42
- Inhaltsloser Beitrag - |
MoldMan
Mitglied
Werkzeugkonstrukteur + Admin
Beiträge: 49
Registriert: 12.06.2012 Wassergekühlt, Win7 64bit Ultimate,
Xeon W3680, Quadro 4000, 24GB RAM, AutoCAD 2010, Inventor Prof. 2017, Moldflow Adviser
|
erstellt am: 10. Mrz. 2015 12:49 <-- editieren / zitieren --> Unities abgeben: Nur für gummball 
Hallo Gummball, du hast da 2 verschiedene Probleme. 1, Moldflow Das Bild zeigt 80 Sekunden Zykluszeit bei einer Einspritzzeit von 1.7 Sekunden. Die 1.7 Sekunden sind nach der inventor-Berechnungsmethode bei dem angezeigten Füllvolumen realistisch, in der Realität könnte es etwas länger dauern. Die 80 Sekunden vergiss mal ganz schnell, das minimalistische Moldflow in Inventor macht hier was es will und rechnet ganz krude Nachkühlungszeiten raus. Sofern dein Teil recht dickwandig ist kommen manchmal auch noch fantastische Nachdruckzeiten raus. Aussagen über Gesamtzykluszeiten sind nur realistisch wenn du die vollständige Werkzeugkühlung definiert und auch berechnet hast. Was zumindest mit meinem Inventor gar nicht geht sondern nur mit den größeren Adviser bzw. Insight Anwendungen. 2, Anwendung von Tooling
Dein Freund innerhalb von Tooling heisst Formaufbau strukturieren im Tab Formenbaugruppe.
Damit kannst du deinen Meusburger-Datensatz in was Tooling-genehmes umwandeln. Wenn die Teile irgendwo im Weltall rumfliegen
musst du das vorher korrigieren, die Teile müssen zum Inventor-Weltkoordinatensystem sauber positioniert sein.
Die Backen kannst du so gar nicht verwenden, die Kern-Kavität-Funktion in Inventor besteht darauf ihre Bauteile selber zu erzeugen.
Was du machen kannst ist die von Inventor erzeugten Kern-Kavität-Bauteile später in deine importierten Backen über Boolesche Operationen
(Tooling Spezialfunktion benutzen) zu integrieren. Das mal so allgemein.
Wenn du einen Datensatz einstellen kannst kann ich mir das mal genauer ansehen. Noch was grundsätzliches: wie wilst du mit deinem Anguss umgehen, soll der dranbleiben und dann von Hand abgetrennt werden? Gruß,
Richard
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
ftg
Mitglied
Technischer Sklave
Beiträge: 550
Registriert: 16.09.2004 DELL Xeon Workstation
Windows 10 Pro (besser als sein Ruf...)
Inventor Pro 2016
PSP 2011
GAIN Collaboration
|
erstellt am: 10. Mrz. 2015 12:52 <-- editieren / zitieren --> Unities abgeben: Nur für gummball
Ich seh zwar nur 80 sek, aber wenn er so lange kühlt dann hast irgendwo gewaltige Wandstärken. Da hilft wohl nur Auskammern bzw. das Teil in diesen Bereichen anpassen. Solange die Wandstärken nicht passen hilft auch der Advisor nicht weiter.
(Und auch nicht die Inventorversion, die ist hier irrelevant.) Mit dem Backenwerkzeug, keine Ahnung wir fassen das Formenmodul eh nicht mehr an, aber mit 3D Normteilen direkt vom Hersteller
ist so ein einfaches Werkzeug wahrscheinlich schneller zusammengeschustert als im Formmodul.
Wenns nicht unbedingt Meusburger sein muss, nimm das Modul von Hasco, damit gehts Ratzfatz. Edit: Da war schon wieder einer schneller 
------------------
mfg
ftg
[Diese Nachricht wurde von ftg am 10. Mrz. 2015 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
gummball
Mitglied
Techniker Anlagen_Maschinebau
Beiträge: 37
Registriert: 16.01.2009
|
erstellt am: 10. Mrz. 2015 14:07 <-- editieren / zitieren --> Unities abgeben:
Hallo Moldman, Danke für die schnelle antwort. Benutzes Sys ist IV2013 64 Bit SP2 + Moldflow adviser 2013 Schullizenz Ich brauch die Kühl-Kanäle um das Moldflow wie im Bild zu Verbessern. Moldflow Advisor ist vorhanden in Schülerlizenz
Weil ich kann aus Tooling heraus für Moldflowadviser die Daten generieren. was meinst mit Datensatz.. das was ich bisher hab + Generiertem Werkzeug von Meusburger? zu Punkt 2 wie Geht das? ich blick nimmer durch... Danke für die Hilfe Gruss
gummball ------------------
umsonst ist der Tod und der kostet das Leben Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
MoldMan
Mitglied
Werkzeugkonstrukteur + Admin
Beiträge: 49
Registriert: 12.06.2012 Wassergekühlt, Win7 64bit Ultimate,
Xeon W3680, Quadro 4000, 24GB RAM, AutoCAD 2010, Inventor Prof. 2017, Moldflow Adviser
|
erstellt am: 10. Mrz. 2015 14:23 <-- editieren / zitieren --> Unities abgeben: Nur für gummball
Hallo Gummball, ja mach doch mal ein PackandGo von deinem Modell (also Bauteil, Einsätze und das was du von Meusburger hast). Da wird wohl nicht so viel zu optimieren an deinem Teil.
Wie von anderer Seite und auch von mir angemerkt sieht es von hier so aus als ob du ein massives Wandstärken- bzw. Materialanhäufungsproblem hast.
Mit werkzeugtechnischen Maßnahmen wirst du nur minimal was ändern können, du musst da ganz sicher an dein Teil ran.
Also mal die Wanddicken analysieren, eine Nominalwanddicke festlegen und dann frisch ans Werk. Falls dir der große Adviser zur Verfügung steht: der kann die Kühlung mit berechen.
Ist allerdings nur sinnvoll wenn auch die Werkzeugeinsätze vorgegeben sind - Stichwort Masse und Wärmekapazität bzw. Wärmeleitfähigkeit. Formaufbau strukturieren ist eigentlich nicht so kompliziert.
Wenn du deine Daten einstellen kannst kann ich dir ein paar Bilder und Hinweise dazu geben. Gruß,
Richard Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
gummball
Mitglied
Techniker Anlagen_Maschinebau
Beiträge: 37
Registriert: 16.01.2009
|
erstellt am: 11. Mrz. 2015 16:29 <-- editieren / zitieren --> Unities abgeben:
Zitat:
Original erstellt von MoldMan:
Hallo Gummball,
ja mach doch mal ein PackandGo von deinem Modell (also Bauteil, Einsätze und das was du von Meusburger hast).Da wird wohl nicht so viel zu optimieren an deinem Teil.
Wie von anderer Seite und auch von mir angemerkt sieht es von hier so aus als ob du ein massives Wandstärken- bzw. Materialanhäufungsproblem hast.
Mit werkzeugtechnischen Maßnahmen wirst du nur minimal was ändern können, du musst da ganz sicher an dein Teil ran.
Also mal die Wanddicken analysieren, eine Nominalwanddicke festlegen und dann frisch ans Werk. Falls dir der große Adviser zur Verfügung steht: der kann die Kühlung mit berechen.
Ist allerdings nur sinnvoll wenn auch die Werkzeugeinsätze vorgegeben sind - Stichwort Masse und Wärmekapazität bzw. Wärmeleitfähigkeit. Formaufbau strukturieren ist eigentlich nicht so kompliziert.
Wenn du deine Daten einstellen kannst kann ich dir ein paar Bilder und Hinweise dazu geben. Gruß,
Richard
Den BKS hab ich irgenwie hingepfriemelt und das einfügen in Tooling hat auch auf einmal gefunzt weis der geier.. wiso
nach den das gestern abend wohl schief gegangen ist.. noch mal hoch laden..10MB sind doch zu viel..
MoldMan besteht die möglichkeit das du mir beim interpretieren des Moldflow helfen könntest? gruss
gummball ------------------
umsonst ist der Tod und der kostet das Leben Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
MoldMan
Mitglied
Werkzeugkonstrukteur + Admin
Beiträge: 49
Registriert: 12.06.2012 Wassergekühlt, Win7 64bit Ultimate,
Xeon W3680, Quadro 4000, 24GB RAM, AutoCAD 2010, Inventor Prof. 2017, Moldflow Adviser
|
 erstellt am: 11. Mrz. 2015 17:46 <-- editieren / zitieren --> Unities abgeben: Nur für gummball
erstellt am: 11. Mrz. 2015 17:46 <-- editieren / zitieren --> Unities abgeben: Nur für gummball
Hallo Gummball, in dem Zip ist ausser dem Artikel nicht viel drin. Wenn du mir die Moldflowergebnisse zur Verfügung stellen kannst: ich schau sie mir gerne mal an.
Problem wird aber der Adviser sein: dein Teil ist dickwandig und alles andere als kunststoffgerecht konstruiert.
Da wird das im Adviser automatisch generierte Netz wohl eher suboptimal sein.
Für solche Teile benötigst du Insight, mit dem kann man gezielt an die Netzstruktur und die Parameter ran.
Das macht die Ergebnisse zumindest etwas realitätsnäher. Probleme vom Kunststoff her gibt es ganz sicher im Bereich der gerippten Stange:
eine volle Stange mit 7mm Durchmesser bei einer sonstigen Wanddicke von 3mm ist natürlich ungünstig.
Die Stange müsste Innen ausgehöhlt werden, das wäre das erste. Aber auch im Bereich der Kontur sollte man etwas machen.
Daa sind auch viel zu große Bereiche mit dicker Wandstärke.
Dein Material ist mit 30% GF auch nicht so ohne. Also versuch mal die Moldflow-Ergebnisse zu übermitteln.
Dann sehen wir weiter. Mein erster Blick würde nach Füllsicherheit und Qualitätsprognose mal zu den Einfallstellen gehen.
Die Einfallstellen sind die Umkehrfunktion zur Wandstärkenanalyse  Gruß,
Richard Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
gummball
Mitglied
Techniker Anlagen_Maschinebau
Beiträge: 37
Registriert: 16.01.2009
|
erstellt am: 11. Mrz. 2015 20:32 <-- editieren / zitieren --> Unities abgeben:
Zitat:
Original erstellt von MoldMan:
Hallo Gummball,
in dem Zip ist ausser dem Artikel nicht viel drin.Wenn du mir die Moldflowergebnisse zur Verfügung stellen kannst: ich schau sie mir gerne mal an.
Problem wird aber der Adviser sein: dein Teil ist dickwandig und alles andere als kunststoffgerecht konstruiert.
Da wird das im Adviser automatisch generierte Netz wohl eher suboptimal sein.
Für solche Teile benötigst du Insight, mit dem kann man gezielt an die Netzstruktur und die Parameter ran.
Das macht die Ergebnisse zumindest etwas realitätsnäher. Probleme vom Kunststoff her gibt es ganz sicher im Bereich der gerippten Stange:
eine volle Stange mit 7mm Durchmesser bei einer sonstigen Wanddicke von 3mm ist natürlich ungünstig.
Die Stange müsste Innen ausgehöhlt werden, das wäre das erste. Aber auch im Bereich der Kontur sollte man etwas machen.
Daa sind auch viel zu große Bereiche mit dicker Wandstärke.
Dein Material ist mit 30% GF auch nicht so ohne. Also versuch mal die Moldflow-Ergebnisse zu übermitteln.
Dann sehen wir weiter. Mein erster Blick würde nach Füllsicherheit und Qualitätsprognose mal zu den Einfallstellen gehen.
Die Einfallstellen sind die Umkehrfunktion zur Wandstärkenanalyse Gruß,
Richard
Hallo Richard
Danke für deine Hilfsbereitschaft..   im Threadanhang ist eine *mfr Datei ich hoffe du kannst was damit anfangen.. Also Insight als Download bei Autodeks für schüler steht nich zur Verfüguhg.
Das Bautel muss so bleiben (Ich hätte da auch gerne konsruktiv was Geändert aber ich darf nicht).
Ich hab noch Probs mit den Kühlkanälen .. irgenwie Blick ich da nich durch in Adviser, vorallem weil der sie nich da hin macht wo sie sein sollen..
Das einzige veränder- / Anpassbare sind die Kühlkanäle, Angusskanäle, Anguss Düse. Die Temeperaturen und Drücke will ich nich anfassen da das Vorgaben vom Maschinenhersteller sind (Arburg)
Ich muss die Analyseschritte zu meinem Optimalen Ergebnis dokumentieren.. d.h. ich muss meherere dieser Analysen machen und ich hab noch 2 Wochen Zeit.
(du hast 2 PN von mir schon gelesen?:-) ) Gruss
Micha ------------------
umsonst ist der Tod und der kostet das Leben Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
MoldMan
Mitglied
Werkzeugkonstrukteur + Admin
Beiträge: 49
Registriert: 12.06.2012 Wassergekühlt, Win7 64bit Ultimate,
Xeon W3680, Quadro 4000, 24GB RAM, AutoCAD 2010, Inventor Prof. 2017, Moldflow Adviser
|
 erstellt am: 12. Mrz. 2015 12:06 <-- editieren / zitieren --> Unities abgeben: Nur für gummball
erstellt am: 12. Mrz. 2015 12:06 <-- editieren / zitieren --> Unities abgeben: Nur für gummball
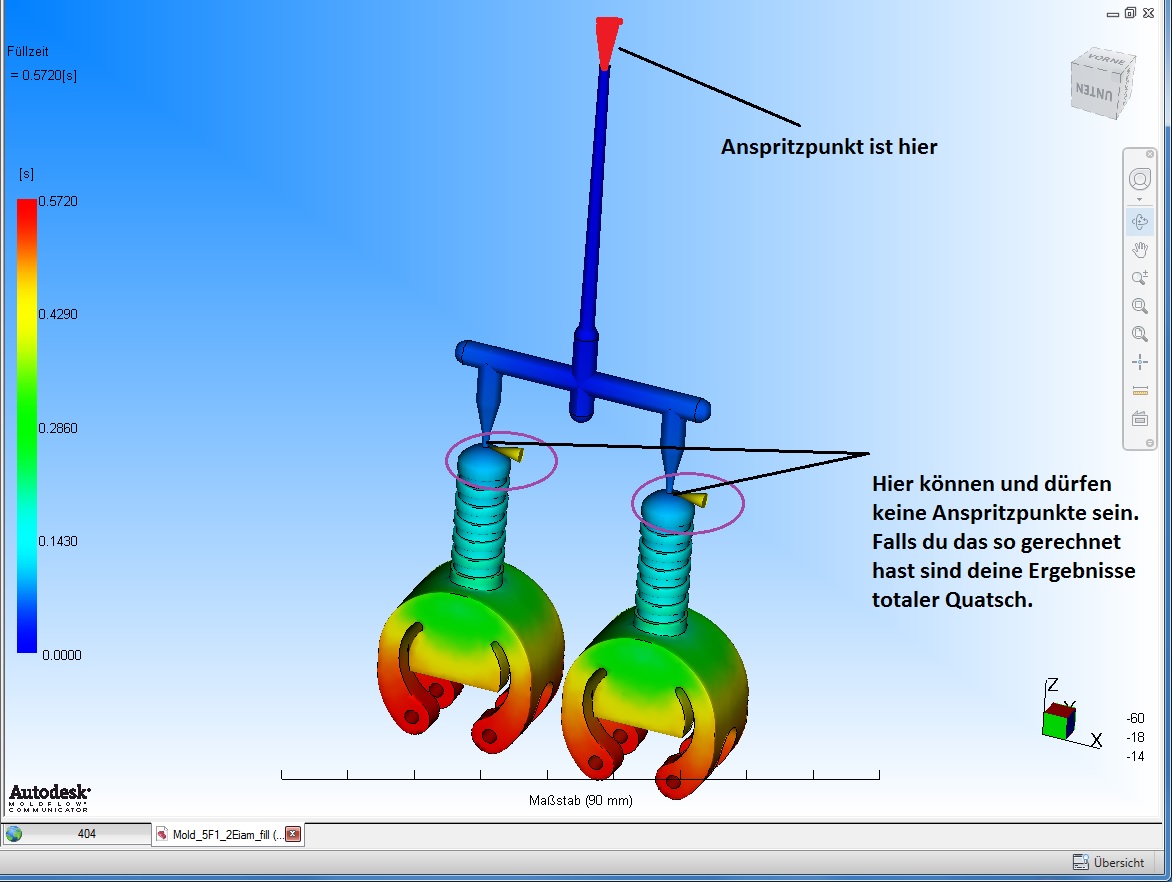
Hallo Gummball, die PN's hab ich gerade erst gesehen. ich bin normalerweise nicht eingeloggt, immer nur wenn ich was schreiben will. Hab dir auf deine letzte PM schon geantwortet, leider scheint das mit dem Anhang dort nicht zu funktionieren. Deshalb das erwähnte Bild hier im Anhang (wenn wenigstens das noch geht, JPEG-Bild). Gruß, Richard Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
gummball
Mitglied
Techniker Anlagen_Maschinebau
Beiträge: 37
Registriert: 16.01.2009
|
erstellt am: 12. Mrz. 2015 12:36 <-- editieren / zitieren --> Unities abgeben:
Zitat:
Original erstellt von MoldMan:
Hallo Gummball,
die PN's hab ich gerade erst gesehen.
ich bin normalerweise nicht eingeloggt, immer nur wenn ich was schreiben will.
Hab dir auf deine letzte PM schon geantwortet, leider scheint das mit dem Anhang dort nicht zu funktionieren.
Deshalb das erwähnte Bild hier im Anhang (wenn wenigstens das noch geht, JPEG-Bild).
Gruß,
Richard
Hallo Richard danke fürs drüberguggen
Ich bin auch nich dauernd eingeloggt.. aber ich mach das lieber weiter per PN da unter umständen mitgelesen wird.. du hast neue PN Gruss
Gummball ------------------
umsonst ist der Tod und der kostet das Leben Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
| Anzeige.:
Anzeige: (Infos zum Werbeplatz >>)
 |

 Foren auf CAD.de (alle Foren)
Foren auf CAD.de (alle Foren)



 |
|