| | |  | Gut zu wissen: Hilfreiche Tipps und Tricks aus der Praxis prägnant, und auf den Punkt gebracht für Autodesk Produkte | | | |  | Robusta-Gaukel steigt auf Phoenix/PDM von ORCON um: Praxistauglich, mittelstandsfreundlich, zukunftssicher, ein Anwenderbericht
|
|
Autor
|
Thema: Kantprofil (2220 mal gelesen)
|
gusel1
Mitglied
Konstrukteur

   Beiträge: 446
Registriert: 07.08.2008 AutoCAD Mechanical 2011
Inventor 2011
|

 erstellt am: 01. Dez. 2009 12:01
erstellt am: 01. Dez. 2009 12:01  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
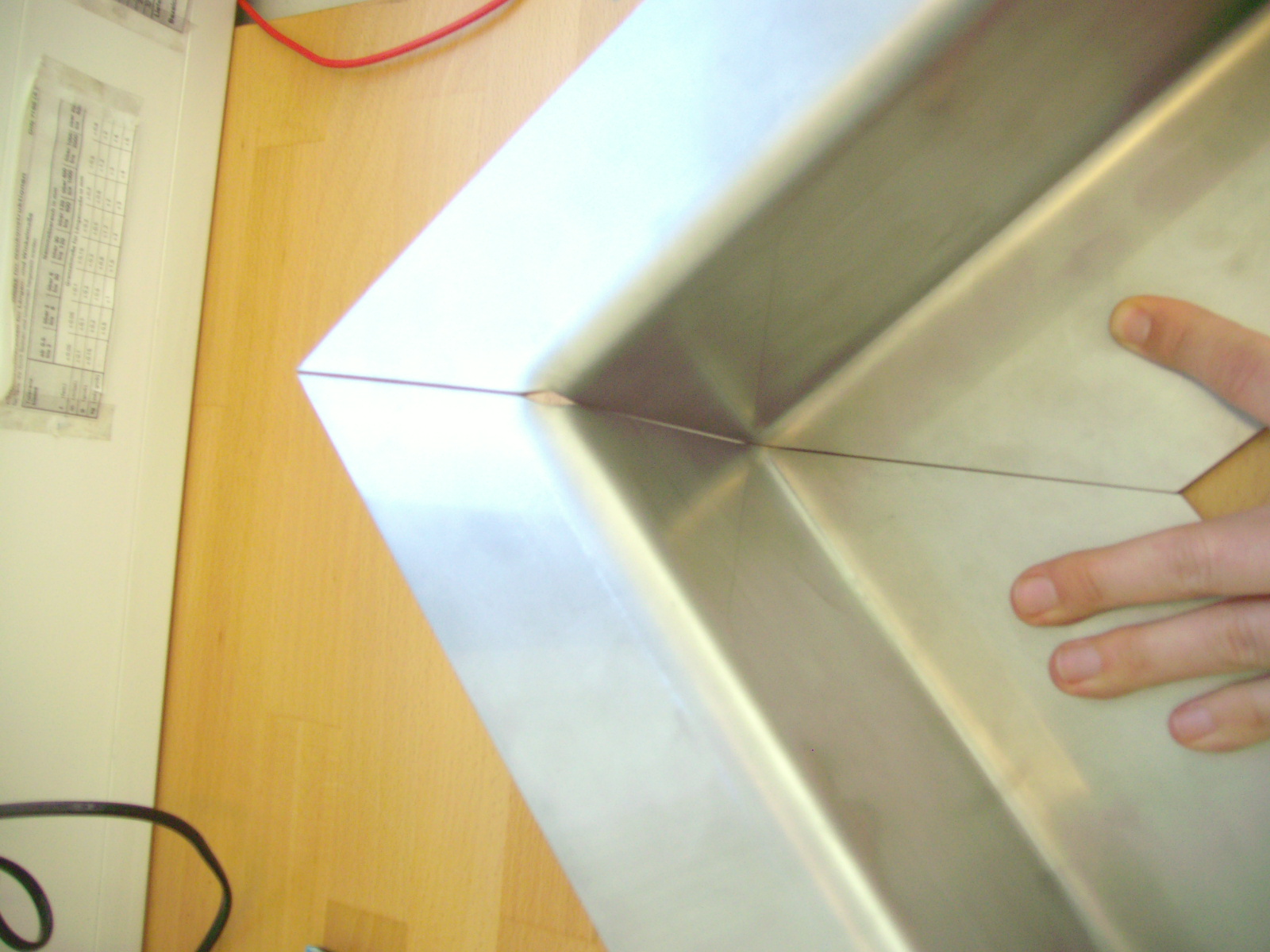
Hallo Blechprofis, wir haben ein 4mm Z-Profil aus Edelstahl nach der Inventorabwicklung gelasert und gekantet.
Die Maße passen ganz gut, nur das Ergebnis in einem Radius sieht leider nicht wie im Modell aus. Die Spaltbreite in diesem Radius beträgt 4 mm! Der andere Radius kommt dem Modell sehr nah. Woran wird das liegen, und erstellt Ihr auch nach dieser Methode(Profil zeichnen + unter 45° wegschneiden) einen Profilgehrungsschnitt? Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
gusel1
Mitglied
Konstrukteur
Beiträge: 446
Registriert: 07.08.2008 AutoCAD Mechanical 2011
Inventor 2011
|
erstellt am: 01. Dez. 2009 12:11 <-- editieren / zitieren --> Unities abgeben:
|
W. Holzwarth
Ehrenmitglied V.I.P. h.c.
Dipl.-Ing. Maschinenbau

Beiträge: 9334
Registriert: 13.10.2000 Inventor bis 2025, Rhino 8, Mainboard ASUS ROG STRIX X570F-Gaming, CPU Ryzen 9 5900X, 64 GB RAM, 4 TB SSD, Radeon RX 6900 XT, Dual Monitor 24", Spacemouse Enterprise, Win 10 22H2
|
 erstellt am: 01. Dez. 2009 13:09 <-- editieren / zitieren --> Unities abgeben: Nur für gusel1
erstellt am: 01. Dez. 2009 13:09 <-- editieren / zitieren --> Unities abgeben: Nur für gusel1 
Habe mal die k-Faktoren angeschaut und verglichen: - t=3, R=3 : 0.138
- t=4, R=3 : 0.205
- t=5, R=3 : 0.082 So'n richtiges System seh' ich da nicht bei. Und t=1.5, R=1.5 : 0.273
Das ist rein geometrisch der gleiche Look wie t=3 , R=3. Aber der k-Wert ist doppelt so hoch  Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
gusel1
Mitglied
Konstrukteur
Beiträge: 446
Registriert: 07.08.2008 AutoCAD Mechanical 2011
Inventor 2011
|
erstellt am: 01. Dez. 2009 15:59 <-- editieren / zitieren --> Unities abgeben:
Wir haben bis vor kurzem ausschließlich mit 2D gezeichnet. Die Vorgabe von der Fertigung war/ist mit Innenmaßen zu rechnen. Damit ist mal als Beispiel gemeint: Ein Winkel mit t=2 und Aussenlängen von 30mm hat die Abwicklungslänge von (30-2) + (30-2) = 56 mm Die K-Faktoren im Blechstil sind dementsprechend angepasst. Was ich allerdings auch seltsam finde ist,
dass bei t=2,0 mit R=1,5 der K-Faktor gleich dem ist, der bei t=4,0 mit R=3 gilt; also jeder Wert verdoppelt
bei t=1,5 mit R=1,5 der K-Faktor nicht gleich dem ist, der bei t=3, 0 mit R=3 gilt Habe das auch gerade noch mal an einem Testwinkel getestet. Die K-Faktoren stimmen demnach.
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
W. Holzwarth
Ehrenmitglied V.I.P. h.c.
Dipl.-Ing. Maschinenbau
Beiträge: 9334
Registriert: 13.10.2000 Inventor bis 2025, Rhino 8, Mainboard ASUS ROG STRIX X570F-Gaming, CPU Ryzen 9 5900X, 64 GB RAM, 4 TB SSD, Radeon RX 6900 XT, Dual Monitor 24", Spacemouse Enterprise, Win 10 22H2
|
erstellt am: 01. Dez. 2009 16:15 <-- editieren / zitieren --> Unities abgeben: Nur für gusel1
|
gusel1
Mitglied
Konstrukteur
Beiträge: 446
Registriert: 07.08.2008 AutoCAD Mechanical 2011
Inventor 2011
|
erstellt am: 01. Dez. 2009 16:19 <-- editieren / zitieren --> Unities abgeben:
|
nightsta1k3r
Ehrenmitglied V.I.P. h.c.
plaudern

Beiträge: 11279
Registriert: 25.02.2004 Hier könnte ihre Werbung stehen!
|
erstellt am: 01. Dez. 2009 16:47 <-- editieren / zitieren --> Unities abgeben: Nur für gusel1
|
W. Holzwarth
Ehrenmitglied V.I.P. h.c.
Dipl.-Ing. Maschinenbau
Beiträge: 9334
Registriert: 13.10.2000 Inventor bis 2025, Rhino 8, Mainboard ASUS ROG STRIX X570F-Gaming, CPU Ryzen 9 5900X, 64 GB RAM, 4 TB SSD, Radeon RX 6900 XT, Dual Monitor 24", Spacemouse Enterprise, Win 10 22H2
|
erstellt am: 01. Dez. 2009 16:49 <-- editieren / zitieren --> Unities abgeben: Nur für gusel1
Man müßte wissen: - Ursprungslänge - Blechdicke - Biegewinkel - Biegeradius - Schenkellängen nach dem Biegen - Material Und den benutzten k-Faktor [Diese Nachricht wurde von W. Holzwarth am 01. Dez. 2009 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
gusel1
Mitglied
Konstrukteur
Beiträge: 446
Registriert: 07.08.2008 AutoCAD Mechanical 2011
Inventor 2011
|
erstellt am: 02. Dez. 2009 08:13 <-- editieren / zitieren --> Unities abgeben:
Stimmt, nehme alles zurück. Bei t=3 mm paßt der K-Faktor nicht. Ist der selbe wie bei t=1,5 mm. Peinliche Geschichte: Hatte gestern im Modell gemessen, anstatt in der Abwicklung. Allerdings bei t=4 sollte er zumindestens nach unserer bisherigen Theorie (die mit den Innenmaßen) stimmen. Da die Schenkelmaße relativ gut passen(max. 0,5 mm Toleranz) kann ich mir die 4mm-Luft in dem einen Radius immer noch nicht erklären. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
W. Holzwarth
Ehrenmitglied V.I.P. h.c.
Dipl.-Ing. Maschinenbau
Beiträge: 9334
Registriert: 13.10.2000 Inventor bis 2025, Rhino 8, Mainboard ASUS ROG STRIX X570F-Gaming, CPU Ryzen 9 5900X, 64 GB RAM, 4 TB SSD, Radeon RX 6900 XT, Dual Monitor 24", Spacemouse Enterprise, Win 10 22H2
|
erstellt am: 02. Dez. 2009 22:40 <-- editieren / zitieren --> Unities abgeben: Nur für gusel1
Nabend, ich komme nochmal auf das Thema zurück. Ich gebe gern zu, dass ich mir bisher nur wenig Gedanken über Abwicklungen gemacht habe. Knöbbchen gedrückt, Spruch auf die Zeichnung, dass der Lieferant die Abwicklung mit den Maschinendaten gegenchecken muss, und feddich. Aber das kann's ja eigentlich nicht sein, da steht jedes DXF für eine Laserkontur in Frage, besonders wenn mehrere Biegung zusammenkommen. Und doch habe ich bisher immer den Standard k-Faktor von 0,44 benutzt. Beschwert hat sich nie jemand, irgendwelche Fehler waren wohl zu schwer nachzuweisen, und der Rest wurde halt hingeflext. Aber wenn man etwas nachdenkt, kann man sich durchaus vorstellen, dass der Materialfluss bei einer relativ scharfkantigen Biegung anders ist, als bei einem größerem Biegeradius. Das Verhältnis von Dicke zu Radius geht also - ebenso wie der Biegewinkel - mit Sicherheit in die Berechnung ein. Ein einheitlicher k-Faktor ist also Utopie. Folgerung: Auf die Zeichnung einer Abwicklung gehört eigentlich zwingend die Angabe, mit welcher Methode oder k-Faktor diese erstellt wurde. Da es auch möglich ist, für einzelne Biegungen spezielle k-Faktoren anzusetzen, müßten diese dann separat vermerkt werden. Weitere Folgerung: Wenn ich verläßliche Angaben liefern will, muss ich mich vom Standard k-Faktor trennen. Da hilft dann nur die Biegungskompensations-Methode, die auf Umwegen einen biegungsformabhängigen k-Faktor zurückliefert. Vorsicht ist angeraten bei den Formeln in der Hilfe, die Erläuterungen sind ziemlich wirr. Auch die Eingaben in die benutzerdefinierten Formeln werden anscheinend nicht umgesetzt, aber das ist auch gut so. Die Formeln für Öffnungswinkel und Biegewinkel sind gleich, das kann normalerweise nicht klappen. Wie lautet sie nun, die halbwegs verläßliche Formel für die Breite LBA der Biegezone, und was geht darin ein?
- Biegewinkel im Bogenmaß = Winkel Beta in Grad * Pi / 180
- Blechdicke t
- Biegeradius r
- Verhältnis Radius/Dicke Irgendein schlauer Kopf hat daraus diese Formel gemacht: LBA = Beta*Pi/180*(r + t/2*(0.65 + 0.5 * log(r/t)) Sieht ganz gut aus, aber man kann sich fragen, wie verläßlich nun der Startwert 0.65 ist. Da helfen wohl nur Versuche.
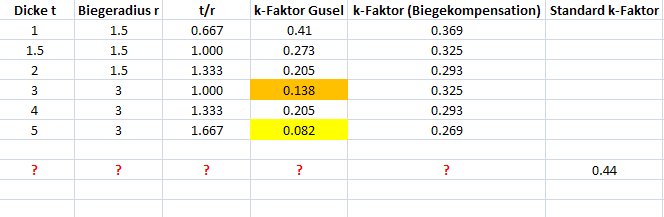
Aber aus diesem LBA läßt sich wieder ein geometrieabhängiger k-Faktor ermitteln. Das Ergebnis ist in der Anlage, ebenso wie die Werte von Gusel No.1. Für gleiche Verhältnisse r/t müssten auch gleiche k-Faktoren rauskommen Was sieht man?
- Unterschiede zwischen den Gusel-Werten und der LBA-Formel
- Der orange Wert ist defintiv nicht richtig (wurde bereits bestätigt)
- Der gelbe Wert ist höchstwahrscheinlich zu gering. Jetzt frage ich mich eigentlich nur noch, für welches Verhältnis von r/t nun dieser Standardfaktor von 0.44 eigentlich rauskommt Und damit ist für heute Schluß.  Denn auch Leute, die für Personalfritzen und andere Entscheidungsträger seit 20 Jahren keine Gesprächspartner mehr sind, müssen mal 'ne Grenze ziehen. Die Welt ist beknackt .. Denn auch Leute, die für Personalfritzen und andere Entscheidungsträger seit 20 Jahren keine Gesprächspartner mehr sind, müssen mal 'ne Grenze ziehen. Die Welt ist beknackt .. [Diese Nachricht wurde von W. Holzwarth am 02. Dez. 2009 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
W. Holzwarth
Ehrenmitglied V.I.P. h.c.
Dipl.-Ing. Maschinenbau
Beiträge: 9334
Registriert: 13.10.2000 Inventor bis 2025, Rhino 8, Mainboard ASUS ROG STRIX X570F-Gaming, CPU Ryzen 9 5900X, 64 GB RAM, 4 TB SSD, Radeon RX 6900 XT, Dual Monitor 24", Spacemouse Enterprise, Win 10 22H2
|
erstellt am: 02. Dez. 2009 23:47 <-- editieren / zitieren --> Unities abgeben: Nur für gusel1
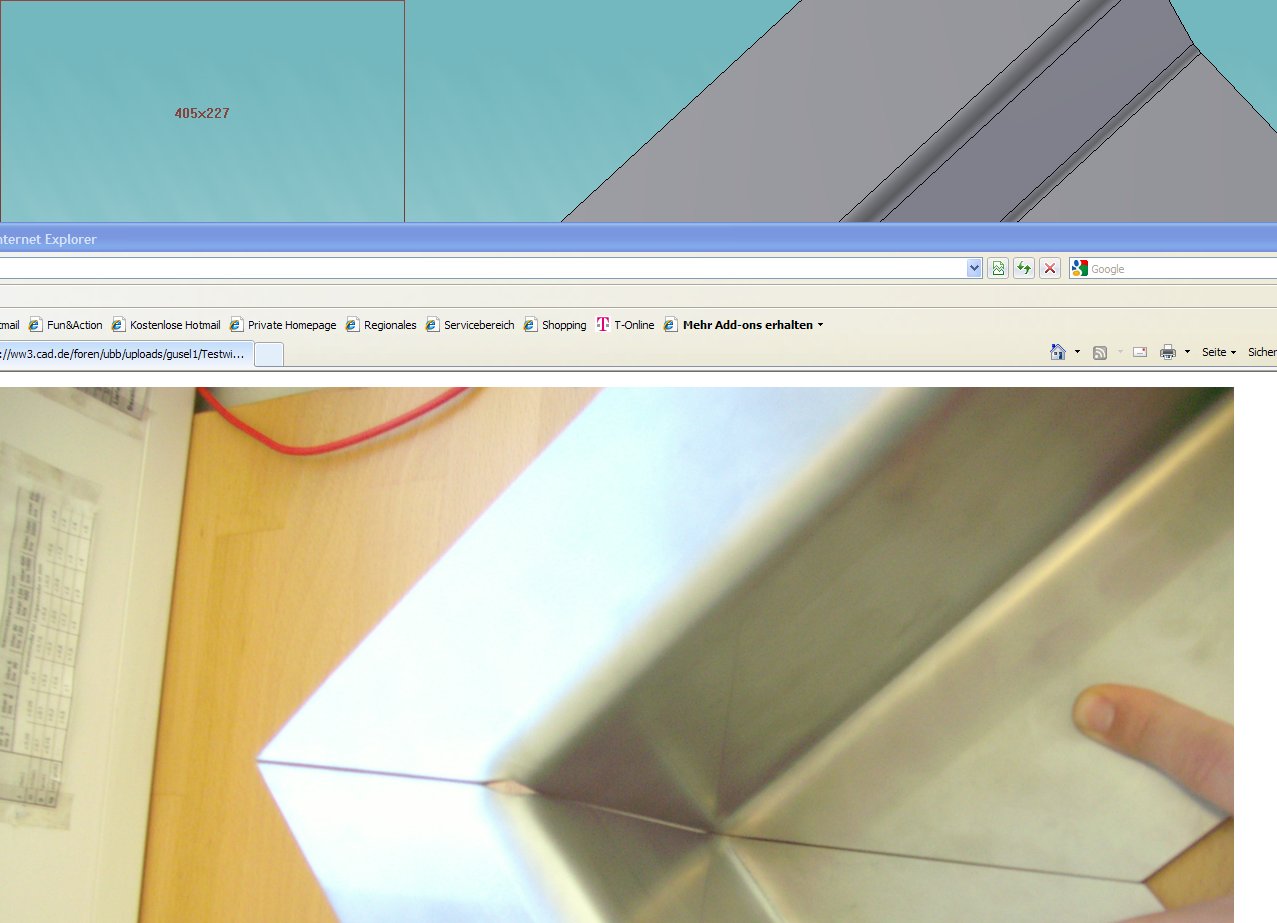
Mache doch noch etwas Mehrarbeit heute, und habe das Modell mit der Realität verglichen. Das Foto ist naturgemäß perspektivisch, die Darstellung im CAD war orthogonal. Aber dennoch meine ich, dass der obere Biegeradius in der Praxis deutlich größer ist, als im 3D-Modell. Stimmt das? Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
gusel1
Mitglied
Konstrukteur
Beiträge: 446
Registriert: 07.08.2008 AutoCAD Mechanical 2011
Inventor 2011
|
erstellt am: 03. Dez. 2009 14:04 <-- editieren / zitieren --> Unities abgeben:
Da hast Du wieder Recht. Der Radius ist ca. 4mm (sind das vielleicht die 4mm die die Radiusluft ausmachen?) größer als erwartet. Lt. unseren Kantern kann unsere Kantbank bei t=4 nicht so eng um den Radius der Biegeschiene biegen. Bei kleineren Blechstärken ist das nicht so extrem. Merke schon; vermutlich muss ich wirklich für jede Materialstärke Versuche fahren. Macht man das so: 1. Theoretische vermutete Abwicklungslänge eines z.B. 90°-Winkels
lasern und kanten
2. beide Schenkel messen
3. Schenkellänge1 + Schenkellänge2 -2x Materialstärke = neue
Abwicklungslänge
4. den K-Faktor so lmanipulieren(einstellen) bis in der IDW(Abwicklung) die
neue Abwicklungslänge angezeigt wird. ?
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
W. Holzwarth
Ehrenmitglied V.I.P. h.c.
Dipl.-Ing. Maschinenbau
Beiträge: 9334
Registriert: 13.10.2000 Inventor bis 2025, Rhino 8, Mainboard ASUS ROG STRIX X570F-Gaming, CPU Ryzen 9 5900X, 64 GB RAM, 4 TB SSD, Radeon RX 6900 XT, Dual Monitor 24", Spacemouse Enterprise, Win 10 22H2
|
erstellt am: 03. Dez. 2009 17:14 <-- editieren / zitieren --> Unities abgeben: Nur für gusel1
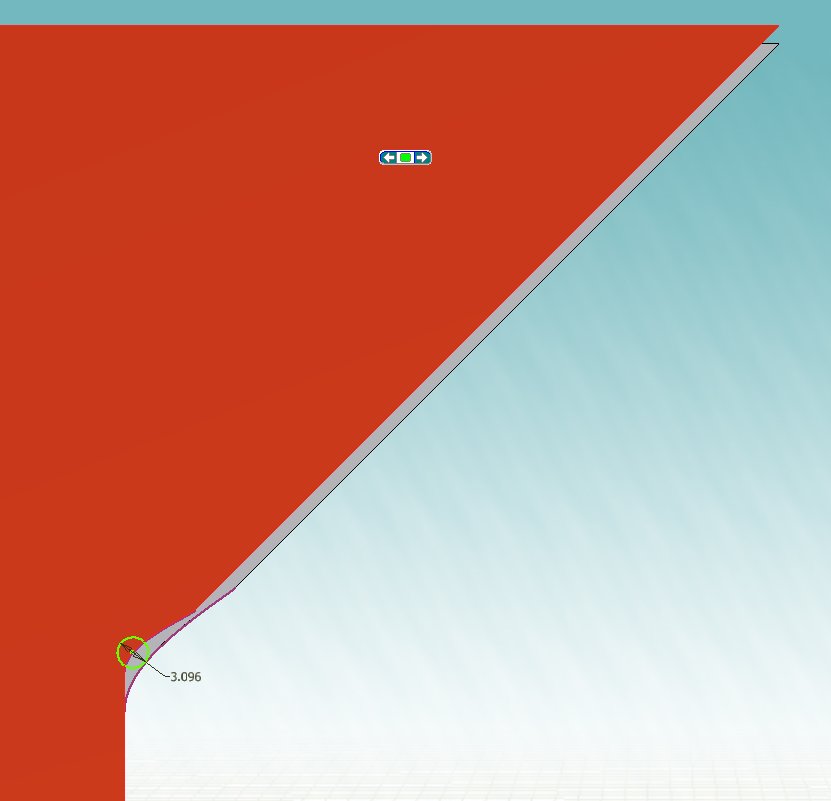
Ich habe die beiden Abwicklungen mal übereinander gelegt. Rot ist für Biegeradius 3, darunter liegt Biegeradius 7. Wie man sieht, ist der R3 in der Biegezone weiter ausgeschnitten. Wenn man das aber dann statt mit R3 mit R7 biegt, dann gibt's das Loch. Ob Du nun wirklich Versuche fahren mußt, darüber kann man geteilter Meinung sein. Im Ordner Design Data gibt es eine Muster-Biegetabelle als Excel-File. Diese basiert auf der gleichen Formel wie die Biegekompensation. Für Amateure wie mich wird das wohl reichen ..
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
| Anzeige.:
Anzeige: (Infos zum Werbeplatz >>)
 |

 Foren auf CAD.de (alle Foren)
Foren auf CAD.de (alle Foren)



 |
|