| | |  | Präzision trifft Flexibilität - die neue SENO Sensorwelle-Duo ist da!, eine Pressemitteilung
|
|
Autor
|
Thema: Bemaßung Ring mit Kugelausschnitt (2056 / mal gelesen)
|
Vespafahrer
Mitglied
Konstrukteur

   Beiträge: 822
Registriert: 12.02.2007 ____________________
Dell Precision M6800
Win 10 Pro 1903
NVIDIA Quadro K3100M
Intel® Corei7 CPU
4930MX @ 3GHz
3.2GHz, 32 GB RAM
____________
CATIA V5R19-28
SolidWorks 2018 SP5
|

 erstellt am: 10. Sep. 2021 16:40
erstellt am: 10. Sep. 2021 16:40  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
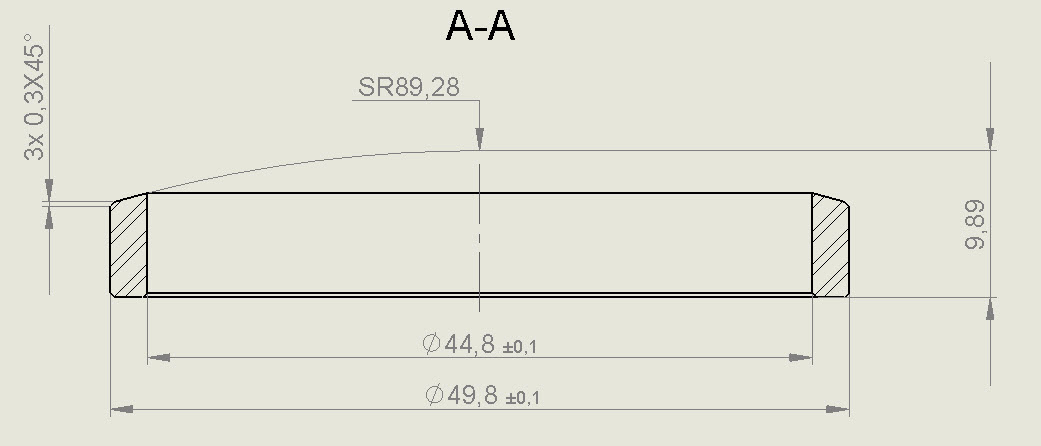
Hallo zusammen, ich habe mehrere Ringe mit einem kugeligen Abschnitt (Konkav oder Konvex).
Ich weiß momentan nicht, wie ich das ganze sinnvoll bemaßen kann. Das muss ja am Ende auch jemand messen können... Ich hatte schon daran gedacht ein Bezugssystem einzuführen und die Kugelfläche mit einer Formtoleranz zu versehen. Im Anhang dann die untere planare Fläche als Bezug A, den Außendurchmesser Bezug B und die Kugelfläche Formtoleranz zu A|B. Was haltet ihr davon? Kann man das evtl. einfacher lösen und kann man das überhaupt messen? Gruß,
Daniel Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
max lenz
Mitglied
Konstrukteur
Beiträge: 350
Registriert: 11.09.2017 Creo 10
|
erstellt am: 10. Sep. 2021 18:21 <-- editieren / zitieren --> Unities abgeben: Nur für Vespafahrer 
Moin, einfacher lösbar ist meines erachtens deine Situation nicht. Sinvoll messen lassen sich solche Geometrien nur mit einer 3D Messmaschine (egal ob taktil oder optisch). Dein Ansatz mit der Flächenprofiltoleranz ist aus meiner Sicht nach die sinvollste. Wichtig wäre hier noch zu wissen wie genau die Durchmesser sein müssten von ihrer Form und Position und wie genau die konkave bzw. konvexe Fläche dazu. Die Allgemeintoleranz 2768-mK gibt über die Symmetrie ein Toleranzfeld von 0,6 mm an. Dies führt dazu das ein Versatz der beiden Durchmesser von 0,3 mm zulässig sind. Desweiteren haben beide Durchmesser eine Rundheit von 0,2 mm und die untere Ebene Fläche eine Ebenheit von 0,2 mm.
Um eine Paarbarkeit mit einem gegenstück sicher zu stellen, könnte man über eine Hüllbedingung bei den jeweiligen Durchmessern nachdenken. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Ex-Mitglied
|
erstellt am: 11. Sep. 2021 08:31 <-- editieren / zitieren -->
Moinmoin Ist zwar eine (verpönte, weil gem. Norm unzulässige) Doppelbemaßung, aber ich würde noch zusätzlich die Höhe des fertigen Teiles bemaßen. Erst recht sinnvoll bei größeren Stückzahlen zur Ermittlung des Materialbedarfs. Dieses Maß variiert bei Ausnutzung der zul. Toleranzen der Durchmesser. Für das Maß 9,89 gibt es ja am Werkstück keinen Bezug. Für die eigentliche Fertigung (CNC-Progr.) ist die Bemaßung so wie dargestellt ausreichend. [Diese Nachricht wurde von Abmaler am 11. Sep. 2021 editiert.] |
jpsonics
Mitglied
Auftragsabwicklung und Konstruktion
Beiträge: 769
Registriert: 04.01.2006 Master of the Unicorns
|
erstellt am: 11. Sep. 2021 13:25 <-- editieren / zitieren --> Unities abgeben: Nur für Vespafahrer
Servus Daniel, klingt nun erstmal vllt. etwas seltsam, aber was ist der Anwendungszweck des Ganzem? Was ist wirklich wichtig? Wenn ich mir deine Ansicht so ansehe, würde ich sagen, der Ring soll einfach nur einen (geringfügigen) Achswinkelversatz ausgleichen. Bei 2,5mm Wandstärke wohl auch nicht unbedingt "dynamisch" (oder nur im fast schon vernachlässigen Bereich).
Daher sei mir die Frage gestattet: Ist die Kugelform wirklich so ausschlaggebend? [EDIT] mal kurz nachmodelliert, es geht hier um eine Formabweichung von 0,0094mm zwischen Kegel und Kugel ;-) [/EDIT]
Ohne den Zusammenbau zu kennen, mein erster Gedanke war, dass die (untere) Anlagefläche vermutlich wichtiger sein könnte --> Ebenheit (wobei auch das bei der geringen Wandstärke fraglich ...)  Ansonsten muss ich mich (und ich tue es ja wirklich fast nicht gerne) meinem Vorredner 'Abmaler' anschließen (@Abmaler, nichts persönliches, sondern tatsächlich wegen Norm&Co )
Ein paar "Klammermaße" täten der QS schon mal nicht schlecht. Wobei ich die Klammern eher gerne für den Fertiger setze als für unseren QSler (aber Geschmackssache).
--> "echte" Höhe des Rings
--> tatsächlicher Mittelpunkt des Kugelradius (bezogen auf die Grundfläche, evtl. zzgl. auch auf die Oberseite des Rings) Ein letzter "kosmetischer" punkt wäre vllt. noch die Fase am Übergang Kugelradius/Außen-ø. Hier würde ich rein aus dem Bauch raus eher ein einfaches "Kantenbruch"-Symbol mit -0,2/-0,3mm setzen. (Messen tut und kann das eh kaum einer und für den Fertiger wäre es einfacher)
------------------
Grüße.
Christian -jpsonics- J.
-----------------------------------------------
Dieser Post kann Spuren von Ironie, Zynismus, Sarkasmus, Schwarzen Humor enthalten!
-----------------------------------------------
This post was sent using 100 recycled electrons
-----------------------------------------------
[Diese Nachricht wurde von jpsonics am 11. Sep. 2021 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Vespafahrer
Mitglied
Konstrukteur
Beiträge: 822
Registriert: 12.02.2007 ____________________
Dell Precision M6800
Win 10 Pro 1903
NVIDIA Quadro K3100M
Intel® Corei7 CPU
4930MX @ 3GHz
3.2GHz, 32 GB RAM
____________
CATIA V5R19-28
SolidWorks 2018 SP5
|
erstellt am: 11. Sep. 2021 17:10 <-- editieren / zitieren --> Unities abgeben:
Hallo zusammen, Schon mal Danke für die Antworten.
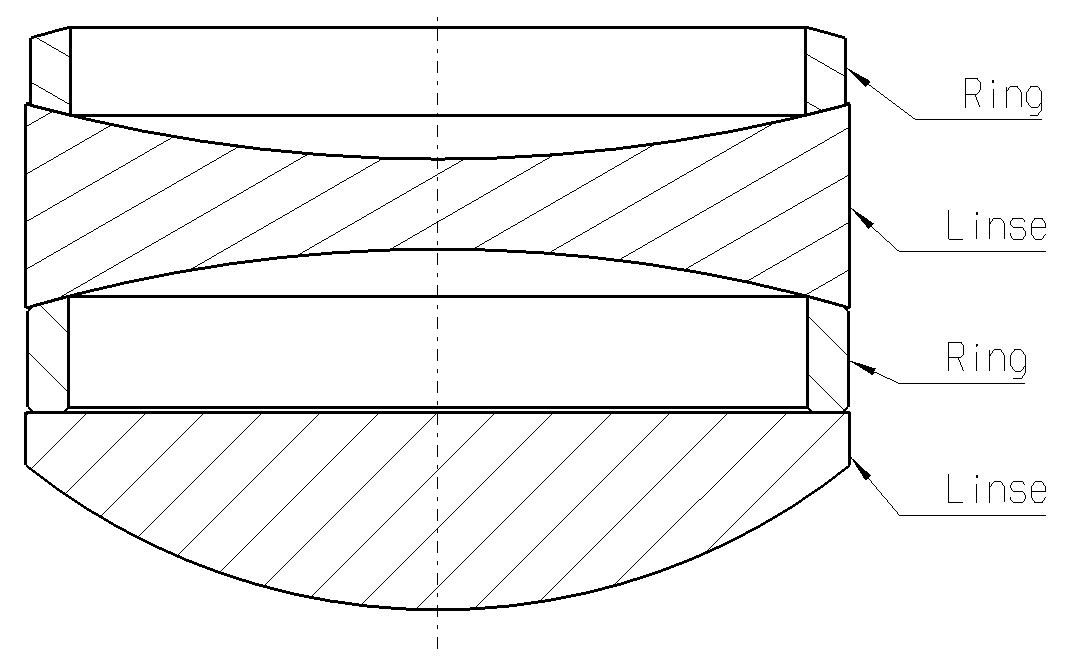
Kurz zur Funktion des Rings (der Ringe). Das sind Abstandsringe einer Optik (bsp. siehe Anhang Linsenpaket).
Die Linsen selbst sind im Gehäuse zentriert. D.h. die Ringe sorgen nur für den richtigen Abstand der Linsen zueinander. Der Abstand ist das wichtige bei der Sache.
Zitat:
Original erstellt von jpsonics:
Daher sei mir die Frage gestattet: Ist die Kugelform wirklich so ausschlaggebend? [EDIT] mal kurz nachmodelliert, es geht hier um eine Formabweichung von 0,0094mm zwischen Kegel und Kugel ;-) [/EDIT]
Ohne den Zusammenbau zu kennen, mein erster Gedanke war, dass die (untere) Anlagefläche vermutlich wichtiger sein könnte --> Ebenheit (wobei auch das bei der geringen Wandstärke fraglich ...)
.
--> "echte" Höhe des Rings
--> tatsächlicher Mittelpunkt des Kugelradius (bezogen auf die Grundfläche, evtl. zzgl. auch auf die Oberseite des Rings)Ein letzter "kosmetischer" punkt wäre vllt. noch die Fase am Übergang Kugelradius/Außen-ø. Hier würde ich rein aus dem Bauch raus eher ein einfaches "Kantenbruch"-Symbol mit -0,2/-0,3mm setzen. (Messen tut und kann das eh kaum einer und für den Fertiger wäre es einfacher)
Ich habe das gerade auch mal getestet. Bei einem Durchmesser von 50mm spielt der Kugelradius fast keine Rolle mehr. Wenn der Durchmesser des Rings +/-1mm beträgt, ergibt das eine axiale Verschiebung von 0,07mm.
Bei der Durchmessertoleranz rechne ich jetzt nicht mit 2mm Toleranz. Die dürfte in der Realität bedeutend kleiner sein.
Bei meinem Kunden gilt eine Toleranz von +/-0,1 schon als grob. Das ist mehr Feinwerktechnik. Die Höhe des Rings bekommt auch ein Klammermaß.
Die Fase ist eigentlich nicht nötig, da auf den Zeichnungen eh ein allgemeiner Kantenbruch von -0,2/-0,3 angegeben ist. Kennt ihr den Spruch Das machen wir schon immer so? Will der Kunde halt so
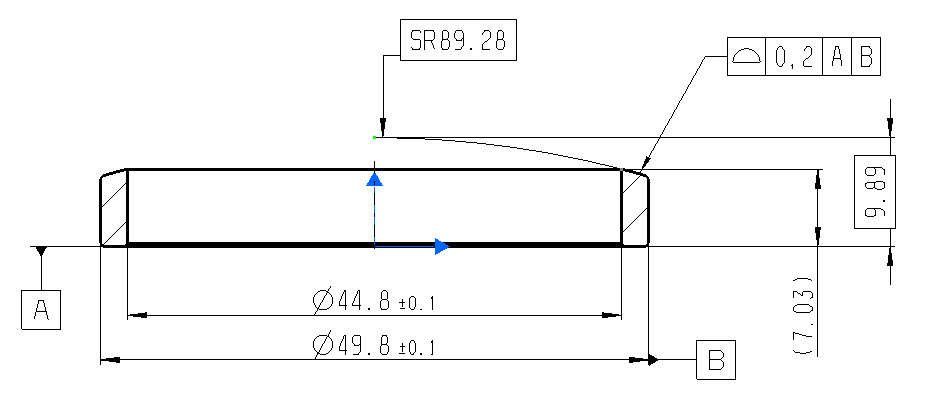
Mit der Formtoleranz von 0,2 würde ich doch auch den Kugelmittelpunkt tolerieren (Anhang Linsenring_Bemassung)? Gruß,
Daniel
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
max lenz
Mitglied
Konstrukteur
Beiträge: 350
Registriert: 11.09.2017 Creo 10
|
erstellt am: 12. Sep. 2021 17:13 <-- editieren / zitieren --> Unities abgeben: Nur für Vespafahrer
Moin Zitat:
Mit der Formtoleranz von 0,2 würde ich doch auch den Kugelmittelpunkt tolerieren (Anhang Linsenring_Bemassung)?
Ja, da durch das Toleranzfeld keine Großen Abweichungen des Mittelpunktes möglich sind.
Im CAD habe ich eine Konzentrizitäts Abweichung von 0,35mm ermitteln können. Diese hat aber wahrscheinlich keinen großen Einfluss auf die Funktion, da hier der höhenunterschied zwischen links rechts +0,1mm und -0,1mm gravierender sein könnte (Schnitt durch die Achse von Bezug B).
Es ergibt sich dadurch eine Art schieflage der Linsen auf diesen Ring zum Bezug A.
Idee
Wenn alle Flächen eines Bauteiles einen Toleranzfeld von 0,2mm haben sollen zu ihrer Nenngestallt, könnte man sich auch überlegen, eine Flächenprofiltoleranz für die Gesamtheit zu nutzen von 0,2mm
[Diese Nachricht wurde von max lenz am 12. Sep. 2021 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Vespafahrer
Mitglied
Konstrukteur
Beiträge: 822
Registriert: 12.02.2007 ____________________
Dell Precision M6800
Win 10 Pro 1903
NVIDIA Quadro K3100M
Intel® Corei7 CPU
4930MX @ 3GHz
3.2GHz, 32 GB RAM
____________
CATIA V5R19-28
SolidWorks 2018 SP5
|
 erstellt am: 13. Sep. 2021 13:36 <-- editieren / zitieren --> Unities abgeben:
erstellt am: 13. Sep. 2021 13:36 <-- editieren / zitieren --> Unities abgeben:
|
| Anzeige.:
Anzeige: (Infos zum Werbeplatz >>)
 |

 Foren auf CAD.de
Foren auf CAD.de