| | |
 | Gut zu wissen: Hilfreiche Tipps und Tricks aus der Praxis prägnant, und auf den Punkt gebracht für SolidEdge |
|
Autor
|
Thema: Abwicklung nach Hämmerle (2528 mal gelesen)
|
Woody
Mitglied

   Beiträge: 23
Registriert: 27.05.2003
|

 erstellt am: 08. Sep. 2008 11:19
erstellt am: 08. Sep. 2008 11:19  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
Hallo zusammen bisher haben wir für Blechteile immer die Standardwerte genommen und bis jetzt hatte sich auch noch keiner beschwert  Für einen neuen Kunden sollen wir die Blechabwickungen nach Hämmerle machen. Ich habe also eine Tabelle bekommen auf der in Abhängigkeit von Blechdicke und Biegewinkel ein Korrekturwert angegeben wird. Mein Problem ... wie sag ichs meinem Programm. Eine Regelmäßigkeit konnte ich in den Werten nicht erkennen. Wer von euch arbeitet denn auch mit Korrekturwerten nach Hämmerle und wie habt ihr das ganze gelöst? Vielen Dank schonmal
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Maserski
Mitglied
Maschbau.Techniker, Freiberufler
Beiträge: 604
Registriert: 25.07.2003 SE ST9
|
erstellt am: 08. Sep. 2008 11:45 <-- editieren / zitieren --> Unities abgeben: Nur für Woody 
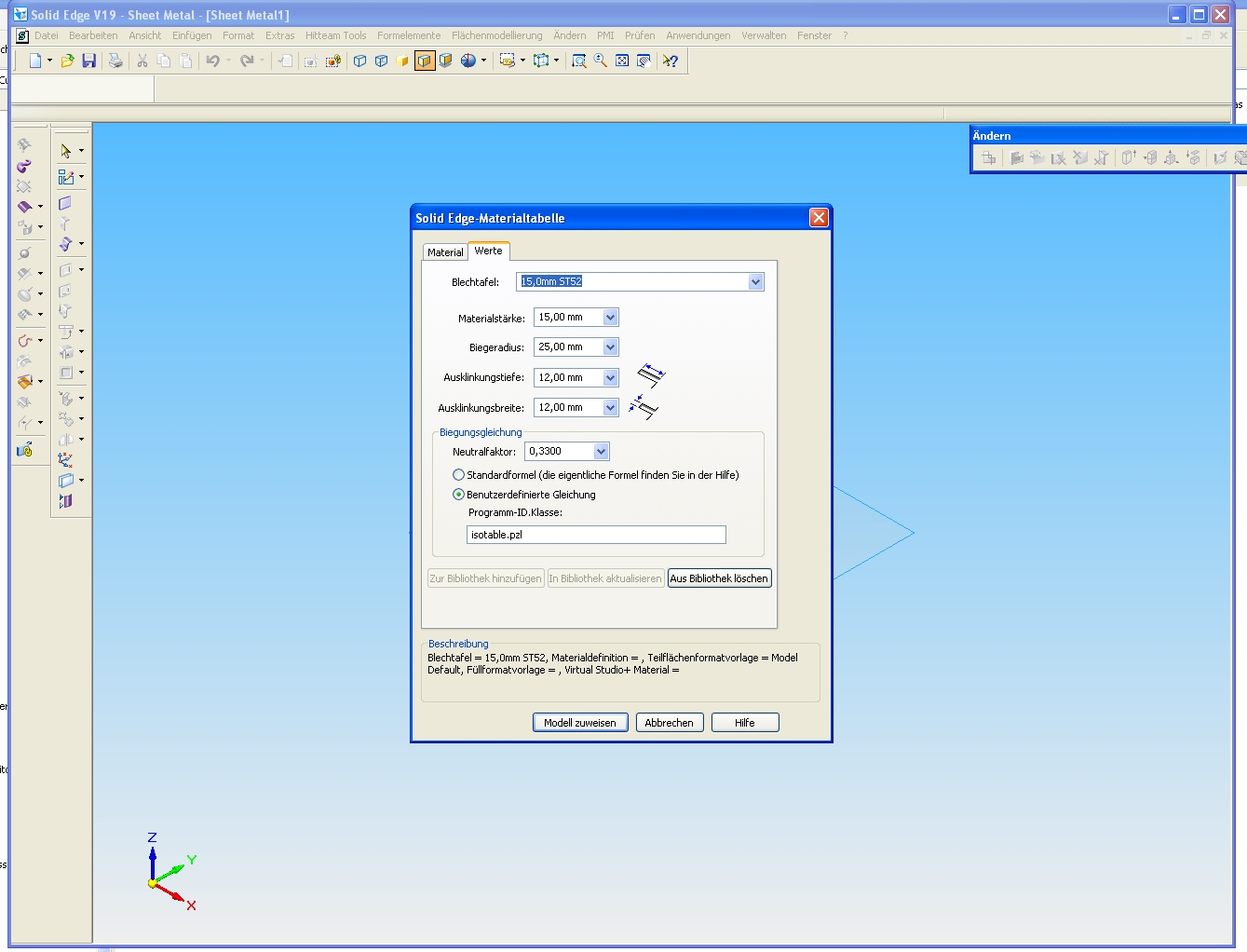
Moin, unter dem Instalationsordner von SE gibt es einen Unterordner \Custom\sheetmetal\Iso-Table Dort gibt es eine Table.txt, dort kannst Du dir Werte aus Deiner Liste eintragen. Dnach führst Du die register.bat aus.
Danach mußt Du im Sheetmetal unter Extras-Materialtabelle-Werte die Werte definieren und auf die isotable.pzl verweisen.
Siehe Bild.
Wie sieht denn eigentlich diese Tabelle nach Hämmerle aus???
LG ------------------
Stephan Maserski [Diese Nachricht wurde von Maserski am 08. Sep. 2008 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
3DFreak
Mitglied
Maschinenbau - Ing.
Beiträge: 72
Registriert: 12.12.2007 INTEL Xeon CPU E5-1607 v4 @ 3,1 GHz
Win10 / 64 bit
16 GB RAM
NVidia Quadro K2200
|
erstellt am: 08. Sep. 2008 11:48 <-- editieren / zitieren --> Unities abgeben: Nur für Woody
Hallo @Woody, eine Berechnung nach "Hämmerle" ist mir nicht bekannt. Gibts dahingehend einen Bezug zur DIN / ANSI? Sollte eigentlich nach DIN 6935 passieren. In SE hast du hinsichtlich "Genauigkeit der Abwicklung" sowieso ein Problem: Zum einen ist die Genauigkeit nicht genau definierbar - erst ab V20 bzw. V100 kann eine eigene Biegegleichung verwendet werden. Derzeit steuern den komplexen Vorgang lediglich 3 Parameter, deren Wirksamkeit ich nicht kenne. Somit müssen die 3 Parameter empirisch an deinen Fall angepasst werden. Ist eine immense Spielerei, nach ca. 2 Tagen sollte das Ergebnis halbwegs passen. Anders ist es hier in NX ... da ist es immer schon möglich gewesen, über 20 versch. Parameter die Abwicklung auf 10µm anzunähern.
Solltest du einen Kollegen sitzen haben, der zufällig auf NX werkt (ist ja mittlerweile schon alltäglich, das mehrere 3D-Systeme zum Einsatz kommen) und dieser Mann dann auch nochdazu in der AV sitzt (die ja dafür eigentlich dafür zuständig wäre) und auf NX seine CNC-Progs erstellen lässt, dann wärs effizient, mit dem einmal darüber zu sprechen. In SE hast du - je nach Version, die ich aus deiner leider nicht vorhandenen SideBar rausfinden könnte - damit in einem langwierigem Prozess ein halbwegs annehmbares, aber mehr oder weniger abweichendes Ergebnis. Für Fragen stehe ich jederzeit gerne zur Verfügung. Gruß
3DFreak Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Markus Gras
Moderator
Solid Edge AE
    
Beiträge: 4684
Registriert: 20.07.2000 Kritik muß sachlich falsch und persönlich verletzend sein, damit sie wirkt.
|
 erstellt am: 08. Sep. 2008 11:56 <-- editieren / zitieren --> Unities abgeben: Nur für Woody
erstellt am: 08. Sep. 2008 11:56 <-- editieren / zitieren --> Unities abgeben: Nur für Woody
Zitat:
Original erstellt von 3DFreak:
In SE hast du hinsichtlich "Genauigkeit der Abwicklung" sowieso ein Problem: Zum einen ist die Genauigkeit nicht genau definierbar - erst ab V20 bzw. V100 kann eine eigene Biegegleichung verwendet werden.
Also Benutzerdefinierte Biegegleichung geht m.W. seit V3.5, ganz sicher seit V4.
Was die Genauigkeit anbetrifft, bis 3 Dezimalstellen hab ich getestet und das sind immerhin 1/1000 mm, reicht das nicht? ------------------
Gruß
Markus Gras
Unitec Informationssysteme GmbH Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Woody
Mitglied
Beiträge: 23
Registriert: 27.05.2003
|
erstellt am: 08. Sep. 2008 11:57 <-- editieren / zitieren --> Unities abgeben:
Zitat:
Original erstellt von Maserski:
[Wie sieht denn eigentlich diese Tabelle nach Hämmerle aus???
[/B]
Ich habe eigentlich drei Tabellen (für St, VA und Al) die mir ein Dela-X angeben (also den Wert, um den man die Abwickung 'verkürzen' muss).
Waagerecht steht der Biegewinkel und senkrecht die Materialdicke. zB. bei einer Blechdicke von 2mm und 90° bei Stahl bekomme ich einen Wert von 3,5mm (bei VA sind es 4,0mm und nei Al 3,3mm) Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
peticeo
Mitglied
Wirtschaftsinformatiker FH
Beiträge: 162
Registriert: 25.10.2005 Windows 7 64bit
Quad X5472
ST 2/12
Teamcenter 8.1
|
erstellt am: 08. Sep. 2008 11:59 <-- editieren / zitieren --> Unities abgeben: Nur für Woody
|
Woody
Mitglied
Beiträge: 23
Registriert: 27.05.2003
|
erstellt am: 08. Sep. 2008 12:05 <-- editieren / zitieren --> Unities abgeben:
Zitat:
Original erstellt von peticeo:
Das magische Wort lautet: Neutralfaktor . ;)
Gruss Peticeo
Leider habe ich aber weder Neutralfaktor noch Biegeradius *edit* Radius nicht Winkel [Diese Nachricht wurde von Woody am 08. Sep. 2008 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
modeng
Ehrenmitglied V.I.P. h.c.
Beiträge: 7061
Registriert: 10.12.2003
|
erstellt am: 08. Sep. 2008 12:09 <-- editieren / zitieren --> Unities abgeben: Nur für Woody
[...] Also Benutzerdefinierte Biegegleichung geht m.W. seit V3.5, ganz sicher seit V4. [...] dem ist so, entweder den K-Faktor direkt in der Var-Tab oder eine
.dll (gemaess Beispiel in der ...\Custom\Sheetmetal) erstellen.
Bei lezterer Moeglichkeit ist zu beachten das die PZL = BA ist
also die Biegezugabe! Nachtrag:
1)
[....]
Ich habe also eine Tabelle bekommen auf der in Abhängigkeit von
Blechdicke und Biegewinkel ein Korrekturwert angegeben wird.
[...]
2)
[...]
Leider habe ich aber weder Neutralfaktor noch Biegewinkel
[...] also da haben wir bis auf den K-Faktor alles soweit zusammen.
Problem bei SE ist der K-Faktor gilt fuer *alle* Biegungen. Um das
zu umgehen muesste man sich diese .dll zurechtschnitzen und es
dann darin mit der Formel: PZL = 2(tan(Biegewinkel/2)*(Matstaerke+Biegeradius))-Abzugsmass versuchen. Das Abzugsmass muss dann aus einer Tabelle kommen, alle
anderen Werte stellt SE der .dll bei Aufruf zur Verfuegung. Diese
.dll wird je Biegung aufgerufen! Geeignet hierfuer waeren die
SE-Beispiele 'table' oder 'ISO-Table'. Setzt allerdings voraus man
hat VB(6) installiert :-( Dann gibts hier nach ein Programm von Reimann: Biegetabelle
vielleicht tut's das ja modeng ------------------
Lieber Fehler riskieren als Initiative verhindern (R. Mohn) [Diese Nachricht wurde von modeng am 08. Sep. 2008 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
JoeJW
Mitglied
CAD Admin
Beiträge: 64
Registriert: 21.05.2002 SE ST4 / NX7.5 / IDEAS NX6.1m2 TC 8.3
|
erstellt am: 12. Sep. 2008 14:39 <-- editieren / zitieren --> Unities abgeben: Nur für Woody
|

 Foren auf CAD.de (alle Foren)
Foren auf CAD.de (alle Foren)



 |
|