| | |
 | KonTec Maschinenbau GmbH mit "uversa" auf der All About Automation, eine Pressemitteilung
|
|
Autor
|
Thema: Halbmutter (2833 mal gelesen)
|
w.boney
Mitglied
   Beiträge: 9
Registriert: 05.07.2013 Solidworks 2011
|

 erstellt am: 03. Mrz. 2014 15:40
erstellt am: 03. Mrz. 2014 15:40  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
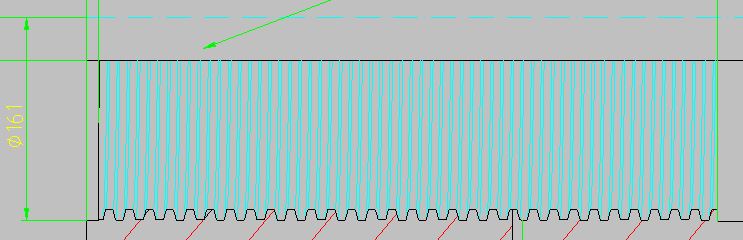
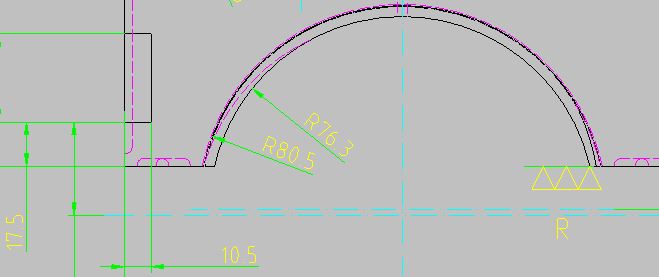
Hallo zusammen. Ich habe die Hilfe und google schon durchsucht und hoffe das mir hier jemand helfen kann. Ich muss einen Schlitten mit Hilfe einer Spindel und einer halben Mutter bewegen. Dazu muss die Länge einer Halbmutter bzw. die Länge des Gewindes im Eingriff bestimmt werden. Gegeben sind:
Kraft die die Schraube aufbringt: 400KN
Gewinde Tr160x8
nach Roloff Mattek 8.61 Nachprüfung des Muttergewindes bzw. nach Dose http://www.hexagon.de/dose/dose1.htm#Anker264
ergibt sich eine Mutterhöhe bzw. Gewinde im Eingriff von aufgerundet 328mm. Jetzt kommt aber mein Problem.
Die Berechnungen sind für ganze Muttern. Ich habe aber nur eine halbe.
Man könnte ja jetzt einfach sagen: Ganze Mutter ist x lang. Halbe Mutter ist x*2. Aber wir haben vor 15 Jahren schon einmal etwas ähnliches gemacht und da ist die Mutter kürzer als sie nach diesen Berechnungen
sein sollte. Und das funktioniert. Dummerweise haben wir die Berechnungen dafür nicht mehr.
Kann mir hier jemand helfen oder vielleicht sagen wo ich an eine Formel zur Berechnung kommen kann. Danke vorab für eure Hilfe. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Moderator
Dipl. Ing.
    
Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
erstellt am: 03. Mrz. 2014 19:09 <-- editieren / zitieren --> Unities abgeben: Nur für w.boney 
Hallo Boney, das größere Problem ist doch,daß sich die Spindel durchbiegt. Ein Trapezgewinde hat einen Flankenwinkel von 30° . Je Seite sind das dann noch 15°. Jetzt zerlege einmal die Kräfte. Die Reibung radial ist hier äußert gering, weil sie sich durch die Rotation aufhebt. 400 kN enstpricht ca. 40 Tonnen.
Überlege Dir doch mal was dann geschieht. Wo liegen die Flanken noch aneinander.
Oder stützt Du sie Spindel ab ? Das wäre natürlich das Beste. Eventuell kommt hier ein Trapezgewinde mit einem kleineren Flankenwinkel in Frage. Das ist zwar nicht genormt, aber bei der Größe völlig egal. Der Ansatz nach Roloff Matek ist sicher richtig, die Mutternhöhe zu verdoppeln auch, wenn sich die Spindel nicht verbiegt.
Funktionieren wird das Gewinde immer, fragt sich nur wie schnell es verschleißt. Hier hängt dann fast alles von der Schmierung, der Wartung und den Werkstoffen und deren Oberflächen ab.
------------------
Klaus Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
ThoMay
Ehrenmitglied V.I.P. h.c.
Konstrukteur

Beiträge: 5260
Registriert: 15.04.2007 SWX 2019
Windows 10 x64
|
erstellt am: 03. Mrz. 2014 19:14 <-- editieren / zitieren --> Unities abgeben: Nur für w.boney
|
w.boney
Mitglied
Beiträge: 9
Registriert: 05.07.2013 Solidworks 2011
|
erstellt am: 04. Mrz. 2014 08:20 <-- editieren / zitieren --> Unities abgeben:
Schonmal Herzlichen Dank für die Antworten. An der Spindel kann ich nichts ändern. Ist ein Kaufteil. Eine Jakob Kraftspindel. Die Spindel ist abgestützt. Das ist ja das Problem das es seit ewigkeiten funktioniert ohne das ein Teil verschlissen ist und regelmäßig im Einsatz ist. Werkstoff der "Mutter" ist 42CrMo4 den Werkstoff der Spindel kenne ich nicht. Haben aber als zulässige Flächenpressung 10N/mm² genommen. Bilder habe ich hochgeladen und hoffe das es funktioniert hat.
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Hohenöcker
Ehrenmitglied V.I.P. h.c.
Ingenieur

Beiträge: 2408
Registriert: 07.12.2005 Inventor 2023
Ich mag beide Arten von Musik:
Country und Western!
S-Fanclub
|
erstellt am: 04. Mrz. 2014 09:51 <-- editieren / zitieren --> Unities abgeben: Nur für w.boney
Da würde ich einfach einen Mittelwert nehmen aus dem, was die Berechnung, und dem, was die Erfahrung sagt. Oder mich gleich auf den Erfahrungswert verlassen. So verkehrt kann es ja nicht gewesen sein. ------------------
Gert Dieter  "Mögen täten wir schon wollen, aber dürfen haben wir uns nicht getraut." Karl Valentin Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
ThoMay
Ehrenmitglied V.I.P. h.c.
Konstrukteur
Beiträge: 5260
Registriert: 15.04.2007 SWX 2019
Windows 10 x64
|
erstellt am: 04. Mrz. 2014 20:28 <-- editieren / zitieren --> Unities abgeben: Nur für w.boney
|
Torsten Niemeier
Ehrenmitglied V.I.P. h.c.
Maschinenbau Ingenieur

Beiträge: 3901
Registriert: 21.06.2001 "ZUSE I.36", 8 BIT, 32 Lämpchen, Service-Ölkännchen "ESSO-Super", Software: AO auf Kuhlmann-Parallelogramm-Plattform
** CSWP 04/2011 **
** CSWE 08/2011 **
|
erstellt am: 04. Mrz. 2014 20:48 <-- editieren / zitieren --> Unities abgeben: Nur für w.boney
Zitat:
Original erstellt von ThoMay:
... werden 850N7mm² bis 900N/mm² angegeben.
Naja, wenn Du das als zul. Flächenpressung eines Bewegungsgewindes nehmen willst, dann brauchst Du eigentlich sonst nichts mehr zu berechnen...  Die 10N/mm² sind schon ganz ok, mein Udo Lattek sagt bei "Stahl" 10 bis 15. Gruß, Torsten Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
ulrix
Mitglied
Maschinenbauingenieur

Beiträge: 744
Registriert: 10.07.2007 Core 2 Duo 2,13 GHz / 2GB RAM
GeForce 7900 / 256 MB
Space Navigator
XP Pro SP2
AIS 2010
|
erstellt am: 04. Mrz. 2014 22:05 <-- editieren / zitieren --> Unities abgeben: Nur für w.boney
Das sieht doch wohl eher so aus, dass das Trapezgewinde nur dafür genutzt wird, die unbelastete Halbmutter an die passende Stelle zu schieben. Die Spannkraft wird dann aufgebracht durch den "Kraftverstärker" inerhalb der hohlen Gewindespindel, ohne dass eine Relativbewegung im Trapezgewinde selbst stattfindet. In diesem Fall dürften erheblich größere Flächenpressungen zulässig sein. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Torsten Niemeier
Ehrenmitglied V.I.P. h.c.
Maschinenbau Ingenieur
Beiträge: 3901
Registriert: 21.06.2001 "ZUSE I.36", 8 BIT, 32 Lämpchen, Service-Ölkännchen "ESSO-Super", Software: AO auf Kuhlmann-Parallelogramm-Plattform
** CSWP 04/2011 **
** CSWE 08/2011 **
|
erstellt am: 04. Mrz. 2014 23:57 <-- editieren / zitieren --> Unities abgeben: Nur für w.boney
Hallo ulrix. Vermutlich habt Ihr Recht. Kommt jetzt etwas darauf an, wie das Ding beim TE eingesetzt wird.
Wenn tatsächlich die 'Bewegungsdrehung' ohne Last durchgeführt wird, braucht man hier sicher nicht von einem Bewegungsgewinde ausgehen.
Andererseits sind die angemerkten 850N/mm² dann doch etwas heftig.
Das würde bedeuten, man könnte mit einem einzigen Gewindegang bereits 1666kN übertragen. (ohne Gewähr, bitte nachprüfen)
Davor würde ich dann doch zurückschrecken, da ist die Flächenpressung kein geeignetes Auslegungskriterium mehr.
Vermutlich liegt aber hier die Diskrepanz zwischen Rechnung und ausgeführter Version begründet.
Vielleicht muss man hier etwas anders rangehen, evtl. mit einer Betrachtung der Biegebelastung eines einzelnen Gewindeganges unter Berücksichtigung der Kerbwirkung im Grund des Muttergewindes? Erstmal 10 für ulrix. Gute Nacht.
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |

 Foren auf CAD.de
Foren auf CAD.de