| | |
 | uversa auf der All About Automation 2026 in Friedrichshafen, eine Pressemitteilung
|
|
Autor
|
Thema: Berechnung Niederhalterkraft (11976 mal gelesen)
|
darthkali
Mitglied
Konstrukteur Formenbau

   Beiträge: 75
Registriert: 24.02.2010
|

 erstellt am: 21. Feb. 2013 15:05
erstellt am: 21. Feb. 2013 15:05  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
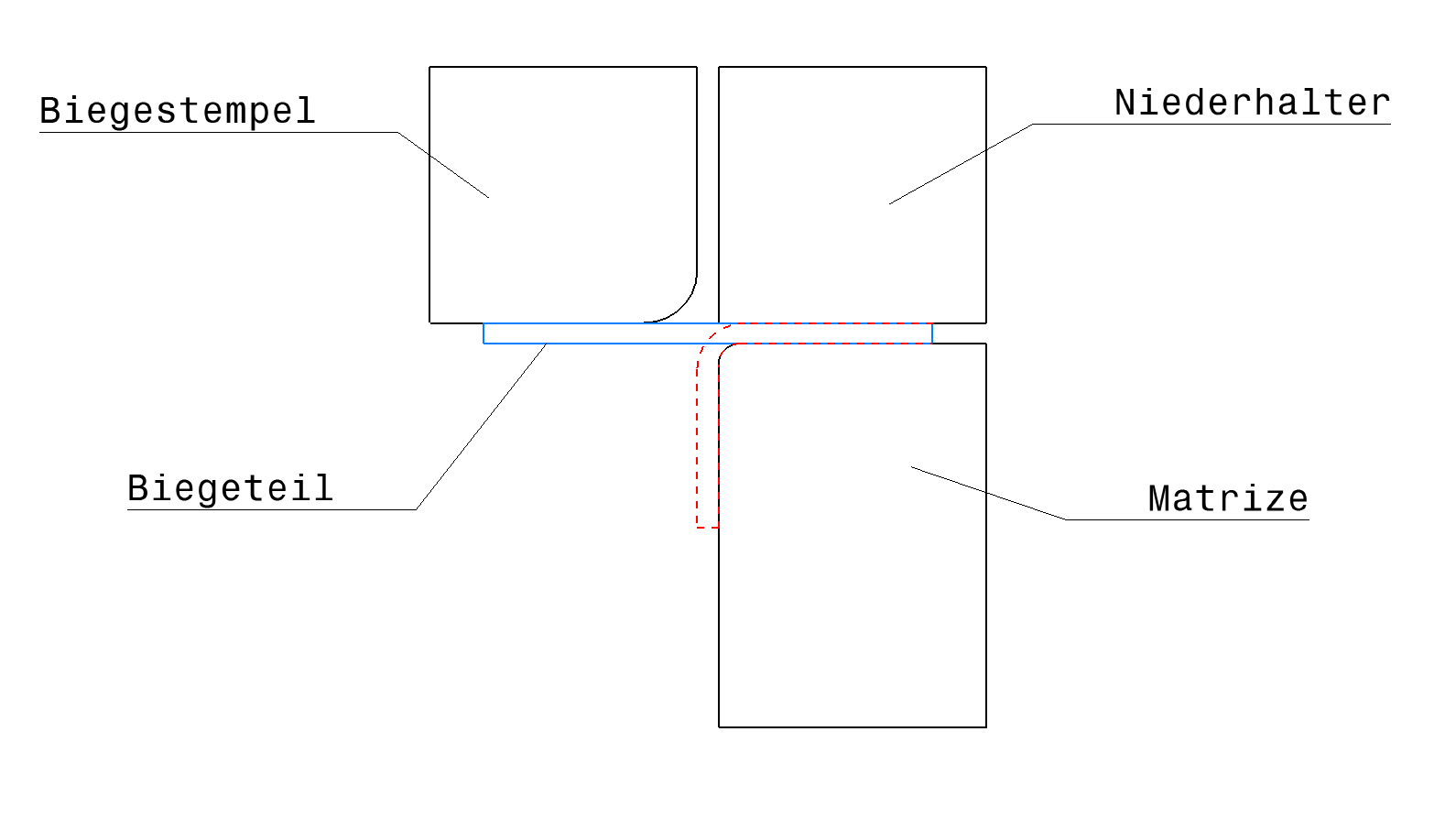
Hallo Ich habe momentan die Aufgabe ein Biegewerkzeug zu Konstruieren. Hierfür benötige ich die erforderliche Biegekraft sowie die erforderliche Niederhaltekraft. Bild 1 Zeigt das Prinzip wie die Vorrichtung funktioniert.
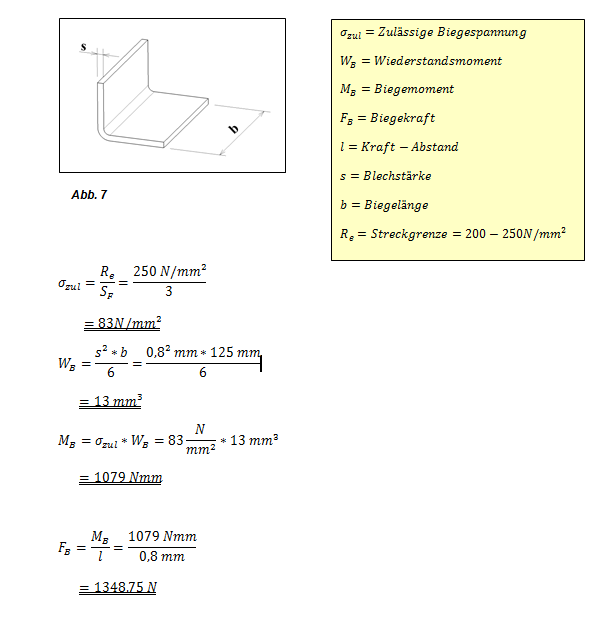
Nun habe ich die Biegekraft zwar berechnet bin mir aber nicht sicher ob das so richtig ist. Bild 2
Das zweite Problem ist die Berechnung der Biegekraft.
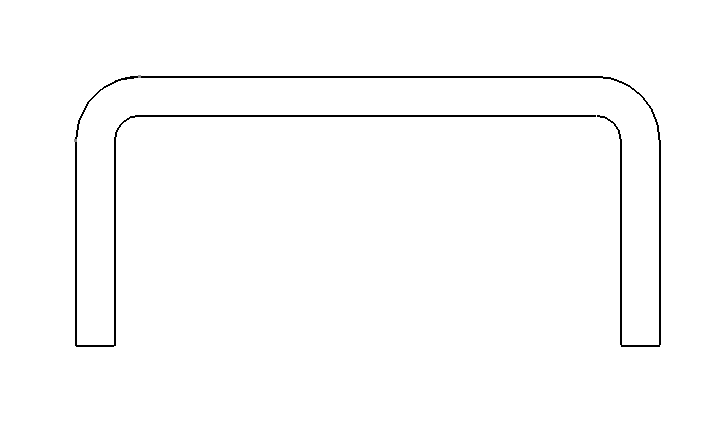
So soll das Blech gebogen werden. Bild 3
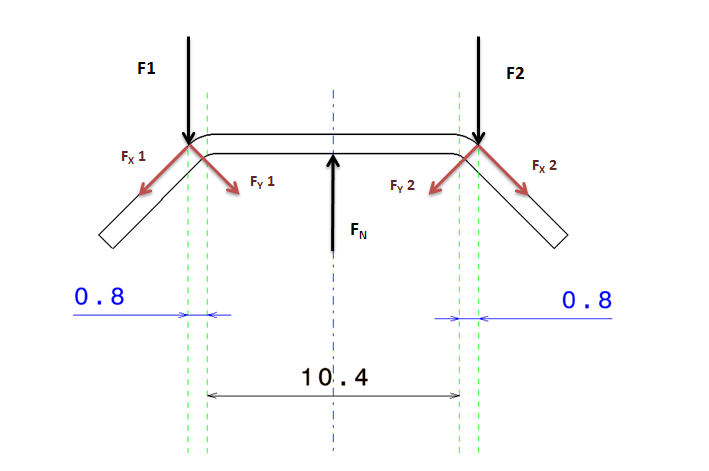
Wenn der Fall angenommen wird dass das Blech noch ungebogen ist, dann wirken Rechts wie auch Links die selbe kraft.
Somit muss der Niederhalter, welcher mittig sitzt, die Summe der beiden Kräfte ausgleichen. Wenn jetzt aber die Biegung eingeleitet wurde. Und sagen wir um 45° gebogen wurde stehen die Kräfte nun nicht mehr Senkrecht auf das Biegeteil.
Das ist auch weiter nicht schlimm, die Resultierenden Kräfte ausrechnen, schon habe ich meine Normalkraft.
Die Situation sollte nun so sein wie im Bild 4 (ist im 2. Beitrag)
Meine Frage ist welche Kräfte benötige ich um nie Niederhalterkraft auszurechnen?
Eine Möglichkeit wäre es die Flächen eben zu machen und die Kraft mit 45° auf die Fläche zu setzen. Da weiß ich aber nicht ob das funktioniert. Bild 5
So ich hoffe das ich mein Problem klar verdeutlichen konnte und man mir helfen kann.
Grüße Danny ------------------
www.ghostboard.de Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
darthkali
Mitglied
Konstrukteur Formenbau
Beiträge: 75
Registriert: 24.02.2010 Win 7 64Bit
Solid Works 2016
|
erstellt am: 21. Feb. 2013 15:06 <-- editieren / zitieren --> Unities abgeben:
|
Doc Snyder
Ehrenmitglied V.I.P. h.c.
Dr.-Ing. Maschinenbau, Entwicklung & Konstruktion von Spezialmaschinen

Beiträge: 13772
Registriert: 02.04.2004 Autodesk Inventor
|
erstellt am: 21. Feb. 2013 15:22 <-- editieren / zitieren --> Unities abgeben: Nur für darthkali 
Moin! Du schreibst Niederhaltekraft, zeichnest aber die Antriebskraft. Die Rechnung an sich sieht auf den ersten Blick korrekt aus, ist aber in verschiedener Hinsicht unrealistisch:
Beim VERbiegen stellt sich ein plastischer Spannungszustand ein, da gilt die Formel für elastische Biegung nicht mehr.
Die Streckgrenze ist die Grenze für Bauteile, die halten sollen. So berechnest Du den Punkt, wo es sich genau NICHT verbiegt.
Und beim Verbiegen mit dem dargestellten Werkzeug wirkt erheblich Reibung, die finde ich in Deiner Rechnung nicht. ------------------
Roland
www.Das-Entwicklungsbuero.de It's not the hammer - it's the way you hit! Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
darthkali
Mitglied
Konstrukteur Formenbau
Beiträge: 75
Registriert: 24.02.2010
|
erstellt am: 21. Feb. 2013 15:45 <-- editieren / zitieren --> Unities abgeben:
|
Doc Snyder
Ehrenmitglied V.I.P. h.c.
Dr.-Ing. Maschinenbau, Entwicklung & Konstruktion von Spezialmaschinen
Beiträge: 13772
Registriert: 02.04.2004 Autodesk Inventor
|
erstellt am: 21. Feb. 2013 16:44 <-- editieren / zitieren --> Unities abgeben: Nur für darthkali
|
darthkali
Mitglied
Konstrukteur Formenbau
Beiträge: 75
Registriert: 24.02.2010
|
erstellt am: 21. Feb. 2013 16:59 <-- editieren / zitieren --> Unities abgeben:
|
ThoMay
Ehrenmitglied V.I.P. h.c.
Konstrukteur

Beiträge: 5260
Registriert: 15.04.2007 SWX 2019
Windows 10 x64
|
erstellt am: 21. Feb. 2013 20:27 <-- editieren / zitieren --> Unities abgeben: Nur für darthkali
Hallo un einen guten Start in den Tag Danni. ääähm, so ganz ganz verstehe ich nicht, wie für dein 2tes Teil die Biegerei funktuionieren soll.
Mittels einer Abkantbank? Kennst du den Prozesse beim Biegen mit einer Schwenkbiegemaschine?
Da geht der Stempel nicht gerade runter, sondern bewegt sich auf einer "Kreisbahn", so das er immer senkrecht auf der "Lasche" steht. Die andere Seite wird durch den Niederhalter geklemmt.
Wenn du nun von diesem Vorgang ausgehst, dann ist dein Werkstück nur in 2 Schritten herzustellen. So wie du das vorhast mit Stempel und Matrize ist das eher ein Tiefziehen, denn ein Biegen. Hierfür gelten ganz andere Gesetzmäßigkeiten.
Vieleicht hilft dir das hier weiter, ansonsten halt selber googeln. Gruß
ThoMay
EDIT Die Falscheschreiberlinge gejagt EDIT
------------------
Hast du Fragen?
Brauchst du 
Schaut mal nach im Bereich
Alle Foren => Wissenstransfer.
oder
Konstrukteure Online hier bei CAD.de
Richtig fragen -
Nettiquette - Konstruktionshilfen - Systeminfo - Unities - CAD Freeware - Forenübersicht - 3D Modelle - SolidWorks Videos
[Diese Nachricht wurde von ThoMay am 22. Feb. 2013 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
darthkali
Mitglied
Konstrukteur Formenbau
Beiträge: 75
Registriert: 24.02.2010
|
erstellt am: 22. Feb. 2013 07:28 <-- editieren / zitieren --> Unities abgeben:
Hallo ThoMay Es handelt sich bei dem zu Biegenden Blech um ein 0,8mm Starkes Kupferblech. Das Problem das ich habe besteht darin dass die Beigestelle im Blech liegt, also ein Rumschwenken des Biegewerkzeuges nicht möglich ist. Da es sonst mit dem Blech Kollidieren würde.
Somit ist nur ein Biegen in Vertikaler Richtung möglich. Vom Prinzip her ist der Aufbau und die Funktionsweise wie bei einem Schneidwerkzeug.
Ein ähnliches Werkzeug (Bild 1) wurde schon mal gebaut leider ist der Konstrukteur nicht mehr im Haus. Und die anderen haben wie ich eher wenig Erfahrung.  Ein Tiefziehen ist es auch nicht da hier sehr große Umformarbeit stattfindet, was bei meinem teil nicht seien darf. Ich hoffe das Problem beschrieben zu haben. Grüße Danny
------------------
www.ghostboard.de Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Queenmum
Mitglied
Design Engineer ;-)
Beiträge: 267
Registriert: 04.08.2011 NX11(nativ)
WIN 10
Intel@3,1GHz;16GB RAM
Quattro K2000
|
erstellt am: 22. Feb. 2013 08:02 <-- editieren / zitieren --> Unities abgeben: Nur für darthkali
Ich habe vor vielen Jahren selbst solche Werkzeuge konstruiert. Aber über Niederhalterkräfte habe ich mir nie Gedanken gemacht. Wir haben immer diese fertigen Kunststofffeder/Bolzen Kombinationen eingesetzt. 2 bis 4 pro Niederhalteplatte. Blechstärke bei uns war ca. 3mm Stahl. Meist war es ein Folgeverbundwerkzeug, d.h. Die Schneidstempel in der vorherigen Station haben das Blech ja auch schon fixiert, bevor der Biegeprozess stattgefunden hat. Von daher konnte es das Blech sowieso nicht mehr herrausziehen. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
darthkali
Mitglied
Konstrukteur Formenbau
Beiträge: 75
Registriert: 24.02.2010
|
erstellt am: 22. Feb. 2013 14:33 <-- editieren / zitieren --> Unities abgeben:
Auf gut Glück möchte ich ungern Konstruieren. Zumal wir eine Presse Benutzen möchten die Wir im Haus haben. Da es ein Penibler Kunde ist will der sicherlich einen Nachweis haben, vor allem falls es später nicht passt. Es gibt ja noch das Gesenkbiegen, welches von der Werkzeugbewegung das selbe ist. Nur da benötige ich eine Gesenkweite die ich ja nicht habe. Vom Prinzip her habe ich nur eine Auflagefläche, vlt könnte man dort die Länge des Blechs nehmen welches Im Freien steht heißt welches gebogen wird. Ob das aber die Richtige Lösung ist kann ich schlecht einschätzen. Grüße Danny ------------------
www.ghostboard.de Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Ing. Gollum
Mitglied
Sondermaschinenbau
Beiträge: 1064
Registriert: 11.03.2005 Win7 64-Bit
SWX 2013
Ansys 13
Labview 2012
|
erstellt am: 22. Feb. 2013 15:10 <-- editieren / zitieren --> Unities abgeben: Nur für darthkali
|
darthkali
Mitglied
Konstrukteur Formenbau
Beiträge: 75
Registriert: 24.02.2010
|
erstellt am: 22. Feb. 2013 15:32 <-- editieren / zitieren --> Unities abgeben:
|
darthkali
Mitglied
Konstrukteur Formenbau
Beiträge: 75
Registriert: 24.02.2010 Win 7 64Bit
Solid Works 2016
|
erstellt am: 23. Feb. 2013 13:49 <-- editieren / zitieren --> Unities abgeben:
Ich habe im Techniker Forum eine Formel für das Abwärts biegen gefunden Fb=0,2*s*b*Rm kennt die jemand und hat damit schon gearbeitet. Wenn ja kann man damit meinen Fall berechnen? Ich würde hier auf einen wert von 5000N bei einer Blächstärke von 0,8 und breite von 125 mm kommen. Erscheint mir etwas viel. Die Sache mit dem u gesenk habe ich auch mal durch gerechnet. Da komme ich jedoch auf utopisch kleine werte wie 50N. Grüße Danny
------------------
www.ghostboard.de Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
ThoMay
Ehrenmitglied V.I.P. h.c.
Konstrukteur
Beiträge: 5260
Registriert: 15.04.2007 SWX 2019
Windows 10 x64
|
erstellt am: 23. Feb. 2013 15:38 <-- editieren / zitieren --> Unities abgeben: Nur für darthkali
|
darthkali
Mitglied
Konstrukteur Formenbau
Beiträge: 75
Registriert: 24.02.2010
|
erstellt am: 23. Feb. 2013 16:46 <-- editieren / zitieren --> Unities abgeben:
Hi Ja ich habe das Blech schon in den Händen gebogen.
das Problem ist die Länge der biegekante.
Bei einer anderen Biegekante die ca. 10 mm lang ist kann man die ohne Probleme biegen. Nur bei de um die es momentan geht hat man mit der Hand kaum eine Chance. Im Schraubstock bekommt man es mit dem Hammer und einem Alu Bolzen gebogen. Die Biegekante ist hier 125 mm lang und ich habe eine Hebellänge von ca 5mm. Also nicht viel. In der Frage die ich gestellt habe sind ja Fotos von der Berechnung drin. Da habe ich die Berechnung für den elastischen Bereich gemacht. Dort lag ich schon bei ca 1000N. Im plastischen müsste es ja eigentlich etwas mehr werden. Aber 5000 scheinen mir dennoch etwas extrem. PS Komma Fehler habe ich nicht. Ich habe es mit Einheiten in die Formel eingesetzt und die haben sich alle schön rausgekürtzt (Außer die Newton)  Eigentlich ist die frage ganz einfach. Wie viel kraft wird benötigt um das Blech zu VERbiegen. Aber nirgendwo findet man eine eindeutige lösung oder sie erscheint etwas utopisch.  Naja ich bleibe dran muss doch zu lösen sein die blöde Aufgabe  . . Grüße danny ------------------
www.ghostboard.de Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Moderator
Dipl. Ing.
    
Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
erstellt am: 23. Feb. 2013 19:08 <-- editieren / zitieren --> Unities abgeben: Nur für darthkali
Hallo Danny, weil das Blech sich wieder etwas zurück biegt, wird eine 90° Biegung so nicht funktionieren. Die Reibung kann man durch Beschichtung der Werkzeuge oder Schmierung veringern. Z.B. WC/c oder TiN Beschichtung. ------------------
Klaus Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
darthkali
Mitglied
Konstrukteur Formenbau
Beiträge: 75
Registriert: 24.02.2010
|
erstellt am: 23. Feb. 2013 20:10 <-- editieren / zitieren --> Unities abgeben:
Das wurde berücksichtigt. Ich bräuchte einen Winkel von Rund 92° und auf die Länge gesehen sind das nur ca. 2 Zehntel. Was noch in der Toleranz liegt. Das mit der Beschichtung werde ich mir anschauen. Aber vorher muss ich die Kraft wissen, die nötig ist zum Biegen. Grüße Danny ------------------
www.ghostboard.de Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Moderator
Dipl. Ing.
Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
erstellt am: 23. Feb. 2013 20:43 <-- editieren / zitieren --> Unities abgeben: Nur für darthkali
" Fb=0,2*s*b*Rm " Da hast Du doch eine Formel. In dem von Gollum velinkten Buch steht die gleiche Formel nur mit dem Faktor 0,4. Das wäre dann das Doppelte. Falls die anderen Formel zu kompliziert sind. Ist denn die Kraft bei 0,8 mm Blechdicke so wichtig. Die Materialeigenschaften und Dicke schwanken auch. Um welche Stückzahlen geht es denn, daß Du so genau rechnen willst ? ------------------
Klaus Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
darthkali
Mitglied
Konstrukteur Formenbau
Beiträge: 75
Registriert: 24.02.2010
|
erstellt am: 23. Feb. 2013 21:27 <-- editieren / zitieren --> Unities abgeben:
Hallo Genau rechnen ist nicht unbedingt das wichtige. Aber wir haben eine Presse hier im Haus die wir gerne dafür benutzen würden. Diese bringt allerdings nur 7500N auf. Darum und natürlich um die Berechnung der Feder um den Niederhalter zu drücken geht es. So nun habe ich einmal 0,2 und einmal 0,4 was bedeutet das ich entweder 5000 N oder 10000 n habe. Ist schon ein unterschied. Und wie gesagt es kommt mir etwas viel vor. Die Stückzahl ist nicht sehr hoch eine Genaue Zahl habe ich gerade nicht im Kopf. Im normal Fall wäre ein Biegewerkzeug Wirtschaftlich nicht sinnvoll. Der eigentliche Grund für die Konstruktion dieses Werkzeuges ist der, das die Biegeteile beim freien Biegen am Schraubstock nicht die geforderten Maße hatte. Außerdem hat sich eine kannte mit verbogen was nicht geschehen sollte. Ich werde aber wohl mit der Formel rechnen. Und es muss auf einer anderen Presse gebogen werden. Grüße danny ------------------
www.ghostboard.de Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Moderator
Dipl. Ing.
Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
erstellt am: 23. Feb. 2013 21:40 <-- editieren / zitieren --> Unities abgeben: Nur für darthkali
Die Zahlen stimmen so. Setze einmal die genannte Streckgrenze der Scherfestigkeit gleich. Dann wären 25 kN nötig um das Blech abzuscheren. Die Biegekräfte sind deswegen nicht sehr groß. Da mußt Du es auf einen Versuch ankommen lassen. ------------------
Klaus Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
darthkali
Mitglied
Konstrukteur Formenbau
Beiträge: 75
Registriert: 24.02.2010
|
erstellt am: 23. Feb. 2013 22:26 <-- editieren / zitieren --> Unities abgeben:
Ok cool. Das wäre erledigt. Jetzt steht noch die 2. Frage im raum. Kann ich denn die Biegekraft auch als Niederhaltekraft einsetzen oder muss die höher werden? Ich weiß nicht wie stark sich die Reibung hier auswirkt. Wenn ich die Biegestempel beschichten lasse wie weit wirkt sich das auf die Reibung aus.
Habe da kaum Erfahrung.  PS Danke an alle für die viele Hilfe ohne euch hätte ich da noch ne zeit für gebraucht Grüße Danny
------------------
www.ghostboard.de Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Moderator
Dipl. Ing.
Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
erstellt am: 24. Feb. 2013 06:47 <-- editieren / zitieren --> Unities abgeben: Nur für darthkali
Danach: [URL=http://books.google.de/books?id=pc4PW-1SVZgC&pg=PA14&lpg=PA14&dq=Kupfer+Stahl+%22Reibung%22&source=bl&ots=01z3_7c01-&sig=N_PYUSmhewyhi23DureMkzi9s-U&hl=de&sa=X&ei=naMpUci8Koeu tAax2oCgBg&ved=0CEwQ6AEwCA][/URL] ist die Reibung bei Kupfer/Stahl niedriger als bei Stahl auf Stahl. Reibung hängt von so vielem ab, daß Dir das keiner vorhersagen kann. Schmierung reduziert die Reibung fast immer.
Die WC/C Beschichtung wird da verwendet wo kein Schmiermittel erlaubt ist. Es gibt aber viele Beschichtungen. Sehr günstig für Beschichtungen ist der Stahl 1.2343 50+2 HRC und 3 mal Anlassen. Da geht fast jede Beschichtung. Beim Niderhalten mußt Du nur einmal eine Kraft aufbringen und keine Umformarbeit verrichten. Deswegen kann das vorher erfolgen und reduziert dann nicht die Kraft der Presse. Z.B. den Niederhlater runterdrücken und dann verkeilen. Oder noch einfacher ohne die Presse mit 2 Schrauben, deswegen meine Frage nach der Stückzahl. Im Prinzip ist zum Niederhalten fast die gleiche Kraft notwendig. ------------------
Klaus Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
darthkali
Mitglied
Konstrukteur Formenbau
Beiträge: 75
Registriert: 24.02.2010
|
erstellt am: 24. Feb. 2013 09:09 <-- editieren / zitieren --> Unities abgeben:
|

 Foren auf CAD.de
Foren auf CAD.de