| | |
 | Neues Justiermodul 2.0: Die VARO-JMR-Serie ist da, eine Pressemitteilung
|
|
Autor
|
Thema: Frage bzl Tolerierung (14121 mal gelesen)
|
AvW1987
Mitglied
Student

   Beiträge: 39
Registriert: 24.03.2010
|

 erstellt am: 18. Jul. 2010 12:45
erstellt am: 18. Jul. 2010 12:45  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
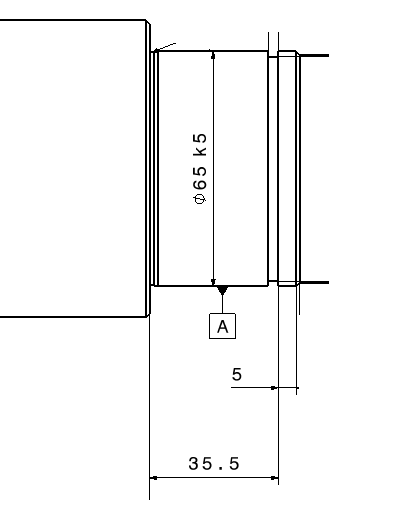
Morgen zusammen... und zwar wollte ich mal fragen, wie ich das hier richtig tolerierenmuss, damit man das spätermontieren kann.. Mir geht es um das Maß 35,5mm vom Lager+Sicherungsring. Das Lager hat als Breitenabweichung min. 0, und max. -450 Mikrometer.. Der Sicherungsring min 0 und max -0,06mm. Jetzt möchte ich gerne die Breite so aauslegen, das ich bei einem maximal und minimal Spiel beide Sachen noch montiert bekomme??
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Markus_30
Ehrenmitglied V.I.P. h.c.
CAx-Architect

Beiträge: 5661
Registriert: 21.03.2005 Windows 11
NX 2406
Teamcenter 2312
|
erstellt am: 18. Jul. 2010 13:01 <-- editieren / zitieren --> Unities abgeben: Nur für AvW1987 
Hallo, ist schon einige Zeit her, als ich das zum letzten Mal machen musste... Die Maße hast du ja schon richtig gesetzt (von der Anlagefläche deines Lagers über den Einstich drüber), Durchmessermaß (sehe ich jetzt zwar nicht, aber die Maßhilfslinien sind zu erkennen) und Einstichbreite. Das Nennmaß von der Schulter bis zum Einstich ergibt sich aus der maximalen Lagerbreite (zugleich Nennbreite des Lagers) plus die Nenndicke des Seeger-Rings (in der Konstruktion, natürlich alles mit Nennmaßen, muss der Seeger-Ring also direkt am Lager anliegen). Die Toleranz für dieses Maß ist auf jeden Fall ins Positive zu wählen, und zwar um den Wert "Einstichbreite minus Dicke des Seeger-Rings. Toleranzen des Einstichdurchmessers (üblicherweise h irgendwas) und der Einstichbreite (üblicherweise H13) findest du im Normblatt bzw. im Tabellenbuch. ------------------
Gruß  Markus Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
murphy2
Ehrenmitglied
-
Beiträge: 1726
Registriert: 30.07.2002
|
erstellt am: 18. Jul. 2010 13:37 <-- editieren / zitieren --> Unities abgeben: Nur für AvW1987
|
AvW1987
Mitglied
Student
Beiträge: 39
Registriert: 24.03.2010
|
erstellt am: 18. Jul. 2010 14:10 <-- editieren / zitieren --> Unities abgeben:
|
N.Lesch
Moderator
Dipl. Ing.
    
Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
erstellt am: 18. Jul. 2010 14:47 <-- editieren / zitieren --> Unities abgeben: Nur für AvW1987
|
AvW1987
Mitglied
Student
Beiträge: 39
Registriert: 24.03.2010
|
erstellt am: 18. Jul. 2010 15:10 <-- editieren / zitieren --> Unities abgeben:
|
N.Lesch
Moderator
Dipl. Ing.
Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
erstellt am: 18. Jul. 2010 15:27 <-- editieren / zitieren --> Unities abgeben: Nur für AvW1987
Dir fehlt der Überblick. Warum kompliziert, wenn es auch einfach geht. Wenn die Breite des Innenrings fast einen halben Millimeter Toleranz hat ist + 0,15 unnötig genau.
Außerdem ist da keine einseitige Toleranz mehr nötig.
Mit solchen vielen unrunden Zahlen macht man sich nur das Leben schwer. Stimmt die Toleranz für die Breite des Innenrings überhaupt ? Nach meinem nicht mehr ganz neuen Katalog ist diese Toleranz ( Toleranzklasse PN - Normaltoleranz ) -0,150.
------------------
Klaus Solid Edge V 20 SP15
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
AvW1987
Mitglied
Student
Beiträge: 39
Registriert: 24.03.2010
|
erstellt am: 18. Jul. 2010 16:25 <-- editieren / zitieren --> Unities abgeben:
|
ThoMay
Ehrenmitglied V.I.P. h.c.
Konstrukteur

Beiträge: 5260
Registriert: 15.04.2007 SWX 2019
Windows 10 x64
|
erstellt am: 18. Jul. 2010 17:18 <-- editieren / zitieren --> Unities abgeben: Nur für AvW1987
Hallo und einen schönen Tag an alle fleißigen Helfer. Also:
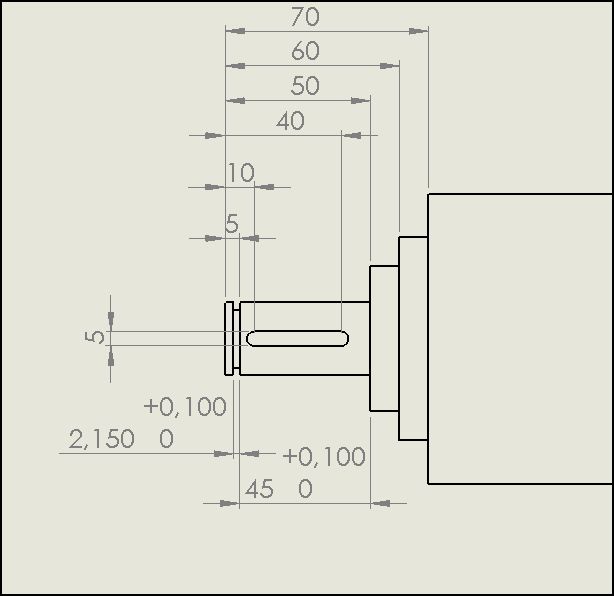
=> Nut Bemaßung von Schulter der Lageanlage bis Innenkante.
Das Toleriern so, dass der Sicherungsring auf alle Fälle in der Nut sitzt.
Man beachte, das nach Norm der Nutgrund nich rechteckig ist, sondern einen Radius besitzt. Der Ring ist aber rechteckig.
Außerdem muß der Ring nicht direkt am Lager sitzen, sondern kann ein gewisses Spiel haben.
36,5-2,65=33,85mm
In diesem Falle von mir gewählt 33,9mm
Um nun nicht die Toleranz zu eng zu fassen wäre meine Angabe 0+0,15
Damit ist das oben eigangs Erwähnt, Montierbarkeit des Ringes gewährleistet. Gruß
ThoMay ------------------
Hast du Fragen?
Brauchst du 
Schaut mal nach im Bereich
Alle Foren => Wissenstransfer.
oder
Konstrukteure Online hier bei CAD.de
Richtig fragen - Nettiquette - alte Suchfuntion - Systeminfo - Unities - CAD Freeware - Forenübersicht - 3D Konverter - 3D Modelle Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
AvW1987
Mitglied
Student
Beiträge: 39
Registriert: 24.03.2010
|
erstellt am: 18. Jul. 2010 17:32 <-- editieren / zitieren --> Unities abgeben:
|
Press play on tape
Ehrenmitglied
Konstrukteur und sonst nix!
Beiträge: 1945
Registriert: 30.04.2007 Creo Elements Direct Modeling 17
|
erstellt am: 18. Jul. 2010 17:45 <-- editieren / zitieren --> Unities abgeben: Nur für AvW1987
Zitat:
Original erstellt von ThoMay:
.......Also:
=> Nut Bemaßung von Schulter der Lageanlage bis Innenkante........
VETO, das ist so nicht richtig! So wie es bemaßt ist(Außenkante) stimmt es schon. Denn der Verbund aus Lager, Scheibe und Ring geht in diese Richtung und bestimmt das Maß auf diese Kante. Wenn in der linken Seite (Innekante) das Spiel(0,1mm) ist stört es nicht. So ist das Schulbuchmäßig und meiner Ansicht nach auch richtig. Aber was ist das bitte für ein Lager, das in der Breite so eine Toleranz aufweist? gruß Heiko Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
AvW1987
Mitglied
Student
Beiträge: 39
Registriert: 24.03.2010
|
erstellt am: 18. Jul. 2010 17:50 <-- editieren / zitieren --> Unities abgeben:
|
Press play on tape
Ehrenmitglied
Konstrukteur und sonst nix!
Beiträge: 1945
Registriert: 30.04.2007 Creo Elements Direct Modeling 17
|
erstellt am: 18. Jul. 2010 18:21 <-- editieren / zitieren --> Unities abgeben: Nur für AvW1987
An sich hast Du ja die richtige Antwort schon erhalten, dem gibts beim momentanen Stand nichts hinzuzufügen. Aber ich fasse nochmals zusammen wie es meiner Ansicht nach richtig ist. Lagerbreite 33(Nennmaß) + Einstichbreite(Norm)2,65 + dicke der Scheibe(wenn eine vorhanden ist) 0 = 35,65 als toleranz ist z.B. +0,1mm üblich je nach Abmessungen des Lagers. Da das ganze ja ein Loslager ist stört mich die mit -0,45mm sehr große Toleranz der Lagerbreite nicht, wobei ich nachgesehen habe und auch auf 0,15mm Toleranz gekommen bin. Sollte das Spiel geringer ausfallen sollen so würde ich empfehlen Passscheiben einzusetzen. gruß Heiko [Diese Nachricht wurde von Press play on tape am 18. Jul. 2010 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
ThoMay
Ehrenmitglied V.I.P. h.c.
Konstrukteur
Beiträge: 5260
Registriert: 15.04.2007 SWX 2019
Windows 10 x64
|
erstellt am: 18. Jul. 2010 18:43 <-- editieren / zitieren --> Unities abgeben: Nur für AvW1987
|
Torsten Niemeier
Ehrenmitglied V.I.P. h.c.
Maschinenbau Ingenieur

Beiträge: 3901
Registriert: 21.06.2001 "ZUSE I.36", 8 BIT, 32 Lämpchen, Service-Ölkännchen "ESSO-Super", Software: AO auf Kuhlmann-Parallelogramm-Plattform
** CSWP 04/2011 **
** CSWE 08/2011 **
|
erstellt am: 18. Jul. 2010 20:26 <-- editieren / zitieren --> Unities abgeben: Nur für AvW1987
|
Press play on tape
Ehrenmitglied
Konstrukteur und sonst nix!
Beiträge: 1945
Registriert: 30.04.2007
|
erstellt am: 18. Jul. 2010 20:44 <-- editieren / zitieren --> Unities abgeben: Nur für AvW1987
Zitat:
Original erstellt von Torsten Niemeier:
@Heiko:Machst Du das wirklich so?
Ich nehme Lagerbreite + Breite des Sicherungsrings = Nennmaß 35,5
Toleranzangabe +0,1 evtl. auch, wie Markus +0,15 Gruß, Torsten
hmm weist Du wir streiten gerade um 0,1mm  aber wenn Du mich so fragst, ja eigentlich mache ich das so aber ich mache es sehr selten und das sind dann Anwendungen bei denen es eher um einen einigermaßen Genauen und leichten Lauf handelt, aber kaum Drehzahlen haben. Also Experte bin ich nicht aber wenn Du mich so fragst, ja eigentlich mache ich das so aber ich mache es sehr selten und das sind dann Anwendungen bei denen es eher um einen einigermaßen Genauen und leichten Lauf handelt, aber kaum Drehzahlen haben. Also Experte bin ich nicht  Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
lowpass
Mitglied
Beiträge: 16
Registriert: 10.07.2010
|
erstellt am: 21. Jul. 2010 18:41 <-- editieren / zitieren --> Unities abgeben: Nur für AvW1987
Hallo leute, neu dabei und angenehm euch "kennen zu lernen" ! Nicht um die sache tot zu reden aber hier meine ansichten: Mass 35.5 (min) = lager(max) + sich.ring(max) Ubliche toleranz fur das mass +0.1/-0 Und ja, bemasst wird von flansch bis zur zweite sich.ring nut, also in ordnung wie auf das bild.
Und der sich.ring soll einfach immer etwas spiel haben.
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Krümmel
Ehrenmitglied V.I.P. h.c.
Konstrukteur mit rotierter Vergangenheit

Beiträge: 6255
Registriert: 14.09.2008 Was mit SWX so alles geht ;-)
|
 erstellt am: 21. Jul. 2010 19:24 <-- editieren / zitieren --> Unities abgeben: Nur für AvW1987
erstellt am: 21. Jul. 2010 19:24 <-- editieren / zitieren --> Unities abgeben: Nur für AvW1987
Hallo, Und ja, bemasst wird von flansch bis zur zweite sich.ring nut, also in ordnung wie auf das bild.
deshalb also, bin ich permanent am Rechnen 
Man kann auch so tolerieren das das nicht nötig ist!  Vorderkante (die antastbar ist) = 0 setzen und den Rest nach Vorne aufbauen! Mir stellt sich nämlich stark die Frage wer besser ist, im Kopfrechnen, ein modernes CAD oder der oft ungelernte Maschinenbediener! Und wer behauptet das so bemaßt wird  ich behaupte das Gegenteil! ich behaupte das Gegenteil!
MfG
Andreas
------------------
Stillstand ist Rückschritt Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Torsten Niemeier
Ehrenmitglied V.I.P. h.c.
Maschinenbau Ingenieur
Beiträge: 3901
Registriert: 21.06.2001 "ZUSE I.36", 8 BIT, 32 Lämpchen, Service-Ölkännchen "ESSO-Super", Software: AO auf Kuhlmann-Parallelogramm-Plattform
** CSWP 04/2011 **
** CSWE 08/2011 **
|
erstellt am: 21. Jul. 2010 20:03 <-- editieren / zitieren --> Unities abgeben: Nur für AvW1987
Hey Andreas, Du siehst das viel zu sehr aus Deiner Sicht.
Was wäre, wenn das Lager auf jeder Seite von einem Sicherungsring gehalten würde? Nach Deiner Methode müßten wir in diesem Fall das Zwischenmaß vom linken Rand der linken Nut zum linken Rand der rechten Nut bemaßen. Bei allem Verständnis für fertigungsgerechte Bemaßung, aber das hätte mit Funktionsgerecht ja garnichts mehr zu tun. BTW : Mit der passenden Tolerierung kann man auch großen Scheixx hinkriegen. Z.B. Maßangabe 17 -0,2/-0,3. Wie würdest Du sowas nachmodellieren, wenn Du nur die Zeichnung hättest? Modellierst Du dann Mitte Toleranz, so wie Du fertigst, oder nähmest Du in solchen Fällen nicht am liebsten Nennmaß? : Mit der passenden Tolerierung kann man auch großen Scheixx hinkriegen. Z.B. Maßangabe 17 -0,2/-0,3. Wie würdest Du sowas nachmodellieren, wenn Du nur die Zeichnung hättest? Modellierst Du dann Mitte Toleranz, so wie Du fertigst, oder nähmest Du in solchen Fällen nicht am liebsten Nennmaß? Gruß, Torsten Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Krümmel
Ehrenmitglied V.I.P. h.c.
Konstrukteur mit rotierter Vergangenheit
Beiträge: 6255
Registriert: 14.09.2008 Was mit SWX so alles geht ;-)
|
 erstellt am: 21. Jul. 2010 22:08 <-- editieren / zitieren --> Unities abgeben: Nur für AvW1987
erstellt am: 21. Jul. 2010 22:08 <-- editieren / zitieren --> Unities abgeben: Nur für AvW1987
Hallo Torsten, sicher bin ich vorbelastet  Mache aber auch Beides! Konstruktion sowie auch Fertigung. Meistens muss ich meine eigenen Modelle selbst herstellen (Prototypen) Und dann achtet man auf sowas Schließlich will man sich ja nicht mehr Arbeit aufhalsen wie nötig! Mir ist schon bewusst das es nicht immer geht , und mann die komplette Konstruktion im Auge haben muss, aber bei genauem Nachdenken geht in Richtung fertigungsgerechter Bemaßung meistens doch einiges! Oft ,sehr oft würde anders bemaßt, müsste das Bauteil selbst hergestellt werden. Und wenn ich eine Maximalbreite vom Lager zudem noch die Maximalabmessungen von Seegerring habe sollte das doch gehen , oder? MfG
Andreas edit Nachtrag, die CNC fertigt schon seit Jahren auf 0,001 mm (theoretisch) (den Ganzen Wärmeverzug und andere anwenderbedingte Unzulänglichkeiten lassen wir mal außen vor) Da sollte doch was mit punktgenauer Angabe der im CAD erzeugten Geometrie gehen ,oder nicht? So manche Zeichnung ist in der Hinsicht als http://de.wikipedia.org/wiki/Diffuser_Nebel zu bezeichnen
------------------
Stillstand ist Rückschritt
[Diese Nachricht wurde von Krümmel am 21. Jul. 2010 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
marques_CH
Mitglied
Prozessdesign/PLM
Beiträge: 698
Registriert: 21.11.2005
|
erstellt am: 22. Jul. 2010 03:25 <-- editieren / zitieren --> Unities abgeben: Nur für AvW1987
Hallo Ich bin mit Krümmel einer Meinung, wer meine Beiträge so liest, der merkt dass es für mich persönlich wichtiger ist Fertigungsgerecht zu Zeichnen. Da mögen die Meinungen weit auseinander gehen was einem in der Uni beigebracht wird und dass was an der Maschine raus kommt. Zumindest versuch ich persönlich unsere Leute in die Richtung zu schubsen es den Menschen an der Maschine leichter zu machen. Es mag sein dass laut Norm, die korrekte Bemassungsart lautet von Schulter zu gegenüberliegende Schulter. Derjenige der es fertigen soll wird das Teil aber niemals so fertigen und mal vor und mal zurück rechnen. Die Frage nach der "richtige" Bemassung ist ähnlich wie die Frage nach dem Gesetz. Nicht alles was Legal ist, muss auch auch Ethisch/moralisch korrekt sein. Entschuldigung für die Ausschweifung ausserhalb des Themas. Lg Marques Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Ing. Gollum
Mitglied
Sondermaschinenbau
Beiträge: 1064
Registriert: 11.03.2005 Win7 64-Bit
SWX 2013
Ansys 13
Labview 2012
|
erstellt am: 22. Jul. 2010 08:28 <-- editieren / zitieren --> Unities abgeben: Nur für AvW1987
Hallo, Laut Norm und Uni, sind im Zweifel bis zu drei Zeichnungen zu erstellen. Fertigungs-, Funktions- und Prüfgerecht. Hab ich aber noch nie gesehen.  Grüße, Gollum ------------------
 Man findet immer dort besonders viel Chaos, wo man nach Ordnung sucht. Das Chaos besiegt die Ordnung, weil es besser organisiert ist. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Press play on tape
Ehrenmitglied
Konstrukteur und sonst nix!
Beiträge: 1945
Registriert: 30.04.2007
|
erstellt am: 22. Jul. 2010 08:45 <-- editieren / zitieren --> Unities abgeben: Nur für AvW1987
Hallo, manche Maße sollten Funktionsgerecht sein, da jeder Fertiger etwas anders arbeitet(gib das Zeug mal extern, der schaut auch wie er es am einfachsten, billigsten macht) und dann kann es sein daß Deine Theorie nicht mehr aufgeht, da sich ein paar toleranzen aufaddiert haben! Musste gestern erst aus diesem Grund etwas nacharbeiten lassen, alle Maße wurden eingehalten (in diesem Fall war es mein Fehler). Vor ein paar Jahren hab ich mal erlebt daß etwas um 2mm nicht geppasst hat (größeres Schweißgestelle, aber bearbeitet), keine wusste wo die hergekommen sind, es waren aufaddierte toleranzen! Ich weis es ist oft ein Streitthema Fertigungsgerechte Bemaßung, aber meine persönliche Erfahrung sagt mir auch daß diese in unterschiedlichen Betrieben sehr unterschiedlich ausssieht. gruß Heiko Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Krümmel
Ehrenmitglied V.I.P. h.c.
Konstrukteur mit rotierter Vergangenheit
Beiträge: 6255
Registriert: 14.09.2008 Was mit SWX so alles geht ;-)
|
 erstellt am: 28. Jul. 2010 22:07 <-- editieren / zitieren --> Unities abgeben: Nur für AvW1987
erstellt am: 28. Jul. 2010 22:07 <-- editieren / zitieren --> Unities abgeben: Nur für AvW1987
Hallo zusammen, muss nochmal in der Wunde bohren, hatte heut wiedermal so einen Fall Vergesst am besten das es den Begriff inkrementelle Bemaßung gibt! Absolute Maße , toleriert wie auch immer, sind angesagt! Und wo da der Nullpunkt liegt, ist meistens zumindest bei Frästeilen, auch noch völlig Egal. Also Maße setzen die sich auf einen fixen Ursprung beziehen, genau wie im CAD! Was soll denn rauskommen wenn ich ein toleriertes Maß auf ein anderes toleriertes aufsetze Bei allen Konstruktionen ist irgendwo der Punkt Null ! Bitte auch da mit dem Bemaßen anfangen. MfG
Andreas ------------------
Stillstand ist Rückschritt Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Torsten Niemeier
Ehrenmitglied V.I.P. h.c.
Maschinenbau Ingenieur
Beiträge: 3901
Registriert: 21.06.2001 "ZUSE I.36", 8 BIT, 32 Lämpchen, Service-Ölkännchen "ESSO-Super", Software: AO auf Kuhlmann-Parallelogramm-Plattform
** CSWP 04/2011 **
** CSWE 08/2011 **
|
erstellt am: 28. Jul. 2010 22:55 <-- editieren / zitieren --> Unities abgeben: Nur für AvW1987
Hallo Andreas, willst Du das wirklich so verallgemeinern? Beispiel Passfedernut:
Ich bemaße: Ausgehend von einer tastbaren Fläche in der Nähe bis Mittelpunkt Radius 1, von da inkrementell bis Mitte Radius 2.
Vermutlich genauso verbreitet: Das inkrementelle Maß von Anfang Nut bis Ende Nut. Wenn wir jetzt hierfür Deine Methode nehmen, erhalten wir zwei Maße, die jeweils von einem Ende der Welle ausgehen dürften.
Folgen:
- schon für die Berechnung des Wegs, der gefräst werden muß, muß man subtrahieren.
- man erhält unter Umständen zwei sehr große Maße, die dann zwansläufig toleriert werden müssen, was bei der anderen Methode völlig unnötig ist.
- man erhält wahrscheinlich Maße, die nur unter großem Aufwand auch nachzumessen sind. Gruß, Torsten Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Krümmel
Ehrenmitglied V.I.P. h.c.
Konstrukteur mit rotierter Vergangenheit
Beiträge: 6255
Registriert: 14.09.2008 Was mit SWX so alles geht ;-)
|
erstellt am: 28. Jul. 2010 23:35 <-- editieren / zitieren --> Unities abgeben: Nur für AvW1987
Hallo Torsten, ich stell mir das so vor! Die Konstruktionsmaße ausgehend von Null + individuelle Funktionsbemaßung. Da weiß doch jeder sofort worum es geht,oder nicht
Edit
seltsamerweiße stört mich das nur bei Längenangaben die Durchmesser sind da deutlich einfacher zu handhaben. Warum wohl
MfG
Andreas
------------------
Stillstand ist Rückschritt [Diese Nachricht wurde von Krümmel am 28. Jul. 2010 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Torsten Niemeier
Ehrenmitglied V.I.P. h.c.
Maschinenbau Ingenieur
Beiträge: 3901
Registriert: 21.06.2001 "ZUSE I.36", 8 BIT, 32 Lämpchen, Service-Ölkännchen "ESSO-Super", Software: AO auf Kuhlmann-Parallelogramm-Plattform
** CSWP 04/2011 **
** CSWE 08/2011 **
|
erstellt am: 28. Jul. 2010 23:48 <-- editieren / zitieren --> Unities abgeben: Nur für AvW1987
Hallo Andreas, soweit geht's ja auch noch.
Aber was ist, wenn die Welle auf der anderen Seite auch 'ne Nut hat.
Oder irgendwo in der Mitte? Bleibst Du dann bei der Methode? "Die Passfedernut soll von 1327 bis 1367 von der anderen Seite aus gehen, mess doch mal nach!"
"OK, ich hol' nur eben mit dem Kran den großen Meßschieber." Gruß, Torsten Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Torsten Niemeier
Ehrenmitglied V.I.P. h.c.
Maschinenbau Ingenieur
Beiträge: 3901
Registriert: 21.06.2001 "ZUSE I.36", 8 BIT, 32 Lämpchen, Service-Ölkännchen "ESSO-Super", Software: AO auf Kuhlmann-Parallelogramm-Plattform
** CSWP 04/2011 **
** CSWE 08/2011 **
|
erstellt am: 28. Jul. 2010 23:50 <-- editieren / zitieren --> Unities abgeben: Nur für AvW1987
|
Krümmel
Ehrenmitglied V.I.P. h.c.
Konstrukteur mit rotierter Vergangenheit
Beiträge: 6255
Registriert: 14.09.2008 Was mit SWX so alles geht ;-)
|
erstellt am: 29. Jul. 2010 00:14 <-- editieren / zitieren --> Unities abgeben: Nur für AvW1987
Hallo, von der zweiten Seite das gleiche Gesamtlänge der Welle so toleriert das Deine Bedingung erfüllt ist, und schon passts! Das ist auch das Einzige was ich genau nachmessen kann, ansonsten muss ich auf die programmierten Maße vertrauen. Schreib doch die Maße die Dir wichtig sind dazu! Das stört nicht! Was stört sind Maße die nur durch nachrechnen ermittelt werden können! Bei einer Welle mit Bearbeitung beider Enden bitte die Null einmal Links einmal Rechts anlegen und die Gesamtlänge tolerieren. MfG
Andreas ------------------
Stillstand ist Rückschritt [Diese Nachricht wurde von Krümmel am 29. Jul. 2010 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Torsten Niemeier
Ehrenmitglied V.I.P. h.c.
Maschinenbau Ingenieur
Beiträge: 3901
Registriert: 21.06.2001 "ZUSE I.36", 8 BIT, 32 Lämpchen, Service-Ölkännchen "ESSO-Super", Software: AO auf Kuhlmann-Parallelogramm-Plattform
** CSWP 04/2011 **
** CSWE 08/2011 **
|
erstellt am: 29. Jul. 2010 00:24 <-- editieren / zitieren --> Unities abgeben: Nur für AvW1987
Hallo Andreas, und schon ist es doch wieder eine inkrementelle Bemaßung, die Du doch überhaupt nicht haben wolltest!
Auch die Nutbreite in Deiner Zeichnung ist so ein Maß!
Und es gibt noch etliche andere Beispiel, wo IMHO eine inkrementelle Bemaßung eher angesagt ist als eine absolute.
Deswegen war ich ja gegen die Verallgemeinerung. Gruß, Torsten Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Krümmel
Ehrenmitglied V.I.P. h.c.
Konstrukteur mit rotierter Vergangenheit
Beiträge: 6255
Registriert: 14.09.2008 Was mit SWX so alles geht ;-)
|
 erstellt am: 29. Jul. 2010 00:55 <-- editieren / zitieren --> Unities abgeben: Nur für AvW1987
erstellt am: 29. Jul. 2010 00:55 <-- editieren / zitieren --> Unities abgeben: Nur für AvW1987
Hallo Torsten, Du bist schon ein wirklich resistenter Verfechter der alten Tugenden Selbstverständlich ist die 5 inkrementell macht aber in dem Fall keine Rechenarbeit!
(liegt bei einer Welle naturgemäß auf Achse) Und genau das möchte ich erreichen ! Nicht Nachrechnen müssen Bei der Genauigkeit heutiger WZM ist für mich umdenken in der Bemaßung angesagt! Oder aber , ich hab da einen Zug verpasst, die Zeichnung brauchts gar nicht mehr CAD CAM und fertig. MfG
Andreas
------------------
Stillstand ist Rückschritt Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Torsten Niemeier
Ehrenmitglied V.I.P. h.c.
Maschinenbau Ingenieur
Beiträge: 3901
Registriert: 21.06.2001 "ZUSE I.36", 8 BIT, 32 Lämpchen, Service-Ölkännchen "ESSO-Super", Software: AO auf Kuhlmann-Parallelogramm-Plattform
** CSWP 04/2011 **
** CSWE 08/2011 **
|
erstellt am: 29. Jul. 2010 01:25 <-- editieren / zitieren --> Unities abgeben: Nur für AvW1987
|
Krümmel
Ehrenmitglied V.I.P. h.c.
Konstrukteur mit rotierter Vergangenheit
Beiträge: 6255
Registriert: 14.09.2008 Was mit SWX so alles geht ;-)
|
erstellt am: 29. Jul. 2010 08:54 <-- editieren / zitieren --> Unities abgeben: Nur für AvW1987
|

 Foren auf CAD.de
Foren auf CAD.de