| | |
 | Regionalmesse Schraubtec hält in Landshut, eine Pressemitteilung
|
|
Autor
|
Thema: Punktuelle Schneidspalterhöhung - Abfallrücklauf (2234 / mal gelesen)
|
Alexander78
Mitglied
Konstrukteur Stanz u. Umformtechnik

   Beiträge: 107
Registriert: 14.03.2005
|

 erstellt am: 27. Aug. 2020 14:31
erstellt am: 27. Aug. 2020 14:31  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
Hallo zusammen, vielleicht kann mir hier jemand mal eine Info geben. Habe gerade
in Schulungsunterlagen etwas von einer punktuellen Schneidspalterhöhung gelesen. Hiermit soll angebeblich der Abfallrücklauf ( Butzen ) verhindert werden. Soll dies durch den größeren Schneidgrat auf der Durchbruchseite erfolgen ? Um wieviel Prozent soltte man denn den Schneidspalt in bestimmten Bereichen erhöhen ? Sollte man die Erhöhung bevorzugt an Radien anbringen ? Fragen über Fragen. Aber vielleicht kann mir jemand von Euch ja Antworten darauf geben. Gruß Alexander ------------------
Creo2.0 Parametric
Creo2.0 Simulate
Visi 2017 R1
Autodesk Moldflow 2013
B&W Progressive Die Extension 7.0
ANSYS AIM PRO
HP Workstation Z420 [Diese Nachricht wurde von Alexander78 am 27. Aug. 2020 editiert.] [Diese Nachricht wurde von Alexander78 am 27. Aug. 2020 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Roland Schröder
Ehrenmitglied V.I.P. h.c.
Dr.-Ing. Maschinenbau, Entwicklung & Konstruktion von Spezialmaschinen

Beiträge: 13772
Registriert: 02.04.2004 Entwicklung und Konstruktion von Spezialmaschinen
|
erstellt am: 28. Aug. 2020 12:59 <-- editieren / zitieren --> Unities abgeben: Nur für Alexander78 
Moin! Ich schätze mal, dass es darum geht, dass durch die gezielte Ungleichmäßigkeit des Schnittes der Butzen nicht flach und wie rundum "angenäht" auf dem Stempel hängen bleibt, sondern ein bisschen uneben wird, vielleicht auch kippt, und dadurch zuverlässiger abfällt. Ist aber alles bloß geraten, und mehr weiß ich auch nicht, denn Stanzwerkzeuge hab ich bishar nie selbst ausgelegt, sondern immer nur zugekauft. ------------------
Roland
www.Das-Entwicklungsbuero.de It's not the hammer - it's the way you hit! Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Alexander78
Mitglied
Konstrukteur Stanz u. Umformtechnik
Beiträge: 107
Registriert: 14.03.2005
|
 erstellt am: 28. Aug. 2020 15:29 <-- editieren / zitieren --> Unities abgeben:
erstellt am: 28. Aug. 2020 15:29 <-- editieren / zitieren --> Unities abgeben:
Danke für die Info. Werde die punktuelle Schneidspalterhöhung mal beim aufkommen der nächsten Butzen mal ausprobieren, und gebe hier mal Rückinfo.
Gruß Alexander
------------------
Creo2.0 Parametric
Creo2.0 Simulate
Visi 2017 R1
Autodesk Moldflow 2013
B&W Progressive Die Extension 7.0
ANSYS AIM PRO
HP Workstation Z420 Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
hermann
Mitglied
Konstrukteur
Beiträge: 257
Registriert: 11.04.2001 DELL Mobile Precision 7760
Intel XEON W-11855M / 3,20GHz / 6 Cores
32GB ECC-RAM
NVIDIA RTX A3000 / 6GB / 512.36
Windows 10 Pro for Workstations
INV-2020.5.4
AcadM-2020
Inventor Nastran 2020.2.0.390
Nastran 2020 V14.2.0.101
3dx SpaceExplorer/10.4.3
|
erstellt am: 09. Sep. 2020 11:38 <-- editieren / zitieren --> Unities abgeben: Nur für Alexander78
|
Alexander78
Mitglied
Konstrukteur Stanz u. Umformtechnik
Beiträge: 107
Registriert: 14.03.2005
|
erstellt am: 10. Sep. 2020 07:41 <-- editieren / zitieren --> Unities abgeben:
Danke für die Info. Hast du nach diesem Prinzip schonmal selber Matrizen durch Senkerodieren anfertigen lassen ?
Könnte man doch im Prinzip auch durch Drahtschneiden durch die ganze Matrize führen , oder ?
Gruß Alexander
------------------
Creo2.0 Parametric
Creo2.0 Simulate
Visi 2017 R1
Autodesk Moldflow 2013
B&W Progressive Die Extension 7.0
ANSYS AIM PRO
HP Workstation Z420 [Diese Nachricht wurde von Alexander78 am 10. Sep. 2020 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Ex-Mitglied
|
erstellt am: 10. Sep. 2020 09:46 <-- editieren / zitieren -->
Senkerodieren ist Quatsch. Das würde ich nur bei Matrizen mit einem zylindrischen Teil, etwa 1-2 mm tief machen. Dein Stempel muss dazu dann tiefer eintauchen, als die Einsenkung. Standard-Matrizen haben 1-Grad Konik pro Seite.
Schneide sie erst komplett fertig.
Im 2. Arbeitsgang schneide eine Scharte etwa 0.04mm tief, 0,6mm lang, 1 Grad schräg zur Schneidkante und 5 Grad schräg zur Längsrichtung.
Schneide sie immer paarweise gegenüber, hauptsächlich an den langen Kanten der Matrize.
Der 2. Arbeitsgang dauert zusätzlich etwa 1 Minute/Matrize. |
Lucky Cad
Mitglied
...Malen nach Zahlen...
Beiträge: 705
Registriert: 11.11.2002 Intel Core i7-3770K
16GB Ram
Quadro 4000
Spacemouse XT plus
Inv 2013 SP1.1
Vault Collaboration 2013
|
erstellt am: 11. Sep. 2020 09:24 <-- editieren / zitieren --> Unities abgeben: Nur für Alexander78
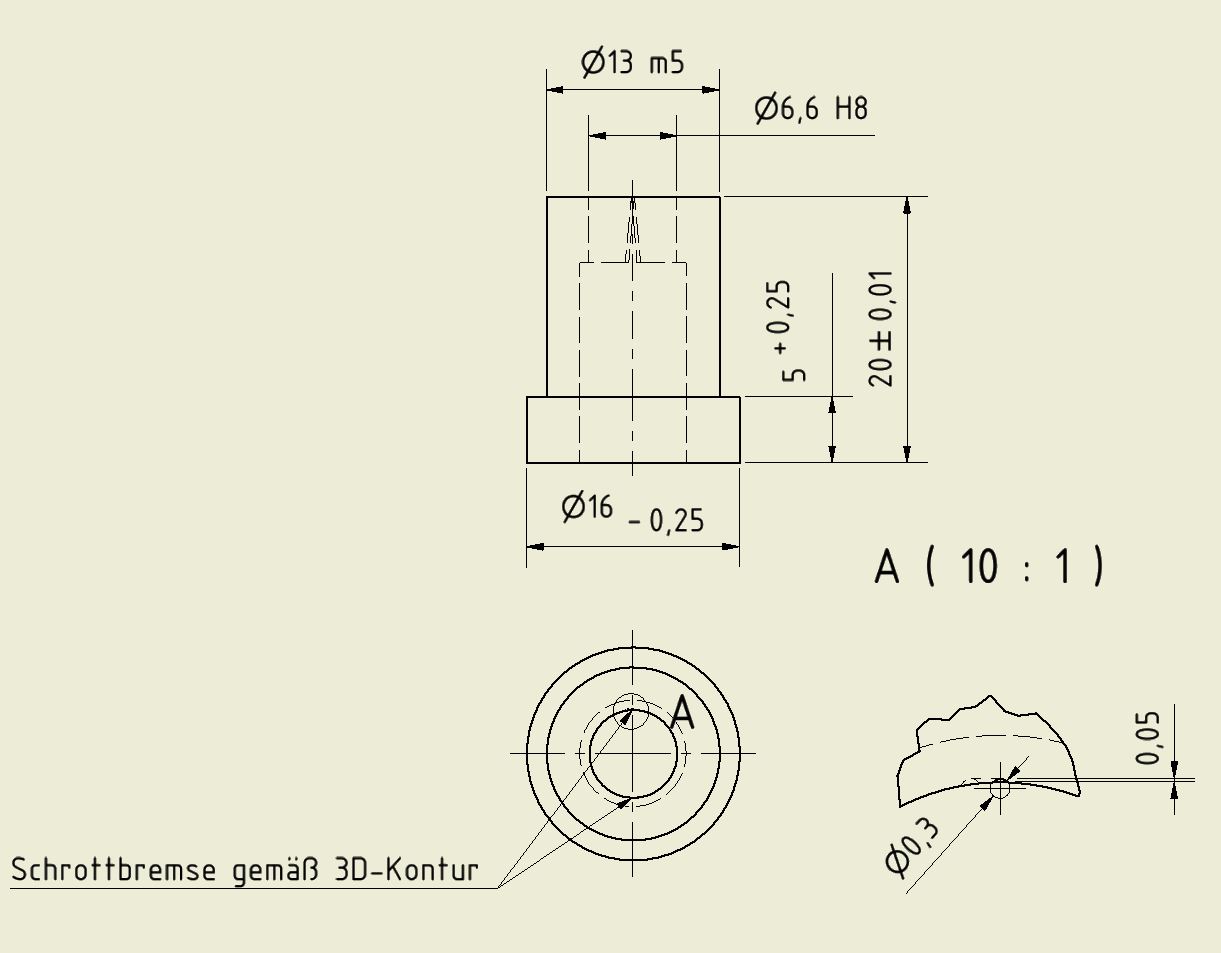
Bei uns läuft dieses unter dem Begriff "Schrottbremse". Je nach Materialstärke wird entsprechend die Tiefe angepasst. Der Erodierdraht hat 0,3 mm Durchmesser, der Draht wird leicht schräg gestellt. Anbei ein Beispiel einer Schneidbuchse. Es verhindert, dass der Stempel den Schrott (Butzen) wieder mit nach oben zieht. Ich hoffe, geholfen zu haben.
Viele Grüße
Stefan Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
hermann
Mitglied
Konstrukteur
Beiträge: 257
Registriert: 11.04.2001
|
erstellt am: 20. Sep. 2020 20:09 <-- editieren / zitieren --> Unities abgeben: Nur für Alexander78
Zitat:
Original erstellt von Alexander78:
Danke für die Info.Hast du nach diesem Prinzip schonmal selber Matrizen durch Senkerodieren anfertigen lassen ?
Könnte man doch im Prinzip auch durch Drahtschneiden durch die ganze Matrize führen , oder ?
Gruß Alexander
Wir fertigen es auch so wie Julian und Stefan es beschreiben.  Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |

 Foren auf CAD.de
Foren auf CAD.de