| | |
 | SchraubTec Bochum - Die regionale Fachmesse für Schraubverbindungen, eine Veranstaltung am 30.09.2026
|
|
Autor
|
Thema: Abschätzung Schnittkraft Kunststoffteil (3575 mal gelesen)
|
eberhard
Ehrenmitglied V.I.P. h.c.
Konstrukteur

   Beiträge: 2072
Registriert: 21.06.2002 MDT 5 bis MDT 2008
Inventor Pro 2012
SWX 2011 mit RWX 7
Proe WF2, WF4
DesignSpace 12
Dell M6400 3GHz 8GB 2x250GB
Dell M70 2,13GHz 2GB
Dell 360 P4 2,8Ghz 2GB FX500
NoName P3 1GHz 512MB
|

 erstellt am: 21. Mai. 2014 07:19
erstellt am: 21. Mai. 2014 07:19  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
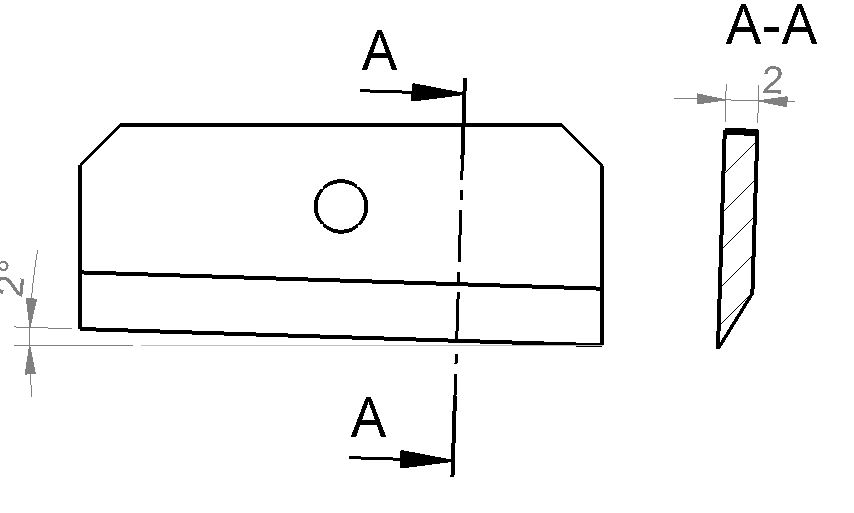
Hallo Kollegen, in einer Sondermaschine muss ich eine Lasche an einem Teil aus PP 30%GF, Stärke 3 mm
und Schnittlänge ca. 65 mm abschneiden und versuche die Schnittkraft abzuschätzen.
Mir geht es nicht um eine genaue Berechnung der Schnittkraft. Die Abschätzung dient dazu,
die Grösse des Pneumatikzylinders als Antrieb auszuwählen. Die Schneidevorrichtung ist als "Guillotine" mit starrem Untermesser und beweglichem Obermesser
ausgeführt, wobei ein ziehender Schnitt ausgeführt wird. Der Winkel der beiden Schnittkanten
beträgt 20°. Hat vielleicht jemand einen Erfahrungswert oder Anhaltspunkt für diese Aufgabenstellung? Danke im Voraus! ------------------
gruss eberhard Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Ehrenmitglied V.I.P. h.c.
Dipl. Ing.
Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
 erstellt am: 21. Mai. 2014 07:46 <-- editieren / zitieren --> Unities abgeben: Nur für eberhard
erstellt am: 21. Mai. 2014 07:46 <-- editieren / zitieren --> Unities abgeben: Nur für eberhard 
Hallo Eberhard, ich würde die Zugfestigkeit bei der entsprechenden Temperatur mit einem Sicherheitszuschlag von 50 % nehmen. Der Winkel von 20 ° reduziert die Kraft des Zylinders schon gewaltig, aber es nicht einfach die wirksamme schnittfläche zu ermitteln. ------------------
Klaus Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Leo Laimer
Ehrenmitglied V.I.P. h.c.
CAD-Dienstleister

Beiträge: 26154
Registriert: 24.11.2002 IV bis 2019
|
erstellt am: 21. Mai. 2014 08:11 <-- editieren / zitieren --> Unities abgeben: Nur für eberhard
Hallo Eberhard, Ich hatte mal die Aufgabe Löcher in Kunststoffprofile zu stanzen. Material war PVC.
Wir haben damals extra vorher Versuche gemacht, an einer per Fußpedal zu betätigenden Zahnstangenpresse, und die gemessenen Werte auf den neuen Anwendungsfall hochgerechnet. Dieses Ergebnis deckte sich in der Größenordnung auch mit den theoretischen Werten aufgrund der Materialfestigkeit.
Ich musste dann die ganze konstruktive Trickkiste durchwühlen um auf die vorausberechnete Kraft zu kommen.
Als die Maschine fertig war stellte sich heraus, dass die Sache viel kräftiger war als notwendig, halb so stark hätte auch gereicht.
Meine Erklärung: die Versuche wurden "langsam" nur mit "Kraft" ausgeführt, die Maschine lief dann "schnell" mit "Dynamik" - und da liegen Welten dazwischen. ------------------
mfg - Leo Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Roland Schröder
Ehrenmitglied V.I.P. h.c.
Dr.-Ing. Maschinenbau, Entwicklung & Konstruktion von Spezialmaschinen

Beiträge: 13772
Registriert: 02.04.2004 Entwicklung von Spezialmaschinen und Mechatronik
Autodesk Inventor
|
erstellt am: 21. Mai. 2014 08:38 <-- editieren / zitieren --> Unities abgeben: Nur für eberhard
Zitat:
Original erstellt von Leo Laimer:
...halb so stark hätte auch gereicht.
Na ja. Halb so stark würde reichen, wenn es immer so schnell wäre. Aber darauf kann man sich ja nicht wirklich verlassen. Auch hat die bewegte Masse bei der höheren Geschwindigkeit eine höhere Energei und hilft. Wenn man leichter bauen würde, entfiele auch dies. Ansonten glaub ich gern, dass Geschwindigkeit hier nützt. Bei den meisten Werkstoffen führt eine Erhöhung der Verformungsgeschwindigkeit zu einer Versprödung, und Ku. ist ja vor allem wegen seiner Zähigkeit so schwierig zu trennen. Ohne zumindest ungefähre Messungen würde ich da aber überhaupt nichts bauen. Oder man macht sich darauf gefasst, die Sache 2 - 3 Mal zu bauen, mit jedesmal einem stärkeren Antrieb. Das ist auch ein Weg, und der ist gar nicht mal so selten... ------------------
Roland
www.Das-Entwicklungsbuero.de It's not the hammer - it's the way you hit! Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Leo Laimer
Ehrenmitglied V.I.P. h.c.
CAD-Dienstleister
Beiträge: 26154
Registriert: 24.11.2002 IV bis 2019
|
erstellt am: 21. Mai. 2014 08:52 <-- editieren / zitieren --> Unities abgeben: Nur für eberhard
Zitat:
Original erstellt von Roland Schröder:
... Bei den meisten Werkstoffen führt eine Erhöhung der Verformungsgeschwindigkeit zu einer Versprödung, und Ku. ist ja vor allem wegen seiner Zähigkeit so schwierig zu trennen...
Genau das war der Effekt der mich damals etwas verblüfft hat.
Das mit der kinetischen Energie war mir ja bewusst. ------------------
mfg - Leo Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
eberhard
Ehrenmitglied V.I.P. h.c.
Konstrukteur
Beiträge: 2072
Registriert: 21.06.2002 MDT 5 bis MDT 2008
Inventor Pro 2012
SWX 2011 mit RWX 7
Proe WF2, WF4
DesignSpace 12
Dell M6400 3GHz 8GB 2x250GB
Dell M70 2,13GHz 2GB
Dell 360 P4 2,8Ghz 2GB FX500
NoName P3 1GHz 512MB
|
erstellt am: 21. Mai. 2014 09:19 <-- editieren / zitieren --> Unities abgeben:
|
N.Lesch
Ehrenmitglied V.I.P. h.c.
Dipl. Ing.
Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
erstellt am: 21. Mai. 2014 21:05 <-- editieren / zitieren --> Unities abgeben: Nur für eberhard
Das größte Probelm sind hier die GF 30, die machen ziemlich schnell jedes Messer stumpf. Eventuell könnte ein Keil von oben und unten auf Dauer besser funktionieren, weil dann nur ein Teil der Dicke durchzuschneiden ist und der Rest abreißt.
( GF 30 ist viel spröder als ohne GF ) Bei größerer Schnittgeschwindigkeit wird Kunststoff wg. der Temperatur weicher.
Wie es beim Stanzen ist, weiß ich auch nicht. Wenn Versuch und Serie nicht übereinstimmen, würde ich zuerst die Temperaturen vergleichen.
Bei PVC dann das Material. Die Schärfe der Kanten spielt hier auch eine große Rolle. ------------------
Klaus Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Krümmel
Ehrenmitglied V.I.P. h.c.
Konstrukteur mit rotierter Vergangenheit

Beiträge: 6255
Registriert: 14.09.2008 Was mit SWX so alles geht ;-)
|
erstellt am: 21. Mai. 2014 21:30 <-- editieren / zitieren --> Unities abgeben: Nur für eberhard
Hallo, für die Bearbeitung von Kunststoffen mit GF Anteil nimmt man schon recht lange Hartmetallwerkzeuge , da ist das abstumpfen kein Problem mehr.
Grüße Andreas 
------------------
Stillstand ist Rückschritt Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
eberhard
Ehrenmitglied V.I.P. h.c.
Konstrukteur
Beiträge: 2072
Registriert: 21.06.2002 MDT 5 bis MDT 2008
Inventor Pro 2012
SWX 2011 mit RWX 7
Proe WF2, WF4
DesignSpace 12
Dell M6400 3GHz 8GB 2x250GB
Dell M70 2,13GHz 2GB
Dell 360 P4 2,8Ghz 2GB FX500
NoName P3 1GHz 512MB
|
erstellt am: 21. Mai. 2014 21:50 <-- editieren / zitieren --> Unities abgeben:
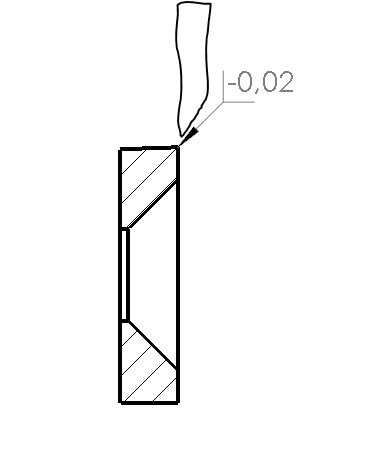
Als Material gibt es verschiedene Möglichkeiten: 1.2631 wird auch als Messerstahl bezeichnet 1.2436 1.2379 Die Schneitkante am Obermesser wird nicht rechtwinklig sondern z.B 60 -70° haben ------------------
gruss eberhard Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
ThoMay
Ehrenmitglied V.I.P. h.c.
Konstrukteur

Beiträge: 5260
Registriert: 15.04.2007 SWX 2019
Windows 10 x64
|
erstellt am: 22. Mai. 2014 05:44 <-- editieren / zitieren --> Unities abgeben: Nur für eberhard
|
eberhard
Ehrenmitglied V.I.P. h.c.
Konstrukteur
Beiträge: 2072
Registriert: 21.06.2002 MDT 5 bis MDT 2008
Inventor Pro 2012
SWX 2011 mit RWX 7
Proe WF2, WF4
DesignSpace 12
Dell M6400 3GHz 8GB 2x250GB
Dell M70 2,13GHz 2GB
Dell 360 P4 2,8Ghz 2GB FX500
NoName P3 1GHz 512MB
|
erstellt am: 22. Mai. 2014 06:06 <-- editieren / zitieren --> Unities abgeben:
Zitat:
Original erstellt von ThoMay:
Hallo und einen guten Start in den Tag Eberhard.Wir machen das so:
Messer als Verschleißteil 1.2379 mit HRC 58+2
Gegenmesser aus 1.2312 mit HRC 60+2 Max Schnittanfordereung 25mm breites Prepreg aus PA, PP, PPS, PEEK, mit GF bis zu 60% oder auch CF
Max Dicke 0,4mm
Zylinder mit 32er Kolben. 6bar. Da kann es bei schlecht eingestellter Schneidvorrichtung schon mal Probleme geben.
Bei 1/2" Band mit 60% GF => 2500 Schnitte. Schnitte bei stehendem Band.
EDIT
Nachtrag
Hub 5mm, Schnittzeit ca. 0,4sec
EDIT Gruß
ThoMay
Guten Morgen ThoMay,
vielen Dank für deine Antwort aus der Praxis. Ich werde wohl Zylinder s=80 oder d=100 verwenden.
Im Vergleich zu dem 32er Zylinder und 0,4 Materialstärke in deinem Anwendungsfall macht das Sinn Zwei Fragen noch.
Warum verschiedene Werkstoffe für die Messer?
Sind die Messerkanten parallel oder als ziehender Schnitt ausgeführt?
------------------
gruss eberhard Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
ThoMay
Ehrenmitglied V.I.P. h.c.
Konstrukteur
Beiträge: 5260
Registriert: 15.04.2007 SWX 2019
Windows 10 x64
|
erstellt am: 22. Mai. 2014 06:31 <-- editieren / zitieren --> Unities abgeben: Nur für eberhard
|
N.Lesch
Ehrenmitglied V.I.P. h.c.
Dipl. Ing.
Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
erstellt am: 22. Mai. 2014 08:09 <-- editieren / zitieren --> Unities abgeben: Nur für eberhard
|

 Foren auf CAD.de
Foren auf CAD.de