| | |
 | SchraubTec Bochum - Die regionale Fachmesse für Schraubverbindungen, eine Veranstaltung am 30.09.2026
|
|
Autor
|
Thema: Flanschrohr ausdrehen (2698 mal gelesen)
|
Ruebe2000
Mitglied
Blechbatscher

   Beiträge: 62
Registriert: 10.07.2012 Ansys Classic
Ansys Workbench
ProEngineer Mechanica
|

 erstellt am: 28. Nov. 2013 09:39
erstellt am: 28. Nov. 2013 09:39  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
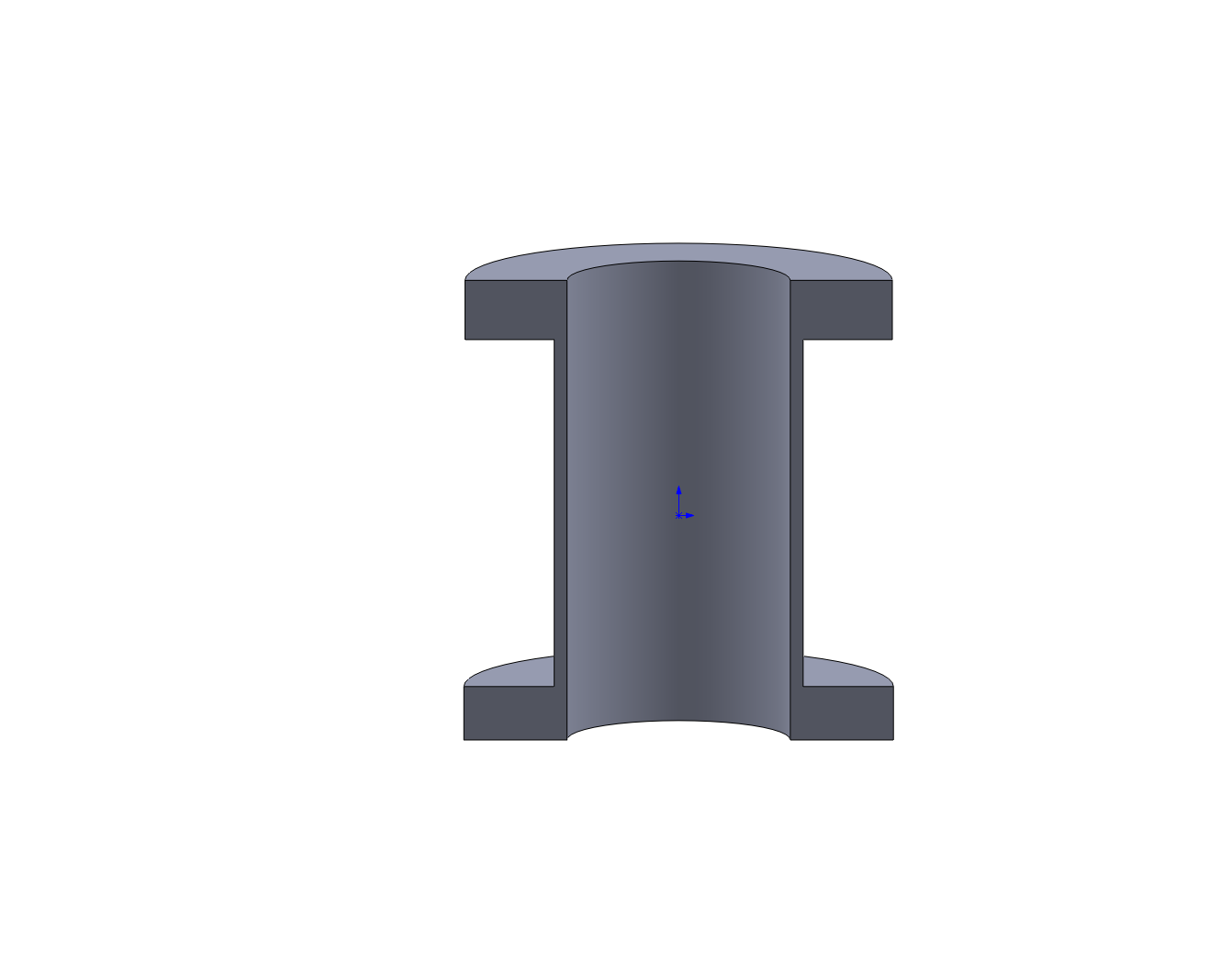
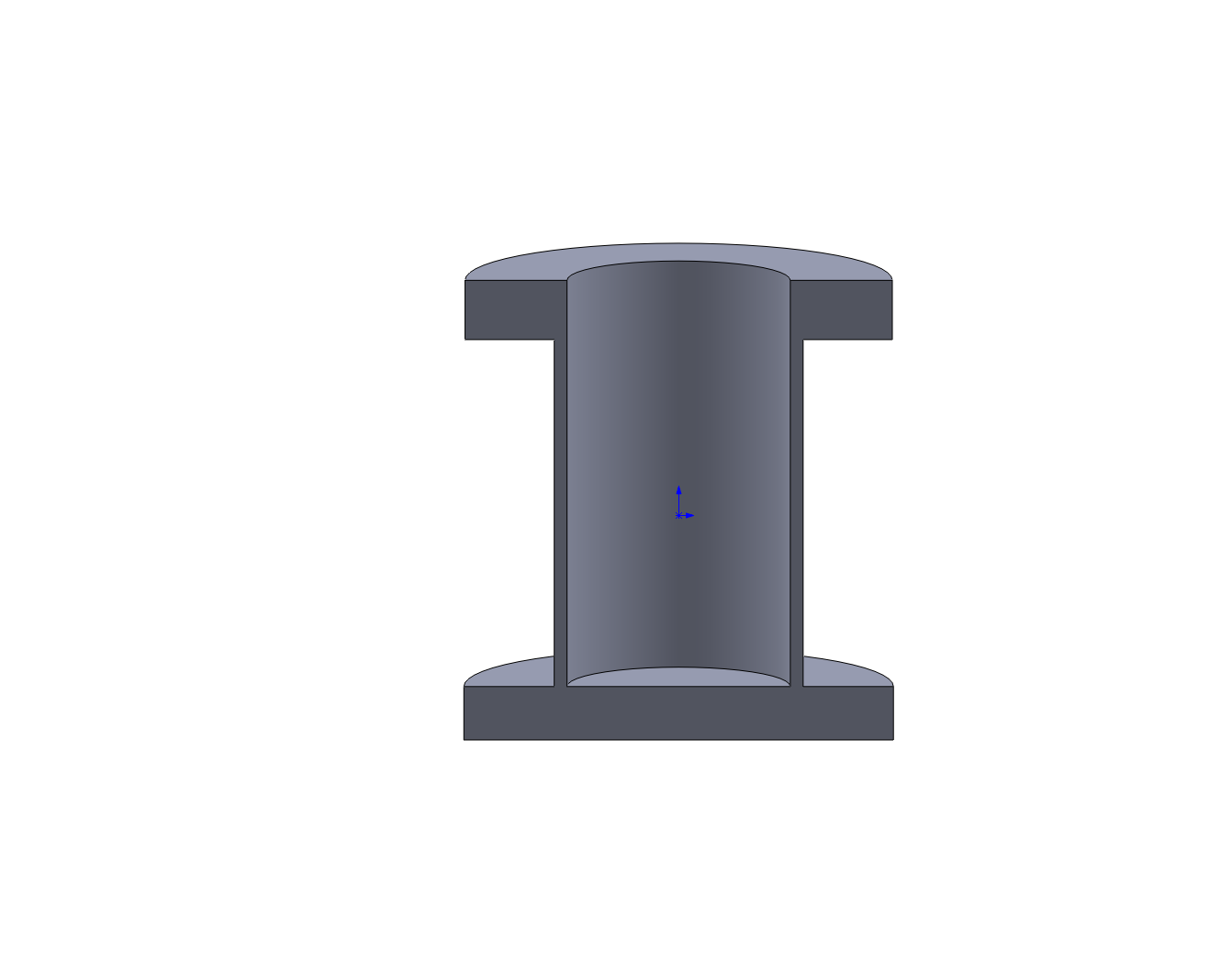
Hallo Leute, eine Frage an die Zerspanungsexperten: Wie fertigt man so ein Rohr (Edelstahl HRC43)? Explizit geht es mir um die Bohrung, welche einen Durchmesser von 600mm und eine Tiefe von 1000mm (durchgängig) hat. Wie geht das? Vorbohren...mit welchem Werkzeug? Bis zu was für einem Durchmesser ist das möglich bevor man mit dem Ausdrehen beginnen kann? Das Zweite ist, das wir dieses Rohr einmal mit Durchgangsbohrung und einmal mit Sackloch brauchen. Unser Fertiger (extern) will ein paar kilo mehr haben für die Sacklochvariante, da er hierfür angeblich das Restmaterial nicht mehr verwenden kann  Benutzt er für die Durchgangsbohrung eine Art Lochsäge ähnlich wie bei Holz und schneidet die Mitte quasi raus ...kenn ich nicht und kann ich mir auch nicht so recht vorstellen.
Gruß,
Markus
------------------
Man hat's nicht leicht, aber leicht hat's einen! [Diese Nachricht wurde von Ruebe2000 am 28. Nov. 2013 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Ex-Mitglied
|
erstellt am: 28. Nov. 2013 09:48 <-- editieren / zitieren -->
Malzeit Will dein Fertiger das aus dem Vollen drehen?? Jetzt mal ohne weitere Maße, Oberflächenangaben und Toleranzen oder die Beanspruchung des Fertigteiles zu kennen: das wird ein Schweißteil, (ist HRC43 schweißbar??) bestehend aus zwei Flanschen, und einem zyl. Mittelstück, eventl. aus Blechzuschnitten rund gewalzt, wenn`s kein passendes Rohr gibt. Mechanisch bearbeiten kannste das immer noch, aber mit weitaus geringerem Spänevolumen. Man hat`s nicht leicht,
aber leicht hat`s einen,
und wenn`s einen hat,
läßt`s einen so leicht nicht mehr los.
|
Ruebe2000
Mitglied
Blechbatscher
Beiträge: 62
Registriert: 10.07.2012 Ansys Classic
Ansys Workbench
ProEngineer Mechanica
|
erstellt am: 28. Nov. 2013 09:53 <-- editieren / zitieren --> Unities abgeben:
|
Ing. Gollum
Mitglied
Sondermaschinenbau
Beiträge: 1064
Registriert: 11.03.2005 Win7 64-Bit
SWX 2013
Ansys 13
Labview 2012
|
erstellt am: 28. Nov. 2013 10:07 <-- editieren / zitieren --> Unities abgeben: Nur für Ruebe2000 
Warum nicht wie sonst bei solchen Teilen aus günstigem Grundwerkstoff zusammenbraten, die Innenseite auftragsschweißen und dreh abschließend die Fügeflächen plan drehen? Das kostet geschätzt nicht mal ein Viertel. Was ist das für ein Hardcoreteil? ------------------
 'Wir leben in Zeiten epochaler Veränderungen.' - Angela Merkel, 2011 Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Ex-Mitglied
|
erstellt am: 28. Nov. 2013 10:15 <-- editieren / zitieren -->
Malzeit Markus Ist das eine Schurre???
Warum nicht einen Grundkörper aus St37 herstellen und die Schleißbleche aus HRC einschrauben?? Habt ihr Geld zum verbrennen oder muss das Teil druckdicht sein?? Etwas mehr Info bei deiner Fragestellung wäre hilfreich.
Z.B.: was geht durch dieses Teil durch, das Verschleiß erzeugt?
Ich habe Schurren konstruiert für Bekohlungsanlagen für Kohlekraftwerke, für den Materialtransport für Gipsfaserplattenherstellung und Massetransport Keramikproduktion.
I.d.R immer mit Schleißplatten. Warum? Man kann nur die Platten austauschen, die eine Mindestdicke erreicht haben (sind ja nicht alle gleichmäßig verschlissen).
[Diese Nachricht wurde von radloser am 28. Nov. 2013 editiert.] |
Ruebe2000
Mitglied
Blechbatscher
Beiträge: 62
Registriert: 10.07.2012 Ansys Classic
Ansys Workbench
ProEngineer Mechanica
|
erstellt am: 28. Nov. 2013 10:37 <-- editieren / zitieren --> Unities abgeben:
Also es handelt sich dabei um einen Kraftaufnehmer und um ein Einzelstück. Edelstahl muss sein. Und da das Teil dynamisch mit mehreren MegaNewton belastet wird, wollen wir nicht schweißen. Ist historisch gewachsen.  Egal wie's ist. Was für Werkzeuge würdet ihr nehmen? ------------------
Man hat's nicht leicht, aber leicht hat's einen! Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Ex-Mitglied
|
erstellt am: 28. Nov. 2013 10:43 <-- editieren / zitieren -->
HRC ist ein Werkstoff, der dort eingesetzt wird, wo es um Verschleißfestigkeit geht.
Ich kann mir fast nicht vorstellen, wo euer Fertiger ein Vormaterial mit 600 mm Durchmesser beschaffen will. |
Ing. Gollum
Mitglied
Sondermaschinenbau
Beiträge: 1064
Registriert: 11.03.2005 Win7 64-Bit
SWX 2013
Ansys 13
Labview 2012
|
erstellt am: 28. Nov. 2013 10:55 <-- editieren / zitieren --> Unities abgeben: Nur für Ruebe2000
Zitat:
Original erstellt von Ruebe2000:
Egal wie's ist. Was für Werkzeuge würdet ihr nehmen?
Ein Schweißgerät.  ------------------
'Wir leben in Zeiten epochaler Veränderungen.' - Angela Merkel, 2011 Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
ledock
Mitglied
Dipl. Ing. Maschinenbau
Beiträge: 515
Registriert: 12.11.2004
|
erstellt am: 28. Nov. 2013 14:30 <-- editieren / zitieren --> Unities abgeben: Nur für Ruebe2000
Hallo Zusammen, ich kenne solche Kronenbohrer, die vom Prinzip her sind wie Bohrer die man auf der Baustelle für Steckdosen verwendet, nur hat der statt des "Sägeblattes" zwei Hartmetallschneiden mit Wendeplatten. Da bleibt in der Mitte ein Kern "stehen". Wir hatten da mal einen von Sandvik (glaub ich), mit dem konnte man ein 80mm Loch auf einer CNC Drehmaschine bohren und hatte einen Kern von ca. 60mmm übrig. Allerdings nur wenn man durchbohrt. Beim Sachlock bliebe der Kern stehen und man hat als Ergebnis einen seeeehr tiefen Planeinstich  Keine Ahnung bis zu welcher Größe es solche Bohrer gibt, aber deiner Beschreibung nach hat euer Lieferant ziemlich sicher solch ein Teil in groß. ------------------
Grüße Matthias Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Ruebe2000
Mitglied
Blechbatscher
Beiträge: 62
Registriert: 10.07.2012 Ansys Classic
Ansys Workbench
ProEngineer Mechanica
|
erstellt am: 28. Nov. 2013 15:48 <-- editieren / zitieren --> Unities abgeben:
Hallo Matthias, danke für deine Antwort! Ich wusste nicht, dass es für die Metallbearbeitung dieses Werkzeug gibt. Dachte es wäre ausschließlich für Holz geeignet. Wie man den Kern beim Sackloch dann rausbekommt ist eine andere Geschichte. Aber wahrscheinlich wird das nicht gehen ohne den Kern zu zerspanen.
Grüße,
Markus
------------------
Man hat's nicht leicht, aber leicht hat's einen! Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Ex-Mitglied
|
erstellt am: 28. Nov. 2013 16:50 <-- editieren / zitieren -->
Zitat:
Beim Sachlock bliebe der Kern stehen und man hat als Ergebnis einen seeeehr tiefen Planeinstich
Mit den neuen Winkelabstechstählen mit Telekopschneide. |
Börga
Mitglied
Dipl.-Ing. Maschinenbau/Konstruktionstechnik
Beiträge: 630
Registriert: 09.07.2003
|
erstellt am: 28. Nov. 2013 17:34 <-- editieren / zitieren --> Unities abgeben: Nur für Ruebe2000
Zitat:
Original erstellt von radloser:
...Ich kann mir fast nicht vorstellen, wo euer Fertiger ein Vormaterial mit 600 mm Durchmesser beschaffen will.
Wäre ja auch falsch. 600 war der Bohrungsdurchmesser. Der Rohling wird wohl (nach dem Bild geschätzt) ca. 1200 mm haben müssen.  Bei Drahterodieren würde theoretisch auch ein wiederverwendbarer Kern übrig bleiben. Aber das ist mir in der Größe noch nicht untergekommen. Mein alter Arbeitgeber hat Teile aus 550 mm Vollmaterial drehen lassen. Das waren dann Ringe von ca. 15 mm Stärke. Den Werkstoff habe ich nicht mehr im Kopf. Muss aber auch Edelstahl gewesen sein. ------------------
Gruß Christian
 Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Ex-Mitglied
|
erstellt am: 28. Nov. 2013 17:54 <-- editieren / zitieren -->
Zitat:
600 war der Bohrungsdurchmesser. Der Rohling wird wohl (nach dem Bild geschätzt) ca. 1200 mm haben müssen.
Sorry, habe ich glatt übersehen. Dann wird es ja noch schwieriger. Für die Fertigung solcher Teile geht man am besten zu einem Spanfabrikanten. Da ist das gefertigte Teil Nebensache, bezahlt wird das Spanvolumen. Und der Werkstoff soll sich nicht gerade so gut spanen lassen wie AlCuMgPb. |
ThoMay
Ehrenmitglied V.I.P. h.c.
Konstrukteur

Beiträge: 5260
Registriert: 15.04.2007 SWX 2019
Windows 10 x64
|
erstellt am: 28. Nov. 2013 19:37 <-- editieren / zitieren --> Unities abgeben: Nur für Ruebe2000
|
Ex-Mitglied
|
erstellt am: 28. Nov. 2013 23:26 <-- editieren / zitieren -->
Gießen, gute Idee. Sandguß? Das geht auch mit einem Holznegativmodell, oder aus Styropor, wenn es denn einen adäquaten Gußwerkstoff gibt. |
Torsten Niemeier
Ehrenmitglied V.I.P. h.c.
Maschinenbau Ingenieur

Beiträge: 3901
Registriert: 21.06.2001 "ZUSE I.36", 8 BIT, 32 Lämpchen, Service-Ölkännchen "ESSO-Super", Software: AO auf Kuhlmann-Parallelogramm-Plattform
** CSWP 04/2011 **
** CSWE 08/2011 **
|
erstellt am: 29. Nov. 2013 05:13 <-- editieren / zitieren --> Unities abgeben: Nur für Ruebe2000
Zitat:
Original erstellt von radloser:
Gießen, gute Idee. Sandguß? Das geht auch mit einem Holznegativmodell, oder aus Styropor, wenn es denn einen adäquaten Gußwerkstoff gibt.
Ja, und dann ganz ohne den Sand, nicht?  Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Ex-Mitglied
|
erstellt am: 29. Nov. 2013 07:36 <-- editieren / zitieren -->
Zitat:
Sandguß? Das geht auch mit einem Holznegativmodell, oder aus Styropor, wenn es denn einen adäquaten Gußwerkstoff gibt.
Ja, und dann ganz ohne den Sand, nicht?
 Eigentor, naja um diese Uhrzeit. Danke Torsten, deiner Aufmerksamkeit entgeht nix. Ich verbessere: (hoffentlich hat Markus nicht schon begonnen? )
Sandguß,(was sonst?) mit einem Holzmodell. Das geht auch mit einem Styroporpositivmodell.
Vorraussetzung: es gibt einen adäquaten Gußwerkstoff mit der erforderlichen Verschleißfestigkeit. [Diese Nachricht wurde von radloser am 29. Nov. 2013 editiert.] |
Ing. Gollum
Mitglied
Sondermaschinenbau
Beiträge: 1064
Registriert: 11.03.2005 Win7 64-Bit
SWX 2013
Ansys 13
Labview 2012
|
erstellt am: 29. Nov. 2013 08:05 <-- editieren / zitieren --> Unities abgeben: Nur für Ruebe2000
Hi, Was habt ihr alle gegen Schweißen? Vorausgesetzt es kann ein Werkstoff mit halbwegs guter Schweißeignung eingesetzt werden, ist es mit hoher Wahrscheinlich die günstigste und sicherste Fertigungsmethode für so ein Einzelstück. Prüft man die Bleche vor dem Schweißen, als auch die Schweißnaht selbst, kann man sich sicher sein, dass das Teil nahezu fehlerfrei ist. Will nicht wissen wie schön das ist, wenn man das Teil fast fertig gedreht hat, dann einen schönen Einschluß im Boden findet und die ganze Arbeit für die Katz ist... Hätte gern mal ein paar Argument gehört. Will nicht dumm sterben. Grüße, Gollum ------------------
'Wir leben in Zeiten epochaler Veränderungen.' - Angela Merkel, 2011 Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Ex-Mitglied
|
erstellt am: 29. Nov. 2013 08:09 <-- editieren / zitieren -->
Zitat:
Was habt ihr alle gegen Schweißen?
Ich habe nix gegen Schweißen. Ist doch eine gängige Methode. Gibt sicherlich Firmen die im Auftrag Auftragsschweißen durchführen. |
Hohenöcker
Ehrenmitglied V.I.P. h.c.
Ingenieur

Beiträge: 2408
Registriert: 07.12.2005 Inventor 2023
Ich mag beide Arten von Musik:
Country und Western!
S-Fanclub
|
 erstellt am: 29. Nov. 2013 09:17 <-- editieren / zitieren --> Unities abgeben: Nur für Ruebe2000
erstellt am: 29. Nov. 2013 09:17 <-- editieren / zitieren --> Unities abgeben: Nur für Ruebe2000
|
Wyoming
Ehrenmitglied
Konstrukteur
Beiträge: 1874
Registriert: 02.02.2009
|
erstellt am: 29. Nov. 2013 09:27 <-- editieren / zitieren --> Unities abgeben: Nur für Ruebe2000
|
Ing. Gollum
Mitglied
Sondermaschinenbau
Beiträge: 1064
Registriert: 11.03.2005 Win7 64-Bit
SWX 2013
Ansys 13
Labview 2012
|
erstellt am: 29. Nov. 2013 09:54 <-- editieren / zitieren --> Unities abgeben: Nur für Ruebe2000
Presspassung würde auch gehen... Ankleben... Geht so viel. Threadersteller füttere uns! Wir wollen deine Arbeit machen und du darfst auch ruhig so tun, als ob die Ideen von dir kommen! Wir wollen nur U's ------------------
'Wir leben in Zeiten epochaler Veränderungen.' - Angela Merkel, 2011 Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Press play on tape
Ehrenmitglied
Konstrukteur und sonst nix!
Beiträge: 1945
Registriert: 30.04.2007 Creo Elements Direct Modeling 17
|
erstellt am: 29. Nov. 2013 10:31 <-- editieren / zitieren --> Unities abgeben: Nur für Ruebe2000
Vermutlich ist das eine "heilige Kuh" das hab ich schon öfter gesehen, Teile ohne jeglichen Sinn werden brav verbaut weil "heilige Kuh"! Oder wie in diesem Fall die Fertigungsmethode. Diskussionen über "heilige Kühe" sind leider auch nicht erlaubt, allenfalls wird man darauf hingewiesen dass es eine ist und tunlichst nicht darüber reden sollte. Es sei denn man will streit mit den oberen dann nur zu! Ich stimme dem schweißen voll zu, Belastung ist uns ja nicht bekannt aber man kann Schweißnähte doch wirklich gut berechnen (je nach Belastung) und wenn man sich nicht sicher ist könnte man ja auch ein FEM Büro beauftragen zur Bestätigung der Auslegung. Bei einigen tausend Euro wird selbst das alles noch günstiger sein. In der Zukunft weis man dann wie es geht und spart ordentlich, aber welcher Manager denkt so weit noch? EDIT:
Zur Fertigung, bei diesen Dimensionen macht das nicht mehr jeder Fertiger um die Ecke. Die Zerspanungszeit ist sehr hoch wegen dem großen Durchmesser und der länge von 1000mm. Wobei ich einen Stahl HRC43 überhaupt nicht kenne. Aber angenommen man kann den mit 160m/min Schnittgeschwindigkeit Drehen, dann sind das bei einem Durchmesser von 600mm ca. 90U/min, bei einem Vorschub von 0,3mm/Umdrehung kommen dann 27mm Weg pro Minute heraus also für 1000mm 37min. Wie oft muß er das tun? gruß Heiko ------------------
----- [Diese Nachricht wurde von Press play on tape am 29. Nov. 2013 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Ex-Mitglied
|
erstellt am: 29. Nov. 2013 10:40 <-- editieren / zitieren -->
Hi Gerd Dieter Zitat:
Drum heißt es ja auch Auftragsschweißen.
Das würde ja bedeuten, dass man ohne Auftrag nicht Auftragsschweißen darf. Oha, wenn sich das Rumspricht. |
CAD-Huebner
Ehrenmitglied V.I.P. h.c.
Verm.- Ing., ATC-Trainer

Beiträge: 9819
Registriert: 01.12.2003 Die Autodesk Produktpalette
|
 erstellt am: 29. Nov. 2013 18:15 <-- editieren / zitieren --> Unities abgeben: Nur für Ruebe2000
erstellt am: 29. Nov. 2013 18:15 <-- editieren / zitieren --> Unities abgeben: Nur für Ruebe2000
Ich lese nur interessiert mit. Zitat:
Original erstellt von Press play on tape:
...Ich stimme dem schweißen voll zu, Belastung ist uns ja nicht bekannt ...
EDIT:
Zur Fertigung, ... 27mm Weg pro Minute heraus also für 1000mm 37min. Wie oft muß er das tun?
...
Die Fragen wurden oben schon beantwortet:
Zitat:
Original erstellt von Ruebe2000:
Also es handelt sich dabei um einen Kraftaufnehmer und um ein Einzelstück. Edelstahl muss sein. Und da das Teil dynamisch mit mehreren MegaNewton belastet wird, wollen wir nicht schweißen. Ist historisch gewachsen. Egal wie's ist. Was für Werkzeuge würdet ihr nehmen?
------------------
Mit freundlichem Gruß Udo Hübner
www.CAD-Huebner.de Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |

 Foren auf CAD.de
Foren auf CAD.de