| | |
 | Schraubtec-Premiere in Polen, eine Pressemitteilung
|
|
Autor
|
Thema: Oberflächenrauhigkeit/Absatz in Oberfläche (29790 mal gelesen)
|
Mike2102
Mitglied
Konstrukteur

   Beiträge: 20
Registriert: 30.05.2005 Intralink 3.3
ProE Wildfire II
|

 erstellt am: 09. Nov. 2006 11:55
erstellt am: 09. Nov. 2006 11:55  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
Hallo zusammen Ich habe ein interessantes Problem. Wir haben ein recht komplexes Fräßteil. In der Zeichnung steht für die Oberfläche Rz25. Das Teil wird auf der Außenseite pulverlackiert und die Innenseite sieht niemand. Von daher wurde diese Angabe als ausreichend empfunden.
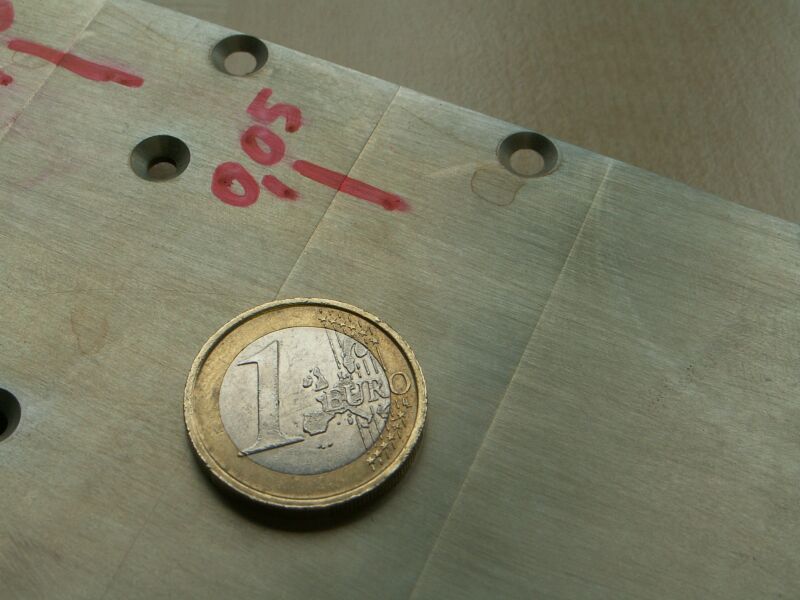
Das war es bisher auch. Das Teil wurde vom selben Lieferanten bereits in korrekter Form geliefert. Jetzt haben wir aber Teile gekriegt, die auf der Außenseite starke, mit dem Fingernagel deutlich spürbare Absätze enthalten. Mit der Messuhr konnte ich Absätze mit bis zu 0,08mm messen. Eine Reklamation wurde abgelehnt, mit der Begründung, dass die Teile die geforderte Oberflächenrauhigkeit aufweisen. Eigene Messungen haben ergeben, dass die Oberfläche ausserhalb der Sprünge ein Rz von ca.9-10 mü aufweist.
Leider hat das Messgerät die Sprünge rausgerechnet, weil die so groß waren, dass sie der Kontur und nicht der Rauhigkeit zugeschlagen wurden.
(Die Messung erfolgte bei einer befreundeten Firma. Wir haben leider kein eigenes Messgerät im Haus.) Ich habe dann folgende Schätzung gemacht:
Wenn ich hergehe und für die Bestimmung von Rz 4 Meßstrecken mit dem gemessenen Wert nehme (10Mü ) und einmal den (herausgefilterten) Sprung (80Mü ), so ergibt sich in der Summe 120mü, geteilt durch 5 ergibt das ein Rz von 24. 
Also ist es so, dass man das Ganze im Prinzip schönrechnen kann. Vermutlich hätte mir mein Meister in der Ausbildung ein solches Teil um die Ohren gehauen. ;-) Die Absätze resultieren aus der Bearbeitung (Fräßen). Interessant ist auch, dass der Lieferant bei einigen Teilen wohl auch versucht hat, es mit schleifen so hinzurichten, dass man nichts mehr sieht. Dies ist im leider nicht gelungen. Jetzt hab ich zwei Fragen in diesem Zusammenhang: 1.
Wie kann ich generell klar machen, dass in einer Oberfläche (ohne Absätze!) solche Sprünge nicht toleriert werden.
Ich kann natürlich den Rz Wert wesentlich kleiner wählen, aber das steigert zunächst mal nur den Aufwand der Herstellung und damit den Preis.
Der Lieferant hat mit der letzten Lieferung ja gezeigt, dass man die Teile ohne solche Absätze herstellen kann. Leider hab ich keine Teile mehr aus dieser Lieferung. :-( 2.
Wie werden solche Sprünge überhaupt eingeordnet?
Wenn ich dies der Teileabmessung und nicht der Rauhigkeit zuschlage, dann könnte ich damit sogar 0,6mm Sprünge an zwei Flächen im Abstand von (min.!) 30mm rechtfertigen (Allgemeintoleranz DIN ISO 2768 T1-m).
Solche Sprünge würde aber wohl kaum jemand tolerieren. Vielen Dank schonmal für eure Antworten.
------------------
Diese Mail wurde elektronisch erstellt und ist auch mit Unterschrift ungültig.
:-)) Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
flavus
Mitglied
Techniker+Familienerhalter
Beiträge: 1378
Registriert: 09.04.2005 ATI 3450
Win7/64
Creo2.0 produktiv
Windchill 10.0 nimmermehr :-(
|
 erstellt am: 09. Nov. 2006 12:03 <-- editieren / zitieren --> Unities abgeben: Nur für Mike2102
erstellt am: 09. Nov. 2006 12:03 <-- editieren / zitieren --> Unities abgeben: Nur für Mike2102 
|
highway45
Ehrenmitglied V.I.P. h.c.
Bastler mit Diplom

Beiträge: 6387
Registriert: 14.12.2004 Malen nach Zahlen
|
 erstellt am: 09. Nov. 2006 12:04 <-- editieren / zitieren --> Unities abgeben: Nur für Mike2102
erstellt am: 09. Nov. 2006 12:04 <-- editieren / zitieren --> Unities abgeben: Nur für Mike2102
|
Mike2102
Mitglied
Konstrukteur
Beiträge: 20
Registriert: 30.05.2005 Intralink 3.3
ProE Wildfire II
|
erstellt am: 09. Nov. 2006 12:50 <-- editieren / zitieren --> Unities abgeben:
Was wir haben wollen ist eine optisch ebene Fläche. Die darf gerne leicht krumm oder gebogen sein, aber sie muss als ebene Fläche erkennbar sein (ohne Absätze!!!). Das mit der Ebenheit würde weit übers Ziel hinausschiessen.
Wenn ich jetzt eine Ebenheit von 0,02mm angebe, dann werd ich zwar zukünftig keine solchen Sprünge in der Fläche haben, aber das Teil ist nicht mehr fertigbar. Bedingt durch das komplexe Innenleben kommt es bei der Bearbeitung zu verformungen der Platte. Diese sind zwar lästig, aber sie können kompensiert werden. Bei der Aussenfläche handelt es sich aber um eine Sichtfläche auf der wir solche Absätze auf keinen Fall tolerieren werden. Auch eine Verringerung von Rz würde übers Ziel rausschiessen.
Aber darauf wirds wohl zukünftig rauslaufen. Auf jeden Fall Danke für die Antworten.
Werde wohl zukünftig Rz16 und Rmax25 angeben.
Damit können wir das Problem wohl am besten erschlagen. ------------------
Diese Mail wurde elektronisch erstellt und ist auch mit Unterschrift ungültig.
:-)) Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Doc Snyder
Ehrenmitglied V.I.P. h.c.
Dr.-Ing. Maschinenbau, Entwicklung & Konstruktion von Spezialmaschinen

Beiträge: 13694
Registriert: 02.04.2004 Entwicklung von Spezialmaschinen und Mechatronik
Autodesk Inventor
|
 erstellt am: 09. Nov. 2006 16:11 <-- editieren / zitieren --> Unities abgeben: Nur für Mike2102
erstellt am: 09. Nov. 2006 16:11 <-- editieren / zitieren --> Unities abgeben: Nur für Mike2102
Zitat:
Original erstellt von Mike2102:
Eine Reklamation wurde abgelehnt, mit der Begründung, dass die Teile die geforderte Oberflächenrauhigkeit aufweisen.
...
Vermutlich hätte mir mein Meister in der Ausbildung ein solches Teil um die Ohren gehauen. ;-)
Um die Ohren hauen finde ich hier die durchaus angemessene Lösung! Wobei ich natürlich nicht weiß, in welchem Bereich hier der Preis iegt. Sollte es sich um ein normales Preis- und Qualitätsniveau und kein Zwangsdumping handeln, empfinde ich die Stellungnahme des Lieferanten als eine bodenlose Frechheit. Die Verwendung dürfte ihm bekannt sein, und einen Lieferanten, dem man nicht vertrauen kann, sollte man auswechseln. Wenn er jetzt aber so spitzfindig ist, dass er sich auf die Messfilter beruft, dann sag ihm, dass die Teile nicht der Zeichnung entsprechen - oder sind da Stufen von 0,05 mm eingezeichnet?  Um die Teile bzw. den Termin zu retten, könnte eine Lackierung mit Füllgrund o.ä. helfen, ein guter Lackierer hat da so seine Mittel. Zusätzliche Kosten sollten natürlich zu Lasten des Fräskünstlers gehen, der hier so stark zugestellt hat, dass das Teil sich wegbiegt. ------------------
 Roland Roland www.Das-Entwicklungsbuero.de [Diese Nachricht wurde von Doc Snyder am 09. Nov. 2006 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Mike2102
Mitglied
Konstrukteur
Beiträge: 20
Registriert: 30.05.2005 Intralink 3.3
ProE Wildfire II
|
erstellt am: 09. Nov. 2006 16:45 <-- editieren / zitieren --> Unities abgeben:
Zitat:
Um die Ohren hauen finde ich hier die durchaus angemessene Lösung!
Darauf wirds wohl rauslaufen.  Der Preis liegt bei ca. 200Euronen pro Teil. Losgröße 50 Stk. Zitat:
....Wenn er jetzt aber so spitzfindig ist, dass er sich auf die Messfilter beruft, dann sag ihm, dass die Teile nicht der Zeichnung entsprechen - oder sind da Stufen von 0,05 mm eingezeichnet?
Werde dich zitieren.  Zitat:
Um die Teile bzw. den Termin zu retten, könnte eine Lackierung mit Füllgrund o.ä. helfen, ein guter Lackierer hat da so seine Mittel. Zusätzliche Kosten sollten natürlich zu Lasten des Fräskünstlers gehen, der hier so stark zugestellt hat, dass das Teil sich wegbiegt.
Da er bei den Teilen schon lange über die Zeit raus ist, haben wir (in weiser Vorraussicht) bei einem anderen Lieferanten die gleichen Teile bestellt. Das nimmt den Druck raus. Dort kosten sie allerdings fast das doppelte. Jetzt muss man sich natürlich die Frage stellen, ob sie zu dem Preis überhaupt herzustellen sind. ------------------
Diese Mail wurde elektronisch erstellt und ist auch mit Unterschrift ungültig.
:-)) Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Husky
Ehrenmitglied V.I.P. h.c.

Beiträge: 5720
Registriert: 10.07.2002 No Sysinfo
|
erstellt am: 09. Nov. 2006 16:50 <-- editieren / zitieren --> Unities abgeben: Nur für Mike2102
Hallo Mike, zuerst eurem Einkauf um die Ohren schlagen. Qulität hat seinen Preis. Der Ansatz von Roland ist so pragmatisch wie gut.
Damit legst du die Teile deinem Lieferanten auf den Tisch und wünscht im einen schönen Tag. Grüße Stefan Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Charly Setter
Ehrenmitglied V.I.P. h.c.

Beiträge: 11996
Registriert: 28.05.2002
|
erstellt am: 09. Nov. 2006 18:41 <-- editieren / zitieren --> Unities abgeben: Nur für Mike2102
MOMENT..... Du sagst Rz25... Definition Rz lt. INA-Taschenbuch: Summe aus der Höhe der höchsten Profilspitze ZP und der Tiefe des tiefsten Profiltales ZV innerhalb einer Einzelmeßstrecke. Da wäre selbst bei spiegelglatter allg. Oberfläche ein Sprung von 0.08 mm = 80µ schon weit jenseits der Grenzen von Rz25 Arithmetisch gemittelt wird bei Ra... Und da werden ja auch viel kleinere Werte angegeben, da Ausreißer (wie eine Stufe) weggemittelt werden. Nicht das Ihr euch da ins Bockshorn argumentieren laßt ( bzw. durch falsche Meßmaschinenbedienung). Die Teile sind ohne wenn und aber Ausschuß. Aber tröste Dich. Immer wenn´s mal hakt versuchen die Fertiger sich so rauszureden (oder mit angeblich unkorrekten Zeichnungen). Ich hatte hier mal einen Spezi, der statt Einer 8 Bohrungen in ein Teil geknallt hat, weil die Mittellinie durchgezogen war. Auf der Ansicht war aber definitiv nur 1 Bohrung dargestellt.  Oder 2 ähnliche Teile mit unterschiedlichen Abmessungen wurden beide mit 36er Lochteilung geliefert (obwohl an der entsprechenden Stelle in der Zeichnung des kleineren Teil eine 32 stand). Da war die Diskussion aber rel. kurz. Nur am Ende hatte wieder ich die A-Karte, da ich 6 Wochen Lieferverzug beim Endkunden vertreten mußte CU
------------------
Der vernünftige Mensch paßt sich der Welt an;
der unvernünftige besteht auf dem Versuch, die Welt sich anzupassen.
Deshalb hängt aller Fortschritt vom unvernünftigen Menschen ab.
(George Bernard Shaw) [Diese Nachricht wurde von Charly Setter am 09. Nov. 2006 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Mike2102
Mitglied
Konstrukteur
Beiträge: 20
Registriert: 30.05.2005 Intralink 3.3
ProE Wildfire II
|
erstellt am: 10. Nov. 2006 09:18 <-- editieren / zitieren --> Unities abgeben:
Zitat:
Du sagst Rz25...Definition Rz lt. INA-Taschenbuch: Summe aus der Höhe der höchsten Profilspitze ZP und der Tiefe des tiefsten Profiltales ZV innerhalb einer Einzelmeßstrecke. Da wäre selbst bei spiegelglatter allg. Oberfläche ein Sprung von 0.08 mm = 80µ schon weit jenseits der Grenzen von Rz25 Arithmetisch gemittelt wird bei Ra... Und da werden ja auch viel kleinere Werte angegeben, da Ausreißer (wie eine Stufe) weggemittelt werden.
Hallo Charly Ist leider nicht ganz richtig. Laut der Definition im Hoischen
könnte man auch damit eine große Stufe schönrechnen. Das geht sogar leichter, wie mit Rz.
Man muss nur dafür sorgen, dass der Rest der Oberfläche deutlich glatter ist als gefordert. Dann muss ich nur noch die Messstrecke lang genug wählen und den Rest erledigt dann die Statistik. Bei Rz wird eine Messstrecke definiert. Diese Messstrecke wird in 5 gleichlange Teile eingeteilt. In jedem Messabschnitt wird die (größte) Rauhtiefe ermittelt. Danach werden die Einzelrauhtiefen addiert (Z1+Z2+Z3+Z4+Z5) und anschließend durch 5 geteilt. Heisst:
Wenn du eine absolut glatte Fläche hättest (Rauhigkeit 0mü  ) und in dieser wäre ein einzelner Sprung von 125mü, dann könnte man das mittels besagtem Rechenverfahren auf ein Rz=25 schönrechnen. Das Teil wäre absolut unbrauchbar, aber es würde dieser Angabe entsprechen. ) und in dieser wäre ein einzelner Sprung von 125mü, dann könnte man das mittels besagtem Rechenverfahren auf ein Rz=25 schönrechnen. Das Teil wäre absolut unbrauchbar, aber es würde dieser Angabe entsprechen. In meinem Fall ist die allgemeine Rauhigkeit Rz10. Der größte Sprung beträgt 0,08mm (80mü ). Ich hab das von Hand reingerechnet. Das ergibt 4 Messstrecken mit 10mü und eine Messstrecke mit 80mü. Resultat Rz24. Ich hab das Gefühl, mein Problem läßt sich mit der Angabe Rz einfach nicht richtig greifen. Für mich zählen solche Absätze in der Oberfläche zur Kontur, nicht zur Oberflächenrauhigkeit. Wo ist eigentlich die Grenze, wann man einen Konturverlauf zur Rauhigkeit und wann zur Kontur zuschlägt? Wie bereits oben beschrieben werde ich bei solchen Teilen in Zukunft auf Rz16 und Rmax25 gehen. Nach dieser Angabe darf an KEINER Stelle des Teiles eine Rauhtiefe über 25mü erreicht werden. Irgendwie muss man manchmal erst gegen die Wand laufen, damit man solche Probleme erkennt.  ------------------
Diese Mail wurde elektronisch erstellt und ist auch mit Unterschrift ungültig.
:-)) Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Mathias Ziegler
Mitglied
Application Engineer
Beiträge: 130
Registriert: 10.12.2004 3,05 GHZ P4 HT
Matrox Pharphelia 128MB
1024MB RAM
Inventor 10 Professional
Win XP Prof
|
erstellt am: 10. Nov. 2006 09:33 <-- editieren / zitieren --> Unities abgeben: Nur für Mike2102
Man könnte doch zusätzlich den Wert Rp und Rv vorschreiben, oder? ------------------
(\_/)
(O.o) This is Bunny. Copy Bunny into your signature
(> < ) to help him on his way to world domination. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Mike2102
Mitglied
Konstrukteur
Beiträge: 20
Registriert: 30.05.2005 Intralink 3.3
ProE Wildfire II
|
erstellt am: 10. Nov. 2006 10:24 <-- editieren / zitieren --> Unities abgeben:
Den Begriff Glättungstiefe Rp kannte ich noch nicht. Wieder was gelernt.  Aber jetzt hab ich mir die Begriffsdefinitionen nochmal angeschaut. Die Gestaltabweichungen werden in 6 Klassen eingeteilt: 1. Ordnung
Formabweichungen, z.B. durch Einspannfehler oder Verformungen 2. Ordnung
Wellen, bedingt durch Schwingungen, Unrundlauf oder Unwucht o.ä. 3. Ordnung
Werkzeugschneidenradius
.
.
6. Ordnung Gitteraufbau des Werkstoffs Die Gestaltabweichungen der 3. bis 5. Ordnung ergeben die Rauheit. Nach dieser Definition gehören die Klippen auf meinem Teil zur 1. Ordnung und werden nicht in der Rauheit erfaßt. Jetzt muss ich nur noch die Formulierung finden, dass ich diese Fehler der 1. Ordnung nicht akzeptiere. ------------------
Diese Mail wurde elektronisch erstellt und ist auch mit Unterschrift ungültig.
:-)) Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Andy-UP
Moderator
Projektingenieur
    

Beiträge: 2567
Registriert: 27.10.2003 AIP2022 Win 10 pro
|
erstellt am: 10. Nov. 2006 11:02 <-- editieren / zitieren --> Unities abgeben: Nur für Mike2102
Hallo Mike, Rzmax oder Rz1max ist sicherlich eine Lösung für dein Problem, obwohl ich zuerst gedacht habe, und durch deine Problembeschreibung Zitat:
Eigene Messungen haben ergeben, dass die Oberfläche ausserhalb der Sprünge ein Rz von ca.9-10 mü aufweist.
Leider hat das Messgerät die Sprünge rausgerechnet, weil die so groß waren, dass sie der Kontur und nicht der Rauhigkeit zugeschlagen wurden.
darin bestärkt wurde, dass eine Formtoleranz (Geradheit) ein geeignetes Mittel sei. In meinem Lieblingsbuch
bin ich denn auch fündig geworden (S.78ff) Dort heißt es:
Zitat:
...Jede einzelne Gerade, die parallel zur Zeichenebene in der Ansicht ist, wo die Geradheitstoleranz eingetragen ist.... muss für sich allein gerade sein...
oder mit anderen Worten: Die Geradheitsloleranz gilt nur für die Kontur einer Ebene, die parallel zur Ansichtsebene ist. Die hierzu senkrechten Konturen sind von der Toleranzangabe nicht betroffen. und weil´s so schön hierher passt,
http://www2.mitutoyo.de/uploads/media/Rauheitsposter_01.pdf Andreas
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Doc Snyder
Ehrenmitglied V.I.P. h.c.
Dr.-Ing. Maschinenbau, Entwicklung & Konstruktion von Spezialmaschinen
Beiträge: 13694
Registriert: 02.04.2004 Entwicklung von Spezialmaschinen und Mechatronik
Autodesk Inventor
|
erstellt am: 10. Nov. 2006 12:13 <-- editieren / zitieren --> Unities abgeben: Nur für Mike2102
Zitat:
Original erstellt von Andy-UP:
Die hierzu senkrechten Konturen sind von der Toleranzangabe nicht betroffen.
Also hülfe doch nur eine Angabe zur Ebenheit? Die Tatsache, dass die Lagetoleranzen nur in der Zeichenebene gelten, versuche ich bereits seit Jahren erfolglos zu vermitteln. Unzählige dieser Angaben auf bestehenden Zeichnungen sind wertlos, weil die Ersteller die Regeln nicht richtig kennen. Die Empfänger kennen sie aber auch nicht besser, und selbst wenn, dann werden sie nur zu oft wie oben beschrieben ignoriert. Da hilft IMHO nur vernünftig miteinander zu reden. Das soll jetzt aber kein Argument gegen die korrekte Anwendung der Form- und Lagetoleranzen sein. Die Definition zumindest zu kennen, sollte schon unser aller Ziel sein, und ich bin ja höchst entzückt, wie sich dies Thema hier in wieder mit nützlichen und kompetenten Beiträgen füllt. Solche Gesellschaft macht echt Freude! Das ist ein geiler Haufen hier! Zum Thema zurück: Eine Ebenheit über die gesamte Fläche, die solche Stufen ausschließt, wäre natürlich maßlos übertrieben. Ich denke, am ehesten kommt man über die Wellenlänge ans Ziel (das mit 1.-6. Ordnung, auch mit "Messfilter" gemeint). Ich bin aber auch unsicher, was die Norm uns da für Mittel bietet, und werde weiter aufmerksam zusehen, was hier noch kommt. ------------------
Roland www.Das-Entwicklungsbuero.de Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Mike2102
Mitglied
Konstrukteur
Beiträge: 20
Registriert: 30.05.2005 Intralink 3.3
ProE Wildfire II
|
erstellt am: 10. Nov. 2006 12:45 <-- editieren / zitieren --> Unities abgeben:
Zitat:
.... und ich bin ja höchst entzückt, wie sich dies Thema hier in wieder mit nützlichen und kompetenten Beiträgen füllt. Solche Gesellschaft macht echt Freude! Das ist ein geiler Haufen hier!
Stimme ich absolut zu!!!
Vielen Dank für alle Infos. Wenn ich dran denke, werd ich das Ergebniss der Verhandlungen mal reinschreiben. Wünsche allen mitlesenden und mitschreibenden ein schönes Wochenende. Michael ------------------
Diese Mail wurde elektronisch erstellt und ist auch mit Unterschrift ungültig.
:-)) Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Andy-UP
Moderator
Projektingenieur
Beiträge: 2567
Registriert: 27.10.2003 AIP2022 Win 10 pro
|
erstellt am: 10. Nov. 2006 12:51 <-- editieren / zitieren --> Unities abgeben: Nur für Mike2102
Zitat:
Original erstellt von Doc Snyder:
Die Tatsache, dass die Lagetoleranzen nur in der Zeichenebene gelten, versuche ich bereits seit Jahren erfolglos zu vermitteln. Unzählige dieser Angaben auf bestehenden Zeichnungen sind wertlos, weil die Ersteller die Regeln nicht richtig kennen. Die Empfänger kennen sie aber auch nicht besser, und selbst wenn, dann werden sie nur zu oft wie oben beschrieben ignoriert. Da hilft IMHO nur vernünftig miteinander zu reden.
Wie wahr, wie wahr.
Ich habe auch schon unzählige Male den externen Fertigern in Prosa erklären müssen, was überhaupt mit einem bestimmten Toleranzsymbol gemeint ist. Aber wie Du ganz richtig sagtest; die Unkenntnis besteht auf beiden Seiten.
Andreas
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Lingemann
Mitglied
Entwicklungsingenieur
Beiträge: 12
Registriert: 17.06.2002
|
 erstellt am: 06. Dez. 2006 15:00 <-- editieren / zitieren --> Unities abgeben: Nur für Mike2102
erstellt am: 06. Dez. 2006 15:00 <-- editieren / zitieren --> Unities abgeben: Nur für Mike2102
Hallo Mike, auch der Hoischen kann sich täuschen. Zur Beurteilung der Oberflächenbeschaffenheit kann die DIN EN ISO 4288 herangezogen werden. Danach gilt, wenn wie hier keine weiteren Angaben gemacht werden, die 16%-Regel, die besagt, dass nicht mehr als 16% aller gemessenen Werte den festgelegten Wert nicht überschreiten dürfen
(DIN EN ISO 4288 Ausg 1997 Abs. 5.2). Bei fünf Meßwerten ist breits ein Meßwert, der daneben liegt, zuviel. Das heißt kein Meßwert darf über 24 µm liegen bei Rz 24. Gruß
Klaus
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Charly Setter
Ehrenmitglied V.I.P. h.c.
Beiträge: 11996
Registriert: 28.05.2002
|
erstellt am: 06. Dez. 2006 22:00 <-- editieren / zitieren --> Unities abgeben: Nur für Mike2102
Wißt Ihr, was mich ank...t: Wir schreiben immer mehr Angaben in die Zeichnungen, schlagen uns mit dauernd geänderten Definitionen und Normen rum die nun wirklich nicht einfacher und durchschaubarer werden. Und am Ende schlagen wir uns diese Normen gegenseitig um die Ohren, nur weil irgendwelche findigen Fertiger nicht den gesunden Menschenverstand anwenden und dann später versuchen Ihren Schrott gesundzubeten. Und die Normen helfen Ihnen auch noch CU ------------------
Der vernünftige Mensch paßt sich der Welt an;
der unvernünftige besteht auf dem Versuch, die Welt sich anzupassen. Deshalb hängt aller Fortschritt vom unvernünftigen Menschen ab.
(George Bernard Shaw) Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Mike2102
Mitglied
Konstrukteur
Beiträge: 20
Registriert: 30.05.2005 Intralink 3.3
ProE Wildfire II
|
erstellt am: 07. Dez. 2006 09:18 <-- editieren / zitieren --> Unities abgeben:
Hallo Das Schlimme an dieser Antwort ist, dass sie stimmt.
Sie entspricht leider auch meiner Erfahrung mit Lieferanten. Es werden immer die "billigsten" Teile bestellt. Das Theater, dass man hinterher hat, weil man die Teile zurückschicken/nacharbeiten muss, sieht keiner.
Oder noch schlimmer, man kann seine eigenen Termine nicht einhalten, weil man keine guten Teile hat oder man kann die Termine nur einhalten, wenn man halt die schlechten Teile (die genauso teuer sind) verbaut. Hmmm.
Ein Bewertungssystem für Lieferanten, a la Ebay, wäre ne feine Sache.
Aber vermutlich würde das die Zahl der Klagen in Deutschland verdoppeln. ------------------
Diese Mail wurde elektronisch erstellt und ist auch mit Unterschrift ungültig.
:-)) Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Bertermann
Mitglied
Leiter Solid Edge Technik
Beiträge: 558
Registriert: 12.11.2004
|
erstellt am: 08. Dez. 2006 13:28 <-- editieren / zitieren --> Unities abgeben: Nur für Mike2102
Zitat:
Original erstellt von Charly Setter:
... und dann später versuchen Ihren Schrott gesundzubeten. Und die Normen helfen Ihnen auch noch CU
Naja, die Normen sollten DIR als Konstrukteur eigentlich helfen solche "Gebete" zu verhindern.
Ich durfte mich mit der Materie Oberflächen und Toleranzen intensiv befassen. Mein Fazit: Verstehe die Normen, wende die Normen entsprechend an und die Gebete werden zu Beichten Der Hintergrund von der Notwendigkeit dieser Normen sollte ja im Allgemeinen bekannt sein... nich wahr? ------------------
Gruß Jörg Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
marques_CH
Mitglied
Prozessdesign/PLM
Beiträge: 698
Registriert: 21.11.2005 Solidworks Premium 2013 SP4
Flow Simulation
PTC Windchill 10.2<P>Workstation:
6x 4.7 Ghz
Quadro 4000
Revodrive 3 X2 SSD
|
erstellt am: 08. Dez. 2006 19:49 <-- editieren / zitieren --> Unities abgeben: Nur für Mike2102
und sonst gehst ganz einfach hin und schreibst nen vermerk " aussenflächen = Sichtflächen. Absätze werden toleriert." Und da gibts dann auch nix zu diskuttieren für den Lieferanten. Diesmal werdet ihr aber in den sauren Apfel beissen... denn es ist nun mal so wie du sagst, verkleinere den Rz25 Wert und die Teile werden umsonst teurer. gruss marques Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
flooo
Mitglied
Beiträge: 15
Registriert: 06.06.2006
|
erstellt am: 15. Mai. 2008 20:58 <-- editieren / zitieren --> Unities abgeben: Nur für Mike2102
Zitat:
Original erstellt von Doc Snyder:
[QUOTE]Original erstellt von Andy-UP:
Die hierzu senkrechten Konturen sind von der Toleranzangabe nicht betroffen.
Also hülfe doch nur eine Angabe zur Ebenheit? Die Tatsache, dass die Lagetoleranzen nur in der Zeichenebene gelten, versuche ich bereits seit Jahren erfolglos zu vermitteln. Unzählige dieser Angaben auf bestehenden Zeichnungen sind wertlos, weil die Ersteller die Regeln nicht richtig kennen.
[/QUOTE] Kann mir das bitte mal kurz einer erläutern, am besten anhand eines Richtig-Falsch-Beispiels. Ich kann es mir gerade nicht so richtig vorstellen.
Wäre sehr dankbar. mfg
florian Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
BerntStein
Mitglied
Ingenieur
Beiträge: 176
Registriert: 15.01.2007
|
erstellt am: 19. Mai. 2008 00:34 <-- editieren / zitieren --> Unities abgeben: Nur für Mike2102
will eher Dein Ego etwas "streicheln" Ab der Sekunde, wo zwischen Fertiger und Auftraggeber/Konstrukteur kein vertrauensmäßiges sowie direktes Verhältnis herrscht, kannst Du es vergessen.
Bei mir wissen die Leute entweder worum es geht (und wollen das erreichen) oder Sie lassen sich von der Zeichnung "inspirieren" und liefern irgendwas ab.
In der Zeichnung ein Teil "wasserdicht" zu definieren habe ich mehr oder minder aufgegeben. Wenn meine Werkzeugmacher mich abschiessen wollen...dann können sie das im Rahmen vernünftiger Toleranzen schaffen. Sie unterlassen das weil Sie weiter arbeiten wollen und weil ich zusammenarbeite.
Natürlich werde ich mich weiter in der Zeichnungskunst verbessern....und Du solltest das (vielleicht)auch. Aber die Fiktion wasserdichte Zeichnung ist in meinen Augen ein Leitstern und kein Ziel für nächsten Monat.
Die Bereiche in denen wir/ich selten einkaufen sind in der Folge problematisch. Allerdings lassen wir beim Einkauf die berühmte Kirche, die leider nicht zum Weltkulturerbe gehört, im Dorf.
Bei Serienteilen mit regelmäßigem Umsatz gibts seeehr wenig Probleme, weil wir dann oft, offen sowie direkt reden und die Rechnungen gut durchlaufen.
Wenn bei Serienteilen einer den Sport einführen möchte...ob ich pedantischer zeichnen kann als er sich Unfug einfallen lässt... VIEL GLÜCK! Rechtsstreit erscheint eher sinnlos. Auf Mitarbeit des Lieferanten ist wohl in dem Fall nicht zu zählen.
Merke:
Wenn man an der Zeichnung pappt wie manchen Gläubigen, dann führt man entweder die Schriftrolle (=Tora) vor Augen oder erklärt die junge Frau Maria zur Jungfrau. Beides ist zurückübertragen unwirtschaftlich und damit nicht nicht unser Gelderwerb. Wenn einer mit "wasserdichten" Zeichnungen gute Erfahrungen hat: BITTE POSTEN! ich lerne da gerne dazu! Grüssle Bernt p.s.: Ich schaue bei den Fertigern regelmässig vorbei und weiß daher recht gut wie sie arbeiten und wie die Zeichnung die Arbeit unterstützt oder erschwert...und man hat sich GEGENseitig erzogen.
Würde ich nicht weglassen, was bei normaler Vorgehensweise ohnehin gegeben ist, wäre jede Zeichnung schwarz vor Angaben oder ein Format größer. Ich trage fast nur ein was nicht bei sachgemäßer Vorgehensweise ohnehin gegeben ist. ------------------
Mach was Du willst - aber will das richtige. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
tuxometer
Mitglied
Beiträge: 271
Registriert: 05.10.2006 Inventor 2010;
etwas Pro/E WF5;
Win XP Pro;
|
erstellt am: 19. Mai. 2008 10:16 <-- editieren / zitieren --> Unities abgeben: Nur für Mike2102
|

 Foren auf CAD.de
Foren auf CAD.de