| | |
 | Gut zu wissen: Hilfreiche Tipps und Tricks aus der Praxis prägnant, und auf den Punkt gebracht für SOLIDWORKS |
|
Autor
|
Thema: Probleme bei der Blechabwicklung (2466 mal gelesen)
|
Blechfritze
Mitglied
Schmied, Schlosser, CAD-Programmierer
   Beiträge: 2
Registriert: 13.09.2012 HP EliteBook 8760w
IntelCore i7 2,0GHz
32 GB RAM
SolidWorks Büro 2015 X64 Edition
Win 7 Prof. SP1
|

 erstellt am: 23. Nov. 2015 15:26
erstellt am: 23. Nov. 2015 15:26  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
Hallo an alle Forum Mitglieder, Ich bin seit geraumer Zeit hier nur ein Mitleser und möchte mich heute aber mal mit einem Blechabwickelproblem, für das ich selber bis dato keine befriedigende Lösung gefunden habe, an das Forum wenden.
Solange alle Winkel um die 90° herum differieren funktioniert es relativ gut mit dem SW.
Aber immer dann wenn die Winkel spitz werden gibt es Probleme.
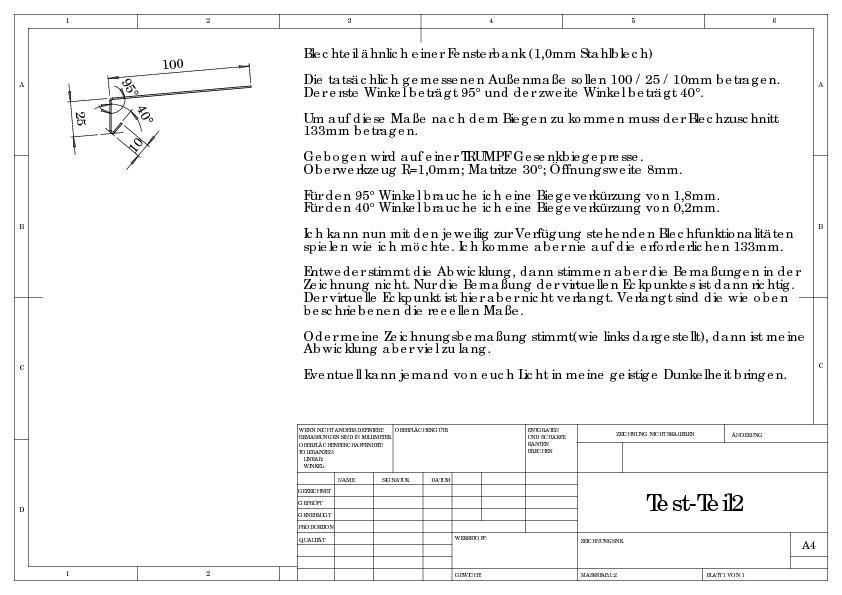
Als ganz einfaches Beispiel habe ich mal so eine Fensterbank gezeichnet(siehe pdf im Anhang).
Auf der Zeichnung habe ich auch kurz versucht zu erklären worum es geht: Ich brauche also um das Teil mit den Endmaßen 100mm / 25mm / 10mm fertigen zu können eine abgewickelte Länge von etwa 133mm.
Das kann ich zwar grundsätzlich so programmieren nur haut dann meine zeichnungsseitige Darstellung nicht hin.
Auf der Zeichnung sind die Kanten dann immer kürzer als gefordert. Und umgekehrt wenn, wie auf der Zeichnung zu sehen, die Endmaße korrekt sind, dann wird meine Abwicklung zu lang. Das wäre bei so einem einfachen Teil ja noch irgendwie hinzudrehen.
Interessant wird es aber dann wenn in dem Teil noch definierte Ausschnitte oder Ähnliches vorkommen.
Dann wäre es schon schön wenn diese in der Abwicklung auch an der richtigen Stelle sind. Vielleicht hat ja von euch jemand eine Idee wie man dem Problem beikommen kann. LG vom Blechfritzen [Diese Nachricht wurde von Blechfritze am 23. Nov. 2015 editiert.] [Diese Nachricht wurde von Blechfritze am 23. Nov. 2015 editiert.] [Diese Nachricht wurde von Blechfritze am 23. Nov. 2015 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
freierfall
Ehrenmitglied V.I.P. h.c.
Techniker

Beiträge: 11571
Registriert: 30.04.2004 SWX (Pro) Flow 2020
|
erstellt am: 23. Nov. 2015 15:29 <-- editieren / zitieren --> Unities abgeben: Nur für Blechfritze 
|
GWS
Ehrenmitglied V.I.P. h.c.
Konstrukteur Sondermaschinenbau

Beiträge: 2415
Registriert: 23.07.2001 SWX 24 SP3, PDM Prof.
auf Dell Precision 3640 /32GB / NVDIA Quadro P2200 / Win 11
|
erstellt am: 23. Nov. 2015 16:05 <-- editieren / zitieren --> Unities abgeben: Nur für Blechfritze
Hallo Blechfritze! Guck mal das Bild an. Da werden alle Möglichkeiten der Anpassung der Abwicklungslänge gezeigt. Welche Methode für deine Maschine die Beste ist, musst du herausfinden und der rest steht in der SWX -Hilfe -Hilfe Grüße Günter Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Blechfritze
Mitglied
Schmied, Schlosser, CAD-Programmierer
Beiträge: 2
Registriert: 13.09.2012 HP EliteBook 8760w
IntelCore i7 2,0GHz
32 GB RAM
SolidWorks Büro 2015 X64 Edition
Win 7 Prof. SP1
|
erstellt am: 23. Nov. 2015 16:28 <-- editieren / zitieren --> Unities abgeben:
Hallo Günter und freierfall, Erstmal vielen Dank für die schnelle Antwort.
Die Möglichkeiten der Abwicklungen sind mir grundsätzlich bekannt.
Mein Problem ist, daß wenn ich meine ermittelten Abzugswerte eintrage ich nie auf meine benötigte gestreckte Länge komme.
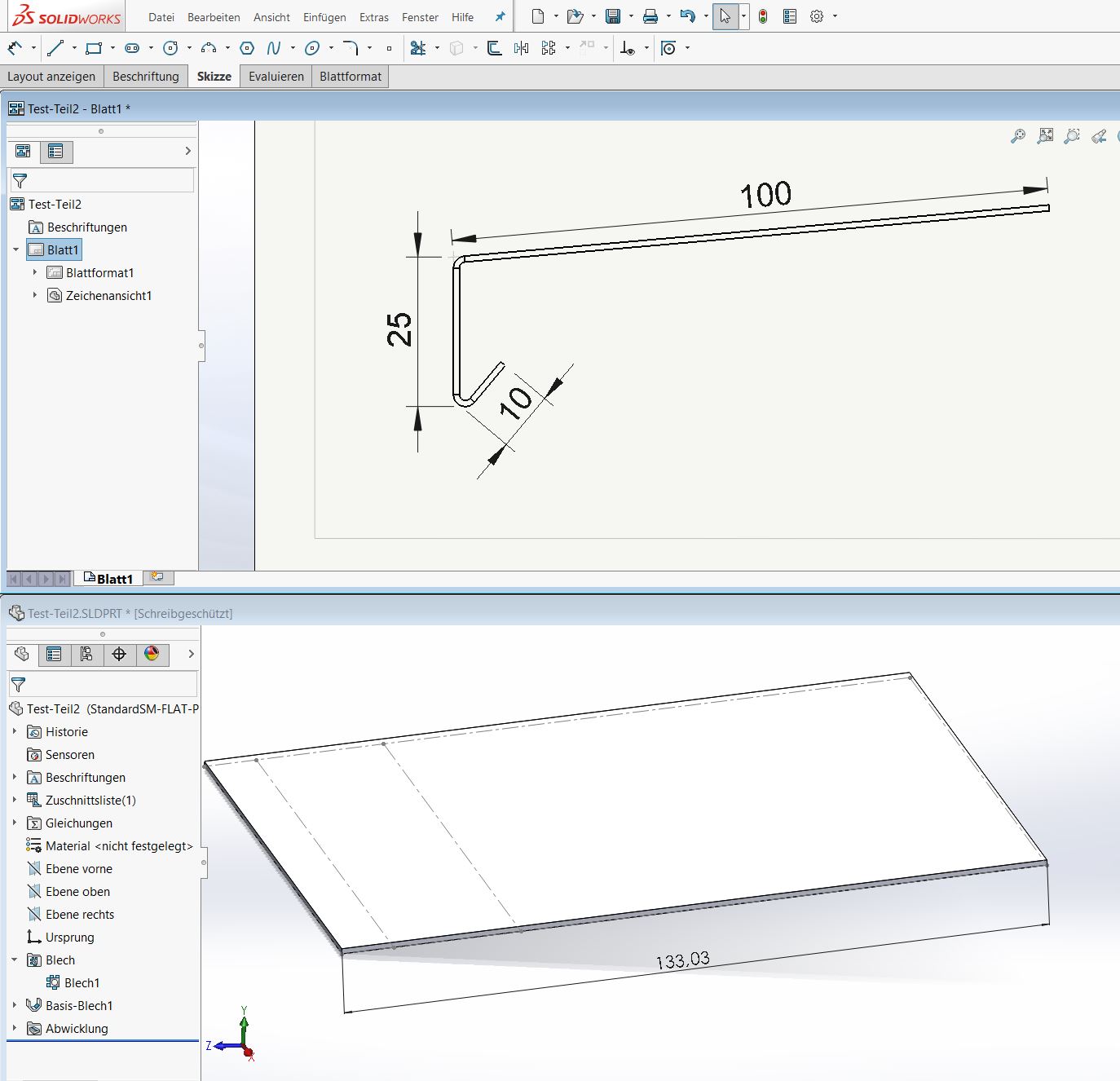
Ich habe das Teil mal mit angehängt(ganz oben).
Wenn ich die Werte eintrage erhalte ich vom SWX eine Abwicklung von 139,9mm.
Und das ist definitiv knapp 7mm zu lang. LG vom Blechfritzen [Diese Nachricht wurde von Blechfritze am 23. Nov. 2015 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Frank Schuchort
Mitglied
NC-Programmierer,Konstrukteur

Beiträge: 118
Registriert: 08.09.2001 WIN10 64bit
SWX 2022 Office Prof. SP5
HP Workstation Z4 G4
XEON W2125
32GB RAM
NVIDIA Quadro P2000
Trumpf TruTops Classic + Boost
|
erstellt am: 23. Nov. 2015 17:14 <-- editieren / zitieren --> Unities abgeben: Nur für Blechfritze
Hallo Blechfritze, habe das mal bei mir versucht.Wenn Ich das Teil mit meiner Excel Biegetabelle abwickel komme Ich auf 132.17mm. Mit einem K-faktor von 0.5 erhalte Ich genau 133mm.Du hast bei die für jede Biegung die Werte eingetragen,wie du auf die Werte kommst erschließt sich mir nicht.Wir arbeiten mit Excel-Tabellen für die Biegeverkürzung,dort ist nur der Wert für 90° Biegungen hinterlegt,der Rest wird interpoliert.Wir setzen auch Trumpf Pressen ein,und kommen mit den ermittelten Werten sehr gut klar. Hatte unsere Tabellen hier auch schon mal gepostet,finde den link jetzt aber nicht so schnell. Gruß Frank Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
M.Nagel
Mitglied
Beiträge: 15
Registriert: 03.01.2009
|
erstellt am: 23. Nov. 2015 20:32 <-- editieren / zitieren --> Unities abgeben: Nur für Blechfritze
|
xmicha1
Mitglied
Techniker
Beiträge: 68
Registriert: 06.08.2013 Win10
SWX 2021 SP2
TruTops CAD 17.7.00.99
TruTops Nest 17.7.00.99
TruTops Laser 17.7.00.99
|
erstellt am: 25. Nov. 2015 07:19 <-- editieren / zitieren --> Unities abgeben: Nur für Blechfritze
Moin Moin, wir haben bei uns in der Firma auch Trumpf Laser und Kantbank. Bei den von uns in SWX erstellten Blechteilen nutzen wir die Verkürzungswerte von Trumpf nur für die 90° Kantungen. Alle Biegungen ungleich 90° werden mit K0,5 gerechnet. Das hat sich in den letzten Jahren eigentlich bewährt. Wir haben nur zwei, drei Verkürzungswerte für 90° nach Erfahrungswerten etwas korrigiert. Frohes Schaffen
Micha Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |

 Foren auf CAD.de (alle Foren)
Foren auf CAD.de (alle Foren)



 |
|