| | |  | SOLIDWORKS Visualize Standard - Online-Live, ein Seminar am 27.07.2026
|
|
Autor
|
Thema: k-Faktor Eigenstudie (8815 mal gelesen)
|
tobscin
Mitglied
   Beiträge: 4
Registriert: 08.10.2014
|

 erstellt am: 08. Okt. 2014 11:26
erstellt am: 08. Okt. 2014 11:26  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
Hallo Leute, ich habe ein Problem, bei welchem ich auf eure Erfahrung hoffe. Es geht um folgendes: Wir haben bei uns im Unternehmen eine Kantbank mit verschiedenen Matrizen etc. Nun haben wir uns mal unsere üblichen verwendeten Materialien besorgt in jeweils 250x250er Zuschnitten und diese gekantet. Diese fertig gekanteten Teile habe ich dann vermessen und in Solid erstellt. Da es bei dem ganzen darum geht, dass wir endlich mal vernünftige k-Werte für unsere Maschinen/Materialien bekommen, habe ich diese Modelle entfaltet und jeweils so lange mit dem k-Faktor rumgespielt, bis ich letztendlich auf ein abgewickeltes Maß von 250 gekommen bin. Meine Frage ist nun: Mithilfe welcher Formel berechnet Solid diesen k-Faktor/Biegezugabe(-verkürzung)? Ich habe mich nun wirklich durch viele Foreneinträge, Formelsammlungen und die Solid-Hilfe gekämpft, aber einfach nichts brauchbares gefunden. Also bitte helft mir!  Vielen Dank schonmal Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
freierfall
Ehrenmitglied V.I.P. h.c.
Techniker

Beiträge: 11612
Registriert: 30.04.2004 SWX (Pro) Flow 2020
|
 erstellt am: 08. Okt. 2014 12:08 <-- editieren / zitieren --> Unities abgeben: Nur für tobscin
erstellt am: 08. Okt. 2014 12:08 <-- editieren / zitieren --> Unities abgeben: Nur für tobscin 
Hallo, wir haben die selbe Frage im Inventorforum gehabt. Wenn du das richtig erklärt bekommen möchtest, dann Frage im Blechforum nach. Soweit ich das verstanden habe, wenn du den k-Faktor durch testen bestimmst mit dem Abzugswert, wird dies nur für diesen einen Winkel stimmen und sich wieder ändern wenn du einen anderen Winkel nimmst. Genauer wirst du mit eine Biegetabelle kommen, aber da brauchst du halt viele Tests Michael hat hier mal reingestellt wie IV das berechnet und was SWX macht weiß ich nicht. ich habe von Profi-Firmen entwede eine Biegetabelle oder eine Abzugswerteliste je Radius/Material/Blechdicke erhalten. Damit habe ich wie du den K-Faktor ermittelt. Auf der Zeichnung habe ich dann die Matrize/Radius/Material/Blechdicke angegeben. Die Ergebnisse waren fantastisch. jenes steht in der Hilfe von Solidworks zum K-Faktor Der K-Faktor ist ein Verhältnis, das die Platzierung der neutralen Faser hinsichtlich der Dicke des Blechteils darstellt. Wenn Sie als Biegezugabe den K-Faktor auswählen, können Sie eine K-Faktor-Biegetabelle angeben. Die SolidWorks Anwendung verfügt über eine K-Faktor-Biegetabelle in Microsoft Excel Format. Sie befindet sich unter install_dir\lang\English\Sheetmetal Bend Tables\kfactor base bend table.xls. Sie können für den K-Faktor in verschiedenen Konfigurationen verschiedene Werte definieren.
Sie können auch einen Standard-K-Faktor, der auf dem Material basiert, anwenden, indem Sie eine Blechlehrentabelle verwenden.
Die Biegezugabe mit K-Faktor wird wie folgt berechnet: BA=π(R + KT) A/180 herzlich Sascha [Diese Nachricht wurde von freierfall am 08. Okt. 2014 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
tobscin
Mitglied
Beiträge: 4
Registriert: 08.10.2014
|
erstellt am: 08. Okt. 2014 12:40 <-- editieren / zitieren --> Unities abgeben:
Vielen Dank für eine so schnelle Antwort. Trotz der Mühe, die du dir gegeben hast, sind das leider alles schon Informationen die ich mir bisher auch angelesen habe. Ich versuche das noch einmal ein wenig klarer darzustellen: Wir benutzten hauptsächlich sechs verschiedene Materialien in je bis zu sechs verschiedenen Materialstärken.
Diese haben wir alle in (250x250x alle benutzten Materialstärken) bestellt.
Alle diese Bleche haben wir nun vier mal gekantet (jedes mal 90°, da auch nur dieser Winkel momentan relevant ist) und die Außenmaße vermessen und protokolliert.
Dann habe ich angefangen das erste Teil gekantet zu erstellen und schließlich abzuwickeln. -> Die Abwicklung stimmte nicht (was ja auch klar ist, da nicht der spezifisch korrekte k-Faktor angegeben wurde)
Anschließend habe ich so lange am k-Faktor, im Blech-Feature, rumgespielt, bis ich endlich auf eine abgewickelte Länge von 250 gekommen bin. Damit ich dieses ganze Prozedere nicht für jedes Bauteil machen muss, wäre es schön zu wissen, welche Formel Solid benutzt, denn die Formel, die in der Hilfe ausgewiesen ist, stimmt irgendwie nicht. Zumindest bekomme ich mit dieser Formel keine Berechnung hin, die mit dem "rumgespielt" ermittelten k-Faktor übereinstimmt. Ich hoffe, dass das irgendwie verständlich ist. 
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
freierfall
Ehrenmitglied V.I.P. h.c.
Techniker
Beiträge: 11612
Registriert: 30.04.2004 SWX (Pro) Flow 2020
|
erstellt am: 08. Okt. 2014 12:49 <-- editieren / zitieren --> Unities abgeben: Nur für tobscin
nee, ich musste es für jede Kombination neu ertesten und den richtigen k-Faktor über deinen beschriebenen Weg ermitteln, die Formel hatte mich nicht weitergebracht. herzliche Grüsse Sascha [Diese Nachricht wurde von freierfall am 08. Okt. 2014 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Heiko Soehnholz
Ehrenmitglied V.I.P. h.c.
Dipl.-Ing. (FH) Maschinenbau

Beiträge: 5683
Registriert: 03.07.2002 SOLIDWORKS 2001 - 2026
Elite AE Award 2023
SOLIDWORKS Premium, 3DEXPERIENCE,
Simu, Flow, Plastics, Composer, MBD,
Inspection, PDMP, Visualize, TopsWorks,
Bechtle Tools, JobBox, MacroSheet, etc.
Passungstabelle von Heinz
WIN11 25H2 | HP ZBook 17 Fury G8
|
erstellt am: 08. Okt. 2014 13:05 <-- editieren / zitieren --> Unities abgeben: Nur für tobscin
Hallo, nach meinem Wissensstand macht man ja schließlich die Kantversuche mit den Blechstreifen, weil man eben nicht einen berechneten, sondern den empirischen Wert kennen möchte. Ein Formel beizubringen, wie SWX den K-Faktor berechnet ist die falsche Frage. Den es geht ja darum, heraus zu finden, wie sich das Material beim Kanten plastisch verformt, und dabei fließt. Was hat SWX damit zu tun? Nix. In SWX wird man später nur die gefundenen Werte hinterlegen, damit SWX das rechnet, was man in den Tests gemessen hat. Also ist der Weg, alle verwendeten Materialien und Stärken versuchsweise zu kanten und dann zu vermessen richtig und unausweichlich. Viele SWX-Anwender und Blechfertiger mussten das zuvor schon tun... Ach ja: Man kann ja dann durchaus auch eine Tabelle mit Biegezugabe oder Verkürzung anlegen. Es muss nicht immer der K-Faktor sein. Für den Fall, dies wäre einfacher zu messen. Die meisten Tabellen, die ich von Kunden kenne, sind nämlich so... ------------------
Einen schönen Gruß von Heiko Besuchen Sie uns auf unserem DPS FORUM! - http://www.dps-software.de/veranstaltungen/dps-forum/ [Diese Nachricht wurde von Heiko Soehnholz am 08. Okt. 2014 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
tobscin
Mitglied
Beiträge: 4
Registriert: 08.10.2014
|
erstellt am: 08. Okt. 2014 13:55 <-- editieren / zitieren --> Unities abgeben:
Auch das ist mir alles klar. Es geht mir nur darum, dass auch SolidWorks iregendeine Formel hinterlegt haben muss, um die Abwicklung zu berechnen. Und genau diese suche ich.
Denn wenn ich diese Formel habe kann ich einfach meine gemessenen Werte, aus den Kantversuchen, einsetzen und muss nicht fünfzig mal den k-Faktor pro Teil ändern, bis ich endlich den Richtigen habe. Sprich: Die von Solid zur Berechnung vewendete Formel so geschickt umstellen, dass ich den k-Faktor durch Berechnungen und nicht durch rumexperimentieren herausfinden kann.
Dafür fehlt mir leider die Formel./Welche Formel ist in Solid hinterlegt? [Diese Nachricht wurde von tobscin am 08. Okt. 2014 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Heiko Soehnholz
Ehrenmitglied V.I.P. h.c.
Dipl.-Ing. (FH) Maschinenbau
Beiträge: 5683
Registriert: 03.07.2002 SOLIDWORKS 2001 - 2026
Elite AE Award 2023
SOLIDWORKS Premium, 3DEXPERIENCE,
Simu, Flow, Plastics, Composer, MBD,
Inspection, PDMP, Visualize, TopsWorks,
Bechtle Tools, JobBox, MacroSheet, etc.
Passungstabelle von Heinz
WIN11 25H2 | HP ZBook 17 Fury G8
|
erstellt am: 08. Okt. 2014 14:01 <-- editieren / zitieren --> Unities abgeben: Nur für tobscin
Na, dann habe ich hier noch Lesestoff für dich. (Aber bitte keine Rückfragen dazu - so gut kenne ich mich in Mathe nicht aus...) Am Ende bin ich immer gut hiermit gefahren (Zitat): For soft brass and soft copper:
K = 0.35
For half-hard copper and brass, soft steel and aluminum:
K = 0.41
For bronze, hard copper, cold-rolled steel, and spring steel:
K = 0.45
------------------
Einen schönen Gruß von Heiko Besuchen Sie uns auf unserem DPS FORUM! - http://www.dps-software.de/veranstaltungen/dps-forum/ [Diese Nachricht wurde von Heiko Soehnholz am 08. Okt. 2014 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Hofe
Mitglied
Werkzeugmacher

Beiträge: 440
Registriert: 12.01.2008 Computer: Aldi
Schreibtisch: Ikea
Werkbank: Baumarkt
Software:
1967-2021, viele Updates und SP's, aber sicher nicht alle, deswegen immer wieder Sicherheitslücken
|
erstellt am: 08. Okt. 2014 15:44 <-- editieren / zitieren --> Unities abgeben: Nur für tobscin
Zitat:
Original erstellt von tobscin:
Die von Solid zur Berechnung vewendete Formel so geschickt umstellen, dass ich den k-Faktor durch Berechnungen und nicht durch rumexperimentieren herausfinden kann.
Wozu? Selbst wenn Du auf die Formel zugreifen und sie beeinflussen kannst, Du musst doch trotzdem für jede Blechstärke/Material/Matrizenweite einen passenden K-Faktor wählen. Da kannst Du genausogut eine Biegeverkürzung auswählen, die Du ja bereits ermittelt hast. Warum diese Ergebnisse aus der Praxis ignorieren? Du nimmst Dein vierfach gekantetes Blech, misst die sich ergebenden fünf Schenkel aus, addierst diese Maße, subtrahierst Dein Zuschnittmaß (250) und teilst das Ergebnis durch vier (Kantungen). Dieser Wert ist Deine Biegeverkürzung pro 90°-Kantung, für den jeweiligen Werkstoff und die verwendete Matrize (recht logisch, oder?). Ob Du nun beim Erstellen eines Blechteils diesen Biegeverkürzungswert oder einen K-Faktor auswählst (bzw. aus einer Tabelle abgreifst), das ist Jacke wie Hose. Warum also mit dem K-Faktor rumärgern und Zeit vergeuden? (Der K-Faktor kann nix besser als andere Werte) Grüße Hofe ------------------
Ist mir egal, wer Dein Vater ist; solange ich angle läuft hier keiner übers Wasser! Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Jan
Mitglied
Dipl.-Ing.
Beiträge: 1283
Registriert: 23.12.2000 Dienstl. Lenovo 64GB, nVidia, Win10, SW 2019, 2021 u. 2022
Priv. Dell M7740 16GB, nVidia , Win10,
SW 2012, SW 2021 und SW 2022 Prem.
|
erstellt am: 08. Okt. 2014 15:49 <-- editieren / zitieren --> Unities abgeben: Nur für tobscin
|
tobscin
Mitglied
Beiträge: 4
Registriert: 08.10.2014
|
erstellt am: 13. Okt. 2014 08:37 <-- editieren / zitieren --> Unities abgeben:
Vielen Dank Hofe! So einfach hatte ich gar nicht gedacht. Mein Vorgesetzter ist nämlich ein bisschen eigen und will, dass alles so gemacht wird wie bisher, also auch hier: "Finde den k-Faktor raus" und nicht "Schau was das einfachste ist" Vielen Dank auch nochmal den anderen! Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Lutz Federbusch
Ehrenmitglied V.I.P. h.c.
Dipl.-Ing. Maschinenbau

Beiträge: 3099
Registriert: 03.12.2001 alle SW seit 97+
AutoCAD2016-2022
ERP ProAlpha + CA-Link
Intel Core i7-7820K 32GB
Win10x64 Quadro K5000
SpacePilot
|
 erstellt am: 13. Okt. 2014 09:34 <-- editieren / zitieren --> Unities abgeben: Nur für tobscin
erstellt am: 13. Okt. 2014 09:34 <-- editieren / zitieren --> Unities abgeben: Nur für tobscin
SolidWorks benutzt genau die DIN-Formel. Allerdings ist das fest verdrahtet; Du kannst sie nicht einfach so editieren, daß sie auch auf andere Maschinenbedingungen paßt. Abhilfe kannst Du über eine hinterlegte Biegetabelle erreichen: Entweder wie vorgeschlagen über empirisch ermittelte Werte, über von Herstellern o.ä. gelieferte Tabellen oder indem Du selbst im Excel die DIN-Formel eintippst (das machen wir) - und ja, dort kannst Du sie prima verändern, wenn Du willst! ------------------
Lutz Federbusch
Mein Gästebuch
Der Mensch, Herr oder Sklave der Technik? Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
snakeelaphe
Mitglied
metallbaumeister/Schweißfachmann
Beiträge: 178
Registriert: 28.11.2012 Solidworks 2020
Intel(R) Xeon(R) CPU E5-1620 0 @○ 3.60GHz 3.60GHz
16,0GB-RAM
NVIDIA Quadro K4000
|
erstellt am: 13. Okt. 2014 15:02 <-- editieren / zitieren --> Unities abgeben: Nur für tobscin
Also wir haben Trumpf, und da gibt es Tabellen wo für jede Materialstärke, für jeden Winkel in der gewünschten Matritze ein Verkürzungswert bzw Radius steht. (bei TruTops Bend unter Datenbank. Ich denke das es bei anderen Herstellern ähnlich ist. Diese Tabellen mußt du dann halt in SW einpflegen. So kannst du dann in SW die Tabelle z.B. W12 nennen und dann auswählen.
LG Sven
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Projekt10
Mitglied
Beiträge: 6
Registriert: 05.02.2010 Solid Works 2020 SP 3.0
|
erstellt am: 03. Mrz. 2022 10:30 <-- editieren / zitieren --> Unities abgeben: Nur für tobscin
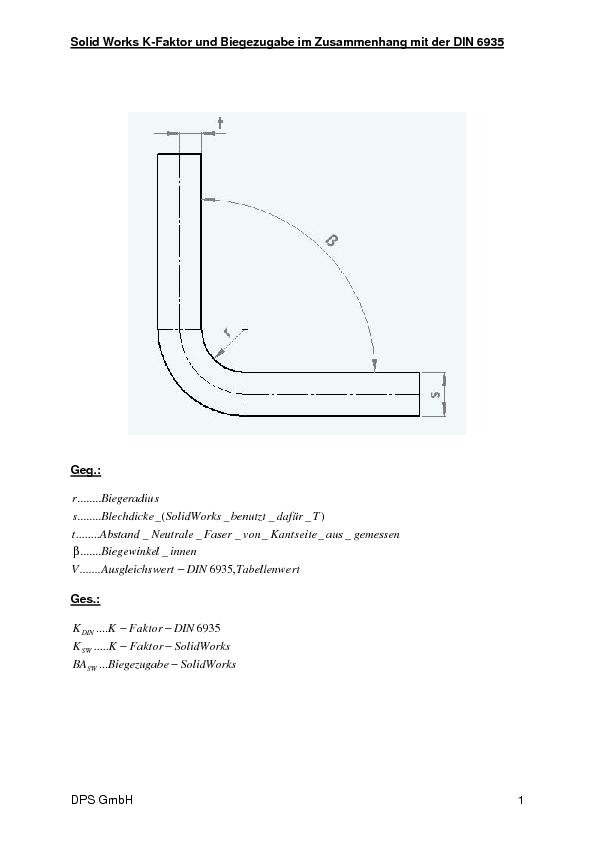
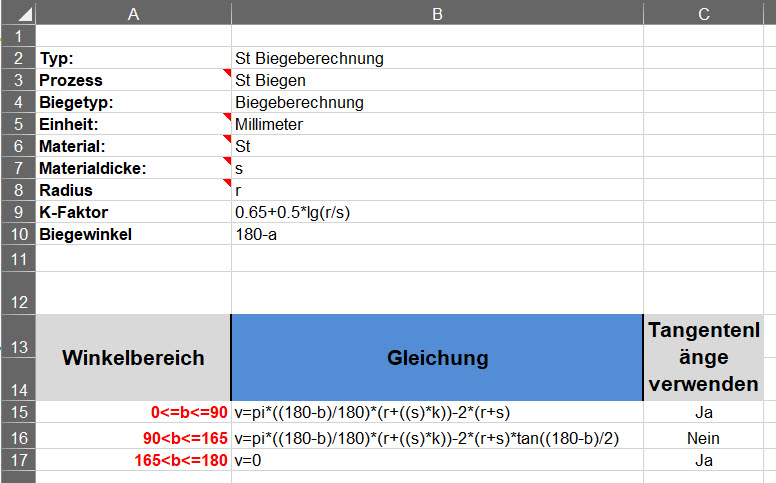
Hallo Zusammen, Ich greife das Thema mal auf, weil ich gerade wieder darüber gestolpert bin. Der K-Faktor in SWX  ist aktuell nicht der, der in der DIN6935 verwendet/berechnet wird. Die offizielle Antwort der Hotline war: -------------------------- ... wie bereits vorhin vermutet wird in SolidWorks der K-Faktor etwas anders berechnet. Der K-Faktor ist das Verhältnis zur Dicke des Teils und mit t / D definiert. Hierzu habe ich folgende Solution in der SolidWorks KnowledgeBase gefunden: S-023131 : Bei Verwendung des K-Faktors nach DIN 6935 ist die abgewickelte Blechlänge falsch. Warum? Der in der DIN 6935 angegebene K-Wert ist nicht derselbe wie der von SolidWorks verwendete K-Faktor. K ist nach DIN 6935 (0,65 + 1/2*log (Radius/Dicke)). Dies wird später verwendet, um die abwickelte Länge mit Hilfe verschiedener Gleichungen für Winkel im Bereich von 0-90 Grad, größer als 90 Grad bis 165 Grad und größer als 165 Grad zu definieren.
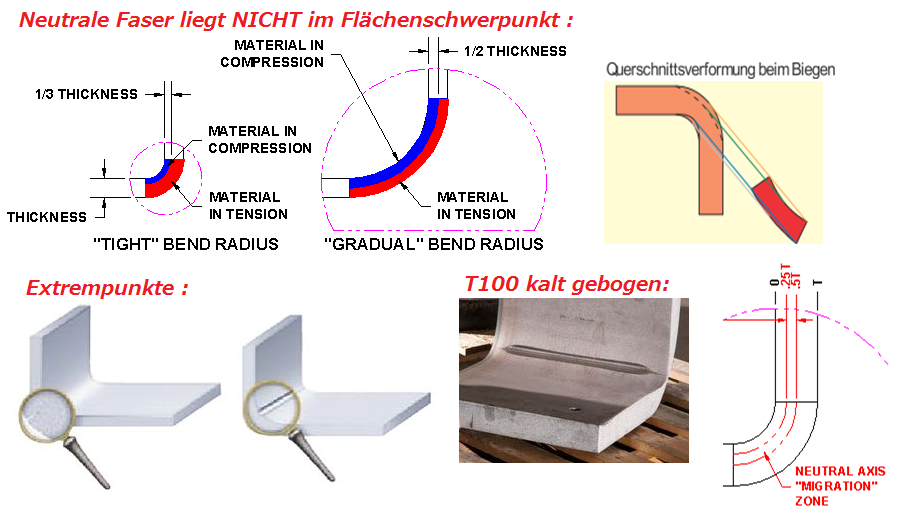
Der K-Faktor in SolidWorks ist ein Verhältnis zur Dicke des Teils, das die neutrale Faser lokalisiert. Wenn die neutrale Faser beispielsweise 33 % der Dicke ausmacht, beträgt der K-Faktor 0,33.
Im beigefügten PDF-Dokument ab Seite 5 wird der K-Faktor, wie er von SolidWorks verwendet wird, ausführlicher erläutert. Das heißt im Endeffekt für Sie, dass Sie grundsätzlich in SolidWorks die Hälfte ihres K-Faktors (k/2) nutzen müssen.
-------------------------- Gruß
Ronny Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Heiko Soehnholz
Ehrenmitglied V.I.P. h.c.
Dipl.-Ing. (FH) Maschinenbau
Beiträge: 5683
Registriert: 03.07.2002 SOLIDWORKS 2001 - 2026
Elite AE Award 2023
SOLIDWORKS Premium, 3DEXPERIENCE,
Simu, Flow, Plastics, Composer, MBD,
Inspection, PDMP, Visualize, TopsWorks,
Bechtle Tools, JobBox, MacroSheet, etc.
Passungstabelle von Heinz
WIN11 25H2 | HP ZBook 17 Fury G8
|
erstellt am: 03. Mrz. 2022 10:55 <-- editieren / zitieren --> Unities abgeben: Nur für tobscin
|
KSAH
Mitglied
Freiberufler
Beiträge: 313
Registriert: 18.06.2015 SolidWorks 2010 bis 2024
|
erstellt am: 23. Mrz. 2022 17:41 <-- editieren / zitieren --> Unities abgeben: Nur für tobscin
Hallo, vor vielen Jahren, es sind schon mehr als 10, habe ich mich mit dem k-Faktor beschäftigt. Dazu hatte ich damals in C ein Programm geschrieben. Ich habe das Thema k-Faktor jetzt nochmal getestet. SW rechnet mit dem ANSI k-Faktor. Nicht ISO. Bei ISO ist, wenn die neutrale Faser in der Mitte liegt 1 und ANSI 0,5. Wobei es niemals Werte größer 0,5 gibt. Mein altes Programm habe ich hier im Netz gespeichert:
https://www.ksah.eu/beispiele-zur-programmierung/ Es wird dieses Jahr 12 Jahre alt. Aber wenn ich auf Auto ANSI gehe, und den k-Faktor in SW eingebe passt es. Viele Grüße
Andreas Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
SLDW-FEM
Mitglied
Simulations-Ingenieur
Beiträge: 664
Registriert: 21.02.2005 Solidworks 2017+2019+20+22+24
SpaceClaim
Windows 11 64bit
HP-ZBook 32gbRAM NVIDIA
|
erstellt am: 16. Apr. 2022 12:29 <-- editieren / zitieren --> Unities abgeben: Nur für tobscin
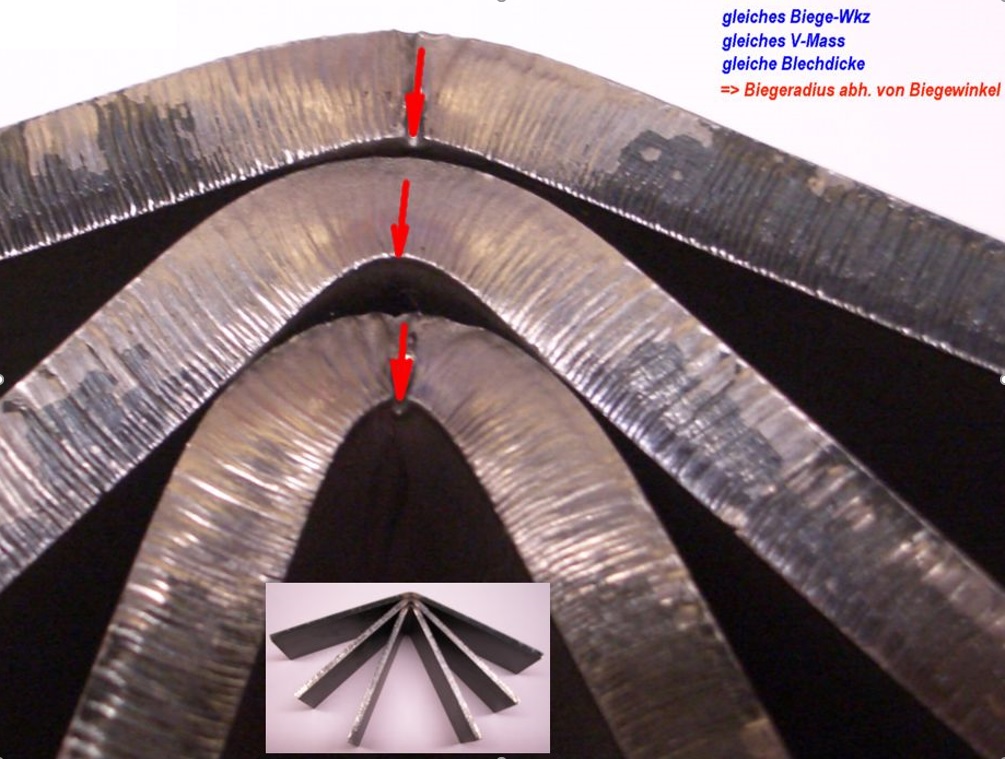
Hallo wir waren 2006 auch auf der Suche nach dem ultimativen k-faktor! Unser Fazit :
a) siehe Anhang :Biege-Radien.jpg
=> Fazit: die Biegung ist kein Radius, sondern eine Art Ellipse
b) Trumpf biegt anders als Amada, .....
c) Wer nicht nur S235hat: auch Werkstoff spielt ne Rolle
d) k-Faktor ersetzt keine Blechtoleranz wie "U-Aussenmaß 80 +0,5" somit dient der k-faktor nur zum Verwalten der Maschinendaten! Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
| Anzeige.:
Anzeige: (Infos zum Werbeplatz >>)
 |

 Foren auf CAD.de
Foren auf CAD.de