| | |
 | Gut zu wissen: Hilfreiche Tipps und Tricks aus der Praxis prägnant, und auf den Punkt gebracht für SOLIDWORKS |
| | |
 | Whats New SWOOD 2026: Alle Neuerungen im Überblick, ein Webinar am 16.06.2026
|
|
Autor
|
Thema: Werkzeugkonstruktion (4643 mal gelesen)
|
satsat
Mitglied
   Beiträge: 8
Registriert: 26.07.2013
|

 erstellt am: 26. Jul. 2013 07:32
erstellt am: 26. Jul. 2013 07:32  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
Hallo zusammen, ich hoffe ihr könnt mir helfen, denn ich bin bei Solidworks an meine Grenzen gestoßen.
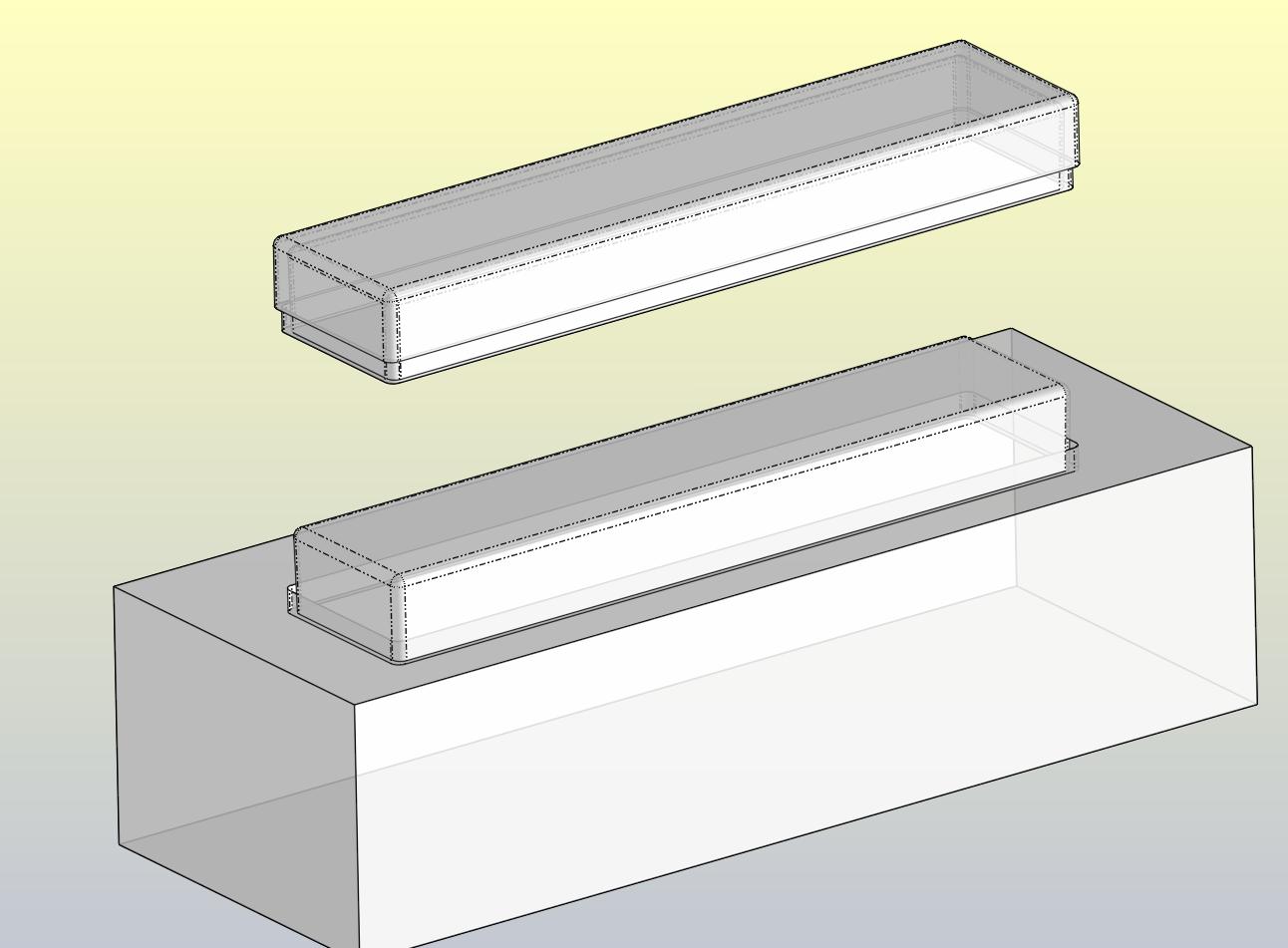
Im Rahmen einer Projektarbeit muss ich ein Spritzgusswerkzeug konstruieren. Der Artikel ist schon fertig modelliert und ich bin gerade dabei die Gussform zu erstellen. Nun zu meinem Problem. Bei dem Artikel handelt es sich um eine Box, die aus zwei Teilen besteht (Unter und Oberteil). Beim Oberteil kann ich ohne Probleme die Gussform erstellen, beim Unterteil sagt SW mir "Oberflächen können nicht zusammengefügt werden". Ich denke es liegt an der Trennoberfläche, da diese durch den Körper geht. Hab die Datei mal angehängt. Ich hoffe ihr könnt mir weiter helfen, oder einen guten Tipp geben. Schon mal DANKE P.S.: Ein super Forum, hat mir schon bei vielen Sachen geholfen  P.P.S. : Hab noch ein Bild eingefügt wie es später aussehen soll, bzw. wie ich es mir vorstelle. [Diese Nachricht wurde von satsat am 26. Jul. 2013 editiert.] [Diese Nachricht wurde von satsat am 26. Jul. 2013 editiert.] [Diese Nachricht wurde von satsat am 26. Jul. 2013 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
satsat
Mitglied
Beiträge: 8
Registriert: 26.07.2013
|
erstellt am: 26. Jul. 2013 10:32 <-- editieren / zitieren --> Unities abgeben:
Hab die beiden Teile zusammengefasst und so sollen sie am Ende auch in der Gussform liegen und über einen Tunnelanguß mittig angespritzt werden. Kann jetzt aber keine Gussform mehr erzeugen...es wird nur ein Teil übernommen, das andere Teil bleibt liegen und es wird keine Form generiert. Vielleicht kann mir einer der Profis hier im Forum mal helfen. Danke!!! Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Gerhard Deeg
Ehrenmitglied V.I.P. h.c. i.R.
Konstrukteur aus Leidenschaft

Beiträge: 2643
Registriert: 17.12.2000 CREO - OSD - OSM
HP XW4400 - XW4600
Dell Inspiron 17E
NVIDIA QUADRO FX1500
NVIDIA Quadro FX1800
HP Mini 210 2002sg
WIN 7 Ultimate 32/64
|
 erstellt am: 26. Jul. 2013 11:54 <-- editieren / zitieren --> Unities abgeben: Nur für satsat
erstellt am: 26. Jul. 2013 11:54 <-- editieren / zitieren --> Unities abgeben: Nur für satsat 
Hallo satsat, Du bist zwar im richtigem Forum gelandet, doch ich kann Dir nur helfen, wenn Du Ždie Teile auch im Format X_T speicherst. Denn sonst kann ich diese nicht lesen. Gruss Gerhard p.s. Die Werkzeugkonstruktion ist ein Lacher, denn das wird bestimmt nur eine auf-zu Form werden. ------------------
Jeder erfüllte Wunsch ist ein Traum weniger
Träume sind die Sonnenstunden der Hoffnung Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
satsat
Mitglied
Beiträge: 8
Registriert: 26.07.2013
|
erstellt am: 26. Jul. 2013 11:58 <-- editieren / zitieren --> Unities abgeben:
das ist richtig  ich bin ein Neuling auf dem Gebiet und deshalb auch nur so eine einfache Form.Als Parasolid kann ich die Sachen nicht abspeichern, hab nur die Schülerversion von SW. Vielleicht ist hier einer so nett und kann meine Datei in ein Parasolid umwandeln. [Diese Nachricht wurde von satsat am 26. Jul. 2013 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
T.C.
Mitglied
Konstrukteur

Beiträge: 609
Registriert: 15.08.2006 Win7 64 bit
SWX 2017 SP3
Quadro K2200
6 GB Ram
Space Navigator
LG 24" TFT
Daheim:
P4 3.2Ghz / WinXP-Pro SP3
3GB Ram / ATI FireGL V5100
25,6" TFT
SpacePilot
SWX 2012 SP2
|
erstellt am: 26. Jul. 2013 12:03 <-- editieren / zitieren --> Unities abgeben: Nur für satsat
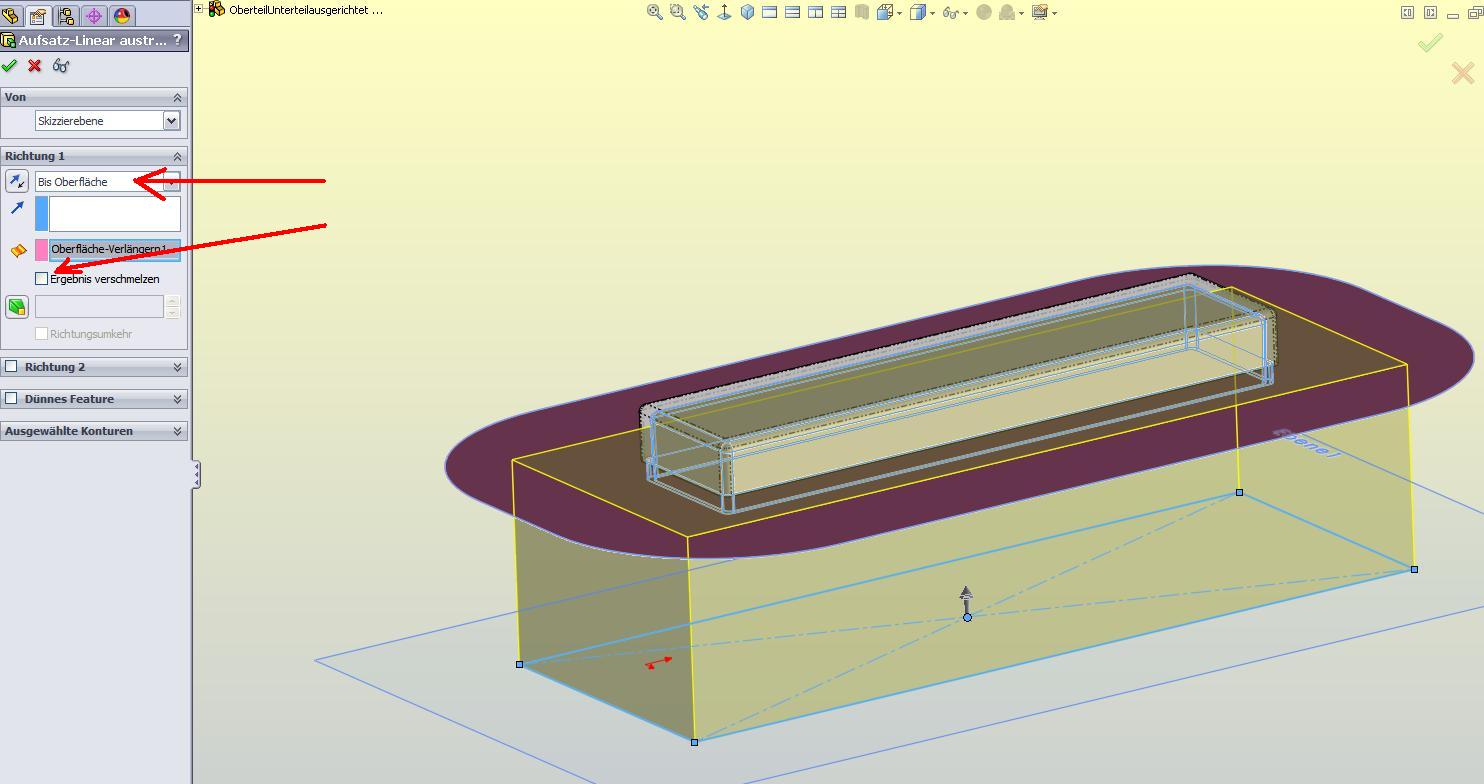
Hallo, kann dir auf jeden Fall schon mal sagen, dass deine Entformrichtung falsch liegt. Das Gehäuse fällt 1° nach innen.
Wenn der Befehl nicht klappt (warum auch immer) kannst du dir ja auch mit einem Multibody helfen.
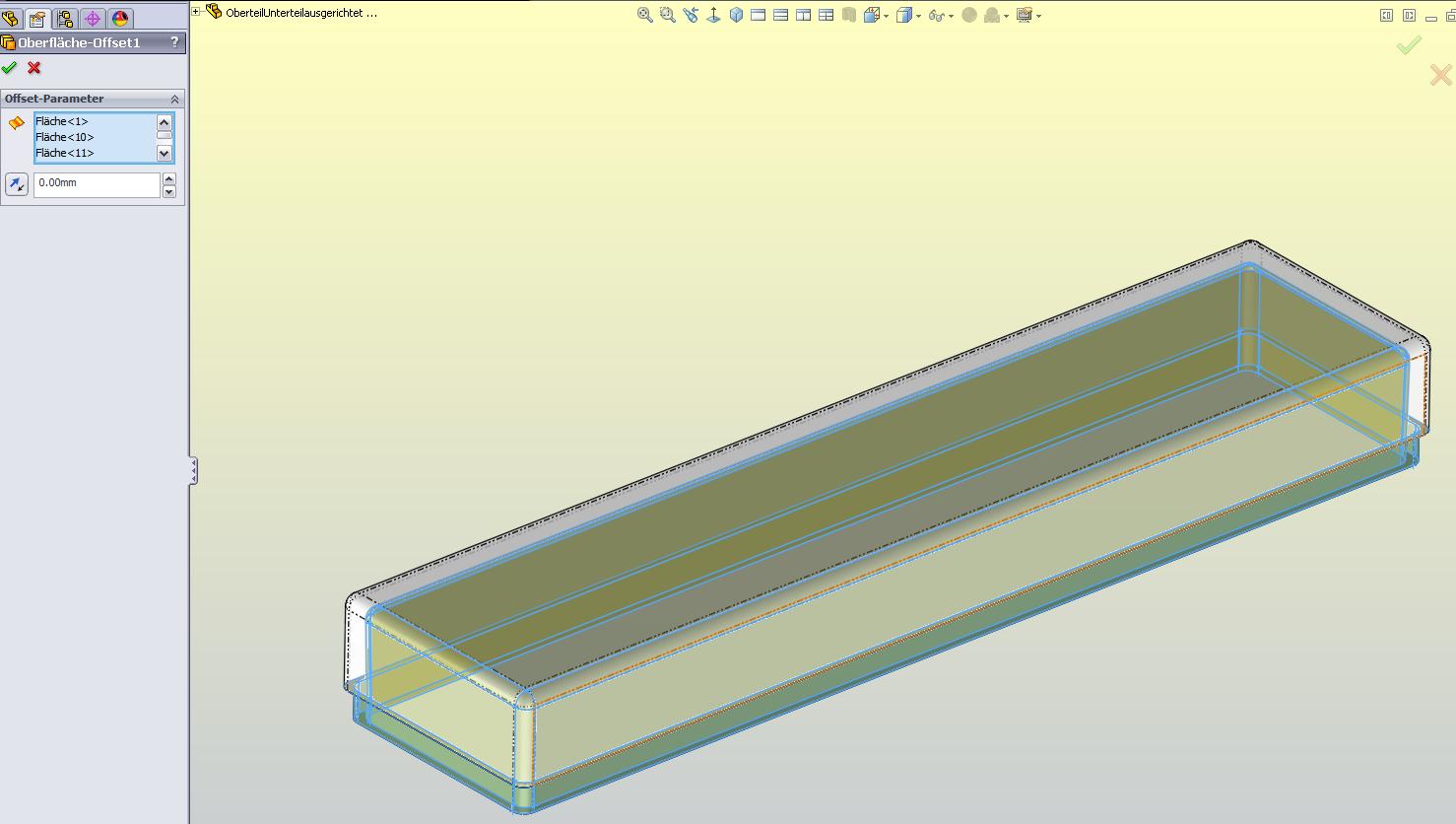
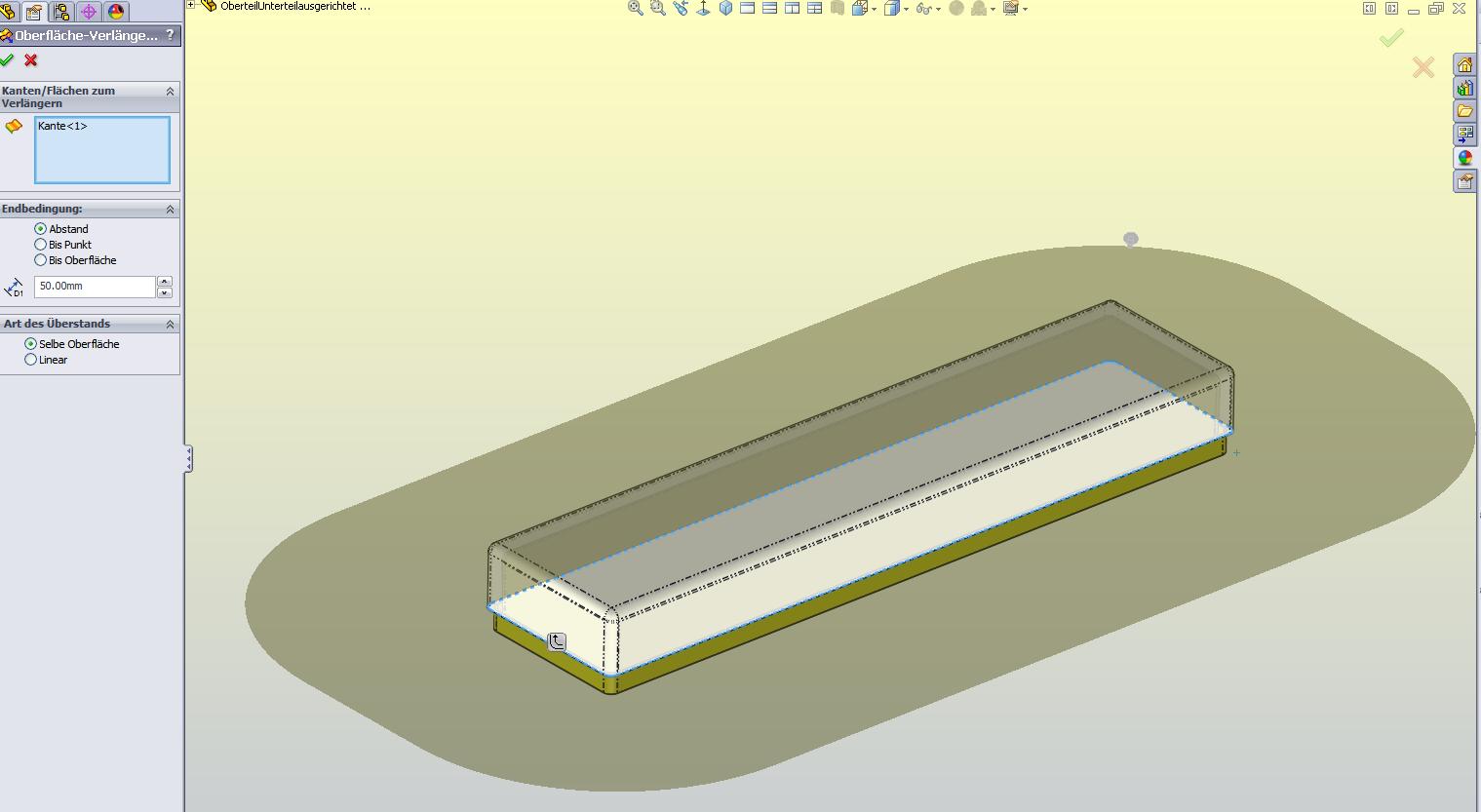
Auf deinen Trennflächen ein Oberflächenoffset von Null legen. Die Außenkante dieser Flächen nun um eine
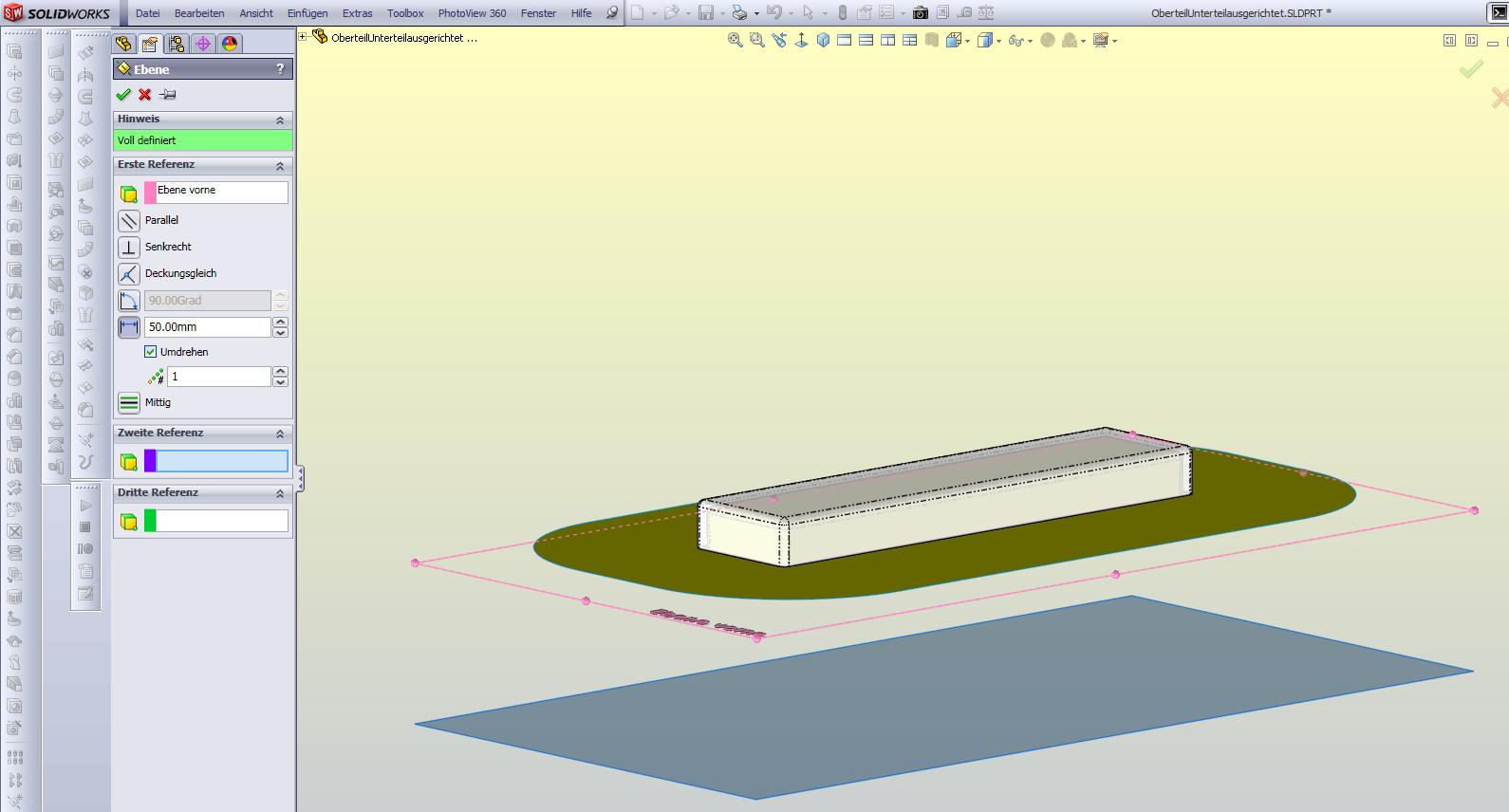
Länge "X" verlängern (größer als deine Formhälften wählen). Jetzt Zwei Ebenen erstellen die die gewünschten
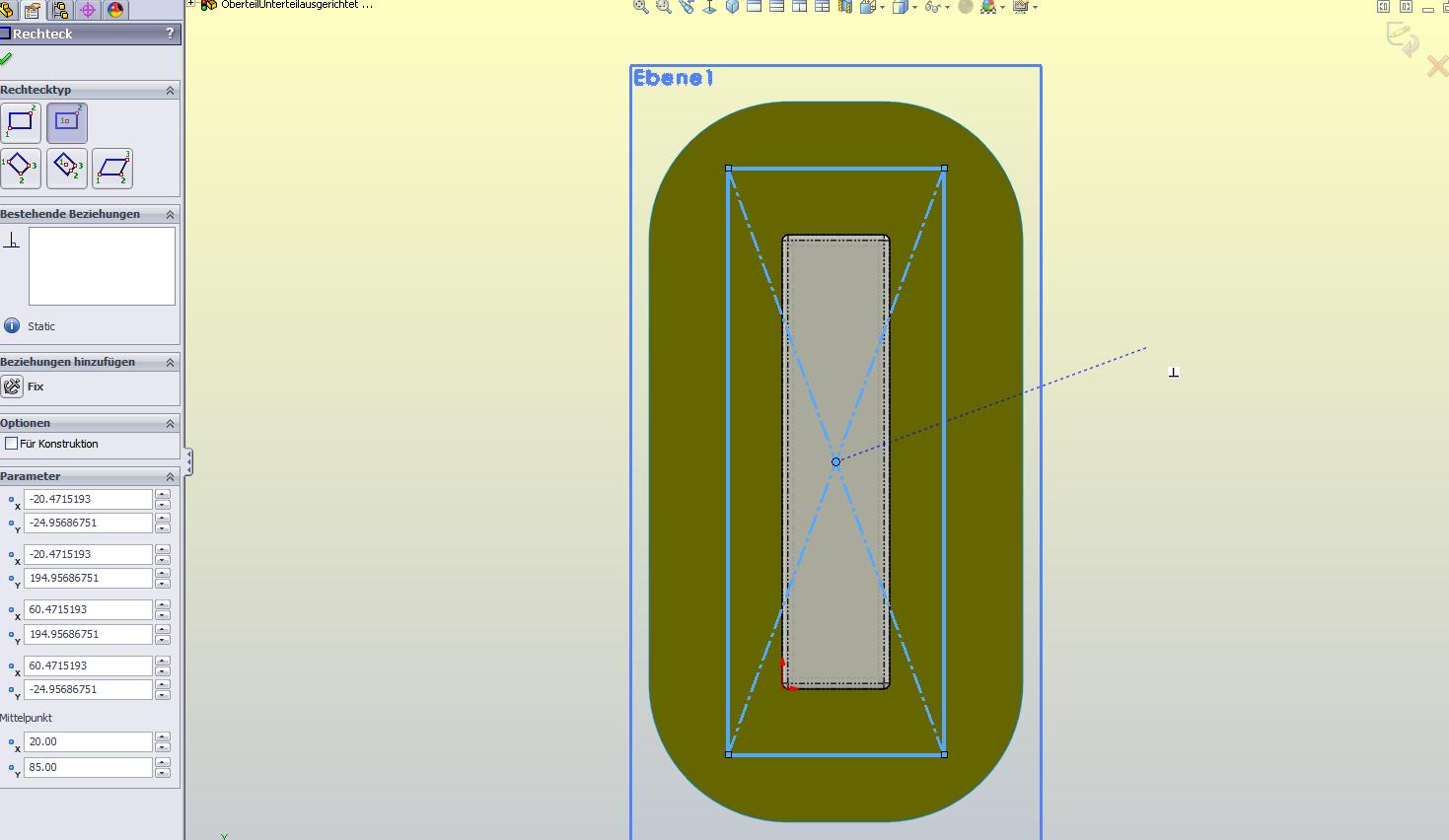
Höhen deiner Formhälften darstellen. Auf den Ebenen nun deine Skizze mit den Maßen der Form erstellen.
Austragen bis Oberfläche wählen (verschmelzen abwählen). Das auch von der zweiten Seite.
So hättest du die Form auf einem anderen Weg erstellt. ------------------
Gruß Thorsten [Diese Nachricht wurde von T.C. am 26. Jul. 2013 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
satsat
Mitglied
Beiträge: 8
Registriert: 26.07.2013
|
erstellt am: 26. Jul. 2013 12:18 <-- editieren / zitieren --> Unities abgeben:
Hab sie doch noch als Parasolid aufgetrieben  Zitat:
Original erstellt von Gerhard Deeg:
Hallo satsat,Du bist zwar im richtigem Forum gelandet, doch ich kann Dir nur helfen, wenn Du Ždie Teile auch im Format X_T speicherst. Denn sonst kann ich diese nicht lesen. Gruss Gerhard p.s. Die Werkzeugkonstruktion ist ein Lacher, denn das wird bestimmt nur eine auf-zu Form werden.
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
satsat
Mitglied
Beiträge: 8
Registriert: 26.07.2013
|
erstellt am: 26. Jul. 2013 12:21 <-- editieren / zitieren --> Unities abgeben:
Warum Falsch? Das Gehäuse wird in diese Richtung ausgestoßen und Innen habe ich meine Entformungsschräge von 1°. Die Teile sollen später aus PC gespritzt werden. Zitat:
Original erstellt von T.C.:
Hallo,kann dir auf jeden Fall schon mal sagen, dass deine Entformrichtung falsch liegt. Das Gehäuse fällt 1° nach innen.
Wenn der Befehl nicht klappt (warum auch immer) kannst du dir ja auch mit einem Multibody helfen.
Auf deinen Trennflächen ein Oberflächenoffset von Null legen. Die Außenkante dieser Flächen nun um eine
Länge "X" verlängern (größer als deine Formhälften wählen). Jetzt Zwei Ebenen erstellen die die gewünschten
Höhen deiner Formhälften darstellen. Auf den Ebenen nun deine Skizze mit den Maßen der Form erstellen.
Austragen bis Oberfläche wählen (verschmelzen abwählen). Das auch von der zweiten Seite.
So hättest du die Form auf einem anderen Weg erstellt.
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
T.C.
Mitglied
Konstrukteur
Beiträge: 609
Registriert: 15.08.2006 Win7 64 bit
SWX 2017 SP3
Quadro K2200
6 GB Ram
Space Navigator
LG 24" TFT
Daheim:
P4 3.2Ghz / WinXP-Pro SP3
3GB Ram / ATI FireGL V5100
25,6" TFT
SpacePilot
SWX 2012 SP2
|
erstellt am: 26. Jul. 2013 12:35 <-- editieren / zitieren --> Unities abgeben: Nur für satsat
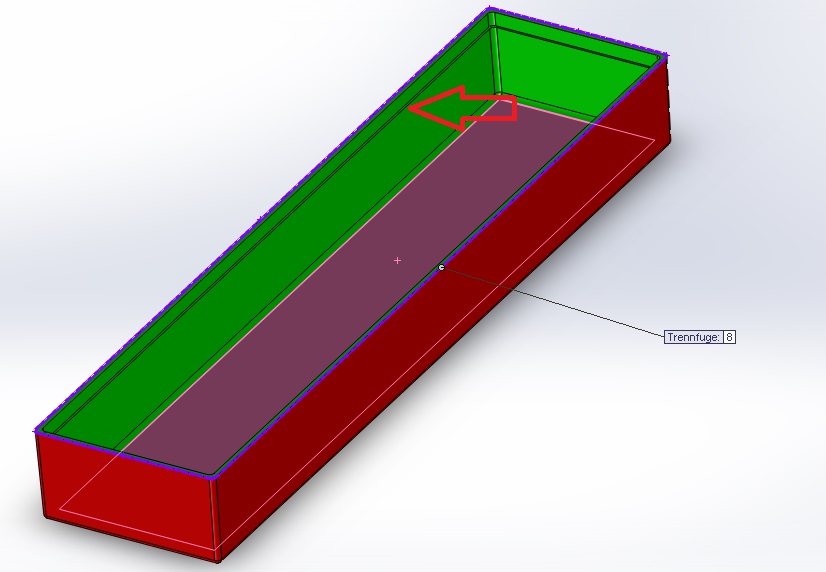
Hallo, ich meine die Form muss so ausgelegt sein,
dass der Kern frei entformen kann (rote Linie).
Habe ich im Parasolid auch geändert (Info für Gerd).
Sollte ich damit falsch liegen bitte ich das zu entschuldigen. ------------------
Gruß Thorsten Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
T.C.
Mitglied
Konstrukteur
Beiträge: 609
Registriert: 15.08.2006 Win7 64 bit
SWX 2017 SP3
Quadro K2200
6 GB Ram
Space Navigator
LG 24" TFT
Daheim:
P4 3.2Ghz / WinXP-Pro SP3
3GB Ram / ATI FireGL V5100
25,6" TFT
SpacePilot
SWX 2012 SP2
|
erstellt am: 26. Jul. 2013 12:52 <-- editieren / zitieren --> Unities abgeben: Nur für satsat
|
T.C.
Mitglied
Konstrukteur
Beiträge: 609
Registriert: 15.08.2006 Win7 64 bit
SWX 2017 SP3
Quadro K2200
6 GB Ram
Space Navigator
LG 24" TFT
Daheim:
P4 3.2Ghz / WinXP-Pro SP3
3GB Ram / ATI FireGL V5100
25,6" TFT
SpacePilot
SWX 2012 SP2
|
erstellt am: 26. Jul. 2013 12:54 <-- editieren / zitieren --> Unities abgeben: Nur für satsat
|
A65
Mitglied
Konstrukteur
Beiträge: 424
Registriert: 22.09.2010 Inventor 2010
|
erstellt am: 26. Jul. 2013 13:43 <-- editieren / zitieren --> Unities abgeben: Nur für satsat
Hallo, nachdem Thorsetn ja schon so einiges dazu angemerkt hat, gebe ich da mal meinen Senf als gestandener Formenbauer hinzu. Punkt 1: Den Anguß kann man wirklich nicht ungünstiger platzieren als ausgerechnet an einer Längsseite. Da bekommt man nämlich ziemliche Probleme damit das Teil komplett auszuspritzen, denn bis der Kunststoff die der Angußseite weit entfernten äußeren Ecken erreicht hat, "friert" Dir der Kunststoff vorher schon ab. Mit viel Nachdruck bekommst Du das Teil vielleicht ausgespritzt, aber es wird krumm und schief und die Außenseite wird extreme Schlieren bekommen. Punkt 2: Wie bekommst Du das Teil eigentlich aus der Kavitation? So wie ich das aufgrund meiner langjährigen praktischen Erfahrung sehe wird der Behälter vermutlich nicht am Kern "hängen bleiben", sondern in der Anspritzseite stecken bleiben.
Egal wieviel Be- und Entlüftungssiebe Du einbringen da würdest, ohne Entformungsschräge bekommst Du das Teil dort nicht heraus.
Der Formkern hat ja noch nicht einmal eine Halterille, das sonst der Deckel nicht auf das Unterteil passen würde. Die Trennung muss nach meinen Erfahrungen am umlaufenden Deckelradius liegen und zwar aus 4 Gründen: 1. spart man so enorem Fertigungskosten, da die Formkontur an der Anspritzseite nur so tief ist wie der äußere Radius.
2. lässt sich die Kavitation wesentlich besser ausspritzen, da der Weg des flüssige Kunststoffes in die Ecken viel kürzer ist und nur einmal "umgelenkt" wird.
3. entformt das Teil dann problemlos und bleibt auch völlig ohne Hilfen auf der Kernseite in der Kavitation dort stecken.
4. benötigen die Außenseiten des Behälters dann keine Entformungsschräge, nur der Formkern selbst.
Das Teil sieht also so aus wie es gezeichnt ist, nämlich mit geraden Außenwänden. Normalerweise würde man Schrägbacken einsetzen, aber bei der mächtigen Entformungsschräge sollte man die Behälterhälften auch aus der Kernseite entformen können, indem man den Formkern beweglich gestaltet und den Behälter dann mit dem Kern als "Auswerfer" aus der Kavitation drückt.
Das ergibt dann auch praktischerweise eine perfekt umlaufenden Entlüftung.
Wenn der Kern wieder zurückfährt,streift sich die Behälterhälfte praktisch von selbst ab. Das nur mal so als Tipp, wie man so eine Aufgabe logisch angehen sollte.
Ich denke mal Eure Pofessoren wollen nur mal antesten ob Ihr die Problematik der Aufgabe auch richtig verstanden habt.
Auch simple Teile haben so ihre verzwickten Probleme.
SWX hat mächtige Werkzeuge für Formenbauer, aber bevor man versucht einen Nagel mit dem Akkuschrauber einzuschlagen, sollte man vorher überlegen ob ein Hammer nicht besser dafür geeignet ist. hat mächtige Werkzeuge für Formenbauer, aber bevor man versucht einen Nagel mit dem Akkuschrauber einzuschlagen, sollte man vorher überlegen ob ein Hammer nicht besser dafür geeignet ist.
Ich denke mal das ist wohl auch der Grund, warum die Chinesen bis heute nicht in der Lage sind vernünftige Spritzgußteile zu fertigen.
Die gehen stur nach "Schema F" vor und würden jetzt auch versuchen die berühmt-berüchtigte "Vorführ-Handy-Oberschale" auf diesen Behälter mit völlig anderen Voraussetzungen zu adaptieren. Schönes Wochenende Gruß Reimund
------------------
Wenn jemand sagt das er voll und ganz hinter Dir steht, dann tut er dies oft nur um Dir besser in den Hintern treten zu können [Diese Nachricht wurde von A65 am 26. Jul. 2013 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
satsat
Mitglied
Beiträge: 8
Registriert: 26.07.2013
|
erstellt am: 26. Jul. 2013 13:47 <-- editieren / zitieren --> Unities abgeben:
|
satsat
Mitglied
Beiträge: 8
Registriert: 26.07.2013
|
erstellt am: 26. Jul. 2013 13:58 <-- editieren / zitieren --> Unities abgeben:
|
Franz Hiemstra
Mitglied
Diplom-Ingenieur
Beiträge: 527
Registriert: 09.03.2001 SWX 96, ..., SWX 2019-64bit (prod)
SWX Plastics
VisiCad 18 (prod)
Win 10 - 64 bit
HP Zbook, HP-Z$
Nividia-GraKa
|
erstellt am: 26. Jul. 2013 18:48 <-- editieren / zitieren --> Unities abgeben: Nur für satsat
Hallo zusammen, die Art der Einformung sollte immer von der Funktion des Teils bestimmt werden und nicht von den Fertigungsmöglichkeiten, oder Vorlieben des Formenbauers. Wenn man die Trennung genau auf die Unterkante der Radien legt, kann es an diesen Stellen leicht Trenngrat geben, der ggf. beim Anfassen des Teils massiv stört. Ebenfalls bin ich nicht der Meinung, dass es zwingend Halterillen braucht, um das Formteil auf der richtigen Seite zu halten. Da es wohl ein Schulstück ist, werden die funktionell zulässigen Formkoniken für Kern und Gesenk noch nicht berücksichtigt worden sein. Ich empfehle daher, sich mal bei Bayer, Sabic, Dow anwendungstechnische Empfehlung für PC-Formteile zu laden und mit den dort vorhandenen Formteilgestaltungshinweisen die Formteile fertigungstechnisch zu überarbeiten. Gruß Franz
------------------
Industriedesign, Kunststoffartikel, Spritzgußwerkzeuge, Spritzgußimulation,
Präzisionsspritzguß, biobasierende Werkstoffe Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
satsat
Mitglied
Beiträge: 8
Registriert: 26.07.2013
|
erstellt am: 26. Jul. 2013 19:07 <-- editieren / zitieren --> Unities abgeben:
Danke schon mal für die zahlreichen Kommentare...bzg. der Entformungsschräge hab ich schon die Teile angepasst. hab die Außenflächen ja vergessen und den Winkel falsch gesetzt. Entformungsschräge für PC 1°(laut Herrsteller). Einen Hinterschnitt oder Haltelinie hab ich bewusst weggelassen, da ich den Kern Variotherm temperieren werde und deshalb mit das Teil auf den Kern schrumpfen wird/soll. Der Anguß liegt auch bewusst in der Mitte, denn aufgrund der dynamischen Temperierung sind solchen langen Fließwege möglich. Der Kern wird beim Einspritzen bis auf 180°-200° aufgeheitzt. Habe auch die Lage so gewählt wie sie da ist, da der Anguß beim entformen vom Teil getrennt werden soll (Tunnelanguß). Der Anguß soll über einen Heißkanall angespritzt werden. Entformt wird/soll das Teil über 6 Auswerfer pro Teil. Das ist aber erstmal alles nebensächlich. Ich bekomme einfach nicht die Gussform generiert. beim Unterteil verläuft die Trennfläche durch das Teil und SW sagt mit "Flächen können nicht zusammengefügt werden" würde mich weiterhin über eure Tipps freuen.  Hier nochmal das Problem als Bild. Ich möchte die Trennfuge auf der inneren Kante (s. roter Pfeil) und nicht auf der äußeren, so wie sie SW vorschlägt. Wenn ich den Vorschlag von SW nehme, dann kann ich die Gussform generieren, jedoch hätte ich dann einen Punktanguß am Teil und ich möchte die Kante in der AS versenken und über einen Tunnel anspritzen, damit der Anguß beim entformen vom Teil abgetrennt wird.
Bei dem Gegenstück funktioniert das wunderbar ( Trennfuge,Trennoberfläche,Skizze und fertig ) Nur bei dem Teil geht es nicht 
[Diese Nachricht wurde von satsat am 27. Jul. 2013 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Gerhard Deeg
Ehrenmitglied V.I.P. h.c. i.R.
Konstrukteur aus Leidenschaft
Beiträge: 2643
Registriert: 17.12.2000 CREO - OSD - OSM
HP XW4400 - XW4600
Dell Inspiron 17E
NVIDIA QUADRO FX1500
NVIDIA Quadro FX1800
HP Mini 210 2002sg
WIN 7 Ultimate 32/64
|
 erstellt am: 27. Jul. 2013 12:32 <-- editieren / zitieren --> Unities abgeben: Nur für satsat
erstellt am: 27. Jul. 2013 12:32 <-- editieren / zitieren --> Unities abgeben: Nur für satsat
Hallo satsat, ich möchte Dir erstmal einwenig [URL=http://books.google.de/books?id=w6Jt6FfDuoMC&pg=PA28&lpg=PA28&dq=richtlinien+f%C3%BCr+das+gestalten+von+formteilen&source=bl&ots=ogpNqJP2qg&sig=vXrT9NSqJrZVEljg5g47wWy7_Io&hl= de&sa=X&ei=Up3zUeKXLoTHPdbmgLgM&ved=0CGoQ6AEwBw#v=onepage&q=richtlinien%20f%C3%BCr%20das%20gestalten%20von%20formteilen&f=false]>> Literatur <<[/URL] vorschlagen, damit Deine Fehler nicht zu groß werden. Es gibt gewisse Richtlinien die man beachten soll. 1. Wenn es der Kunde nicht unbedingt wünscht, einen Kasten nie in der Mitte seitlich anspritzen, auch wenn Du ein spezielles Kühl-Heizverfahren verwendest. 2. Darauf achten, dass die Entformungsrichtung immer in die richtige Richtung zeigen (Analyse verwenden). 3. Innenradien nie parallel zu den Außenradien anlegen, sondern immer kleiner, damit ein gewisser Unterschnitt vorhanden ist. 4. Darauf achten, dass ein Kasten fast immer gegenbombiert werden muss, sonst verzieht er sich. 5. Wandstärken, auch wenn gefordert nie gleich ausführen, sondern so, dass zuerst etwas dicker und am Ende etwas dünner vorhanden auch wenn es nur ein paar zentel Millimeter sind. So das sind erst mal ein paar Hinweise von mir. Solltest Du wieder ein neues Modell gezeichnet haben, stell es als X_T ruhig hier rein, damit wir alle den gleichen Stand haben. Schönes Wochenende und Gruss aus Berlin Gerhard ------------------
Jeder erfüllte Wunsch ist ein Traum weniger
Träume sind die Sonnenstunden der Hoffnung Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Ehrenmitglied V.I.P. h.c.
Dipl. Ing.
Beiträge: 5174
Registriert: 05.12.2005 SWX 2012
|
erstellt am: 27. Jul. 2013 16:01 <-- editieren / zitieren --> Unities abgeben: Nur für satsat
Hallo Satsat, solche einfachen technischen Teile würde ich direkt im Werkzeug aufbauen. Das geht schneller und problemloser. Die Funktion Gussform funktioniert noch bei so einem geschlossenen Gehäuse, aber wenn da ein paar Durchbrüche drin wären, kannst Du das auch bei anderen CAD Systemen vergessen. Dann mache bitte das Oberteil und das Unterteil getrennt in 2 Parts, weil damit hat SWX immer Probleme.
Wenn Du unbedingt mit Gussform arbeiten willst, dann entferne die Radien und bring die dann im Werkzeug wieder ein. Das ist auch so eine typische Fehlerquelle. Wenn das PC ohne Glasfaser ist, kannst Du schon in der Mitte anspritzen. ( Geht auch mit GF wenn man sich auskennt) Die Wanddicke ist aber etwas dünn für die Größe und PC. Verstärken kannst Du aber immer noch.
Eventuell reicht es aus nur im Angussbereich die Wanddicke zu vergrößern.
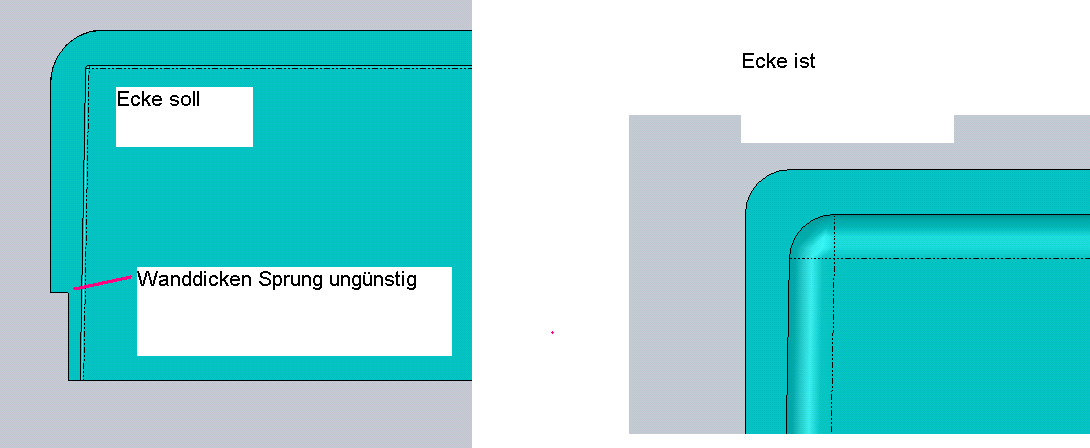
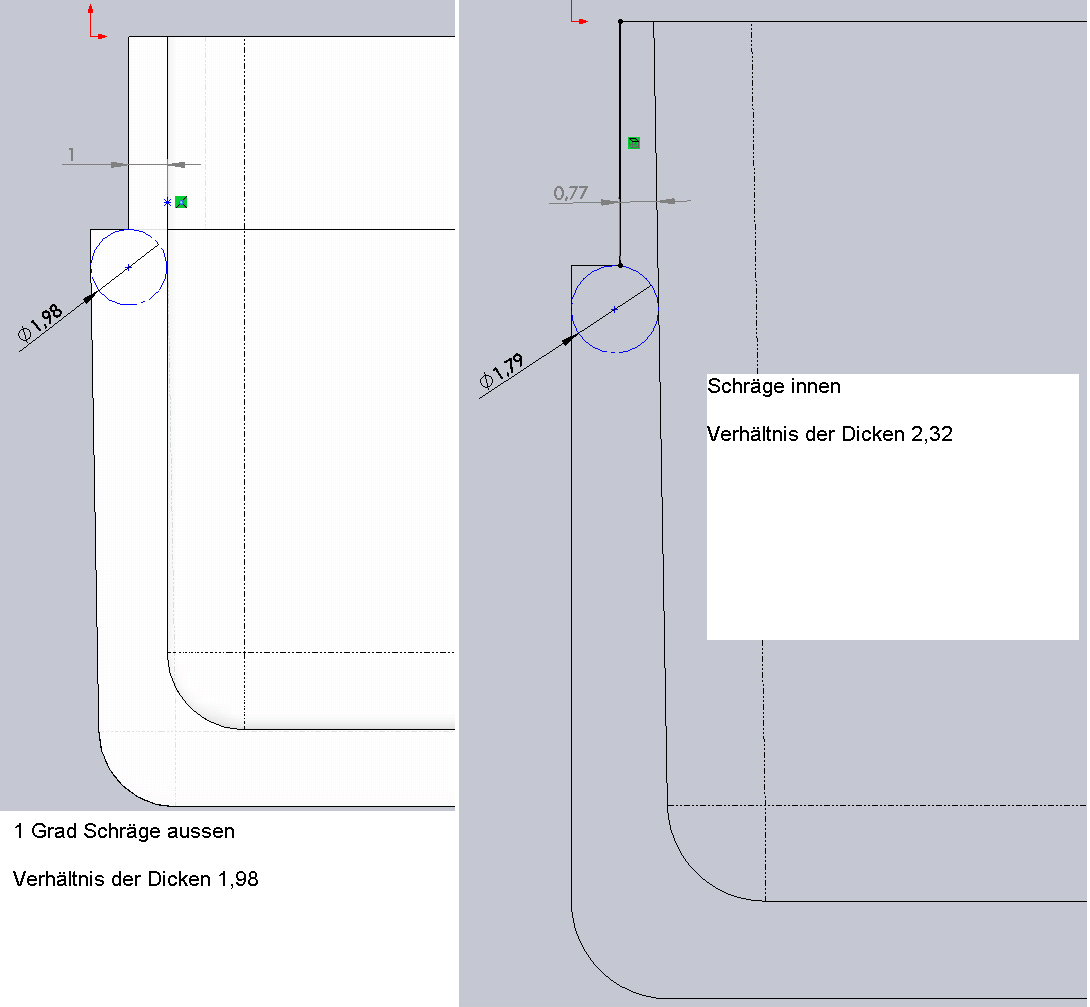
Wenn keine besonderen Anforderungen an die Ästhetik gestellt sind, reicht die Entformungsschräge innen vollkommen aus. Aussen schwindet das Kunststoffteil weg, da ist dann eh Luft. Den meisten Verzug verursachen Deine Ecken. Die Wand sollte in den Ecken nicht dicker sondern dünner sein. Siehe Bild.
Am Anguss ( ca 60 mm ) kannst Du die Ecke lassen, weil sie dann als Fließhilfe dient. Der Sprung in der Wanddicke wird Probleme bereiten, weil der Deckel da unterschiedlich schwindet und sich dann Spannungen im Teil aufbauen.
Auf dem dünnen Steg würde ich den Werkzeugeinsatz aber umlaufend trennen. Einmal wg. der Entlüftung und wegen der Herstellung. ------------------
Klaus Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Ehrenmitglied V.I.P. h.c.
Dipl. Ing.
Beiträge: 5174
Registriert: 05.12.2005 SWX 2012
|
erstellt am: 27. Jul. 2013 22:31 <-- editieren / zitieren --> Unities abgeben: Nur für satsat
Noch ein Nachtrag. Die Schräge aussen statt innen, wo sie bei Sichtteilen hingehört, veringert den Dickensprung etwas. Siehe Bild. Ein paar leichte Kratzer innen am Anguss und in den Ecken sollten nicht stören. Sieht aber eh niemand. ------------------
Klaus Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |

 Foren auf CAD.de (alle Foren)
Foren auf CAD.de (alle Foren)



 |
|