| | |
 | Gut zu wissen: Hilfreiche Tipps und Tricks aus der Praxis prägnant, und auf den Punkt gebracht für SOLIDWORKS |
| | |
 | Stahlbau digital verbinden: Konstruktion, Daten, Produktion., ein Webinar am 14.07.2026
|
|
Autor
|
Thema: Elektrodenableitung mit SWX (11758 mal gelesen)
|
Timm
Mitglied
Dipl.Ing. (FH)

   Beiträge: 303
Registriert: 06.04.2002 SolidWorks 2006
|

 erstellt am: 18. Okt. 2004 20:47
erstellt am: 18. Okt. 2004 20:47  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
Hallo zusammen, die Elektrodenableitung mit SWX lässt mich schon seit einiger Zeit sehr stark grübeln! Früher haben wir immer alle Elektroden ohne Untermaße/Brennspalte modelliert, diese wurden dann Auf-/Untermaß definition an Maschine/CAM durchgeführt. Wir hatten damals auch eher wenige unterschiedliche Untermaße zu fertigen. lässt mich schon seit einiger Zeit sehr stark grübeln! Früher haben wir immer alle Elektroden ohne Untermaße/Brennspalte modelliert, diese wurden dann Auf-/Untermaß definition an Maschine/CAM durchgeführt. Wir hatten damals auch eher wenige unterschiedliche Untermaße zu fertigen. Nachdem wir uns eine neue Senkerosionsanlage angeschafft haben, steigt aber aufgrund optimaler Prozessausnutzung die Anzahl unterschiedlicher Elektrodenuntermaße und auch die Komplexität steigt zunehmend. Deshalb planen wir mal irgendwann komplett darauf umzusteigen, die Untermaße der Elektroden komplett zu konstruieren, um den Ablauf der Elektrodenfertigung einfacherer und sicherer zu gestalten.
Jetzt meine eigentliche Frage: Wie konstruiert ihr konstante (äquidistante) Untermaße an Elektroden mit SWX?
Meine bisherigen Erkenntnisse lassen mir nur den Umweg über die Flächenmodellierung (Offset-Flächen) zu. Dies führt aber sehr häufig zu Problemen, da SWX das mit dem Trimmen der Flächen zueinander oftmals nicht hinbekommt und deshalb streikt. Ich suche nach einer einfacheren Lösung, deshalb bin ich sehr gespannt auf eure Antworten...... Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Markus Brunner
Mitglied
Entwicklung / Konstruktion
Beiträge: 1111
Registriert: 30.03.2001 Vollkommenheit entsteht offenbar nicht dadurch, dass man nichts mehr hinzufügen kann, sondern dadurch dass man nichts mehr wegnehmen kann. Die Maschine in ihrer höchsten Vollendung wird unauffällig. (Antoine de Saint Exupery)
|
erstellt am: 19. Okt. 2004 10:06 <-- editieren / zitieren --> Unities abgeben: Nur für Timm 
Zitat:
Original erstellt von Timm:
Ich suche nach einer einfacheren Lösung, deshalb bin ich sehr gespannt auf eure Antworten......
Hallo Timm, wir handhaben das bei uns so, wie von dir Eingangs beschrieben, obwohl das in Bezug auf die Auslenkebene der Erodiermaschine (wenn man nicht sphärisch auslenken kann)auch nicht immer richtig ist, bei uns aber in den meisten Fällen vernachlässigbar ist. Um diesen Fehler zu minimieren werden auch oft unterschiedliche Untermasse gemacht, und da kann ich mir kaum was einfacheres vorstellen als dies mit der Fräserbahnkorrektur zu bewerkstelligen. Gruss
Markus ------------------
Zeit, das Wertvollste das wir haben,
wird vertrieben und totgeschlagen.
 Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Awanger
Mitglied
Stahlformenbauer
Beiträge: 408
Registriert: 25.10.2002 SWX 2014
|
erstellt am: 19. Okt. 2004 11:51 <-- editieren / zitieren --> Unities abgeben: Nur für Timm
Hallo Timm, bin der gleichen Meinung wie mein Vorredner.
Ich habe dich richtig verstanden, ihr fräst das Untermaß auf allen Flächen weg (auch auf den Z-Ebenen).
Das geht doch wirklich einfacher im CAM mit negativen Aufmass, als im CAD irgendwelche Flächenoffsets zu setzten (bei komplexeren Geometrieen gehts ja oft net so toll).
Problem gibts dann halt, wenn der Eckenradius vom Fräser kleiner ist als dein neg. Aufmass, oder wenn eine "scharfe Kante" benötigt wird. Ich fräse die meisten Elektroden nicht mit dem neg. Aufmass, den dann bräuchten wir bei einem Untermass von -0,3 bis -0,4 (am Ø) noch eine Schlicht dazu, zwecks der Verzerrung (hat Markus geschrieben).
Die meisten Elektroden fräse ich, indem ich den Ø des Werkzeugs ändere, aber auch hier ist vorsicht geboten. Großer Eckenradius zu kleinem Eckenradius in Bereich nahe der Horizontalen, da kann es Versatz geben.
Da muß man schon etwas aufpassen mit welchen Fräsern man was fräst. Dafür gibts das Problemchen mit der Verzerrung nicht... Eine andere Lösung wird es in nächster Zeit seitens der CAD/CAD Hersteller auch nicht geben.
Ich denke mal die meisten fräsen das Untermaß auf allen Flächen weg, so wie ihr auch.
------------------
Gruß
Rainer A.  Kein Fleich, kein Fich, komich! Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
HarryD
Mitglied
Dipl.-Ing. Maschinenbau
Beiträge: 597
Registriert: 01.12.2000
|
 erstellt am: 19. Okt. 2004 18:06 <-- editieren / zitieren --> Unities abgeben: Nur für Timm
erstellt am: 19. Okt. 2004 18:06 <-- editieren / zitieren --> Unities abgeben: Nur für Timm
Hallo zusammen, vorweg: vom Elektrodenfräsen habe ich keine Ahnung. Was ihr aber so beschreibt klingt für mich verdächtig nach der Schrumpung von Gussteilen. Es sollte doch möglich sein, die Kontur des Körpers zu übernehmen, auszutragen und dann zu "schrumpfen". Den Faktor kann man meines Wissesn auch kleiner 0 angeben. Das Stichwort in der Hilfe lautet "Skalieren". Icon in Symbolleiste Gusswerkzeuge. ------------------
Gruß
 Harry Harry Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Jonischkeit
Moderator
Freiberuflicher Ingenieurdienstleister (CSWP)
    

Beiträge: 2661
Registriert: 29.07.2003 CSWP
Solidworks
verschiedene Rechner
|
 erstellt am: 19. Okt. 2004 21:00 <-- editieren / zitieren --> Unities abgeben: Nur für Timm
erstellt am: 19. Okt. 2004 21:00 <-- editieren / zitieren --> Unities abgeben: Nur für Timm
Hallo Harry, leider ist das Thema nicht ganz so einfach.
Ein skaliertes Teil hat unterschiedliche differenzen zum Original. Bei 1% hat ein 300 langes Teil 3mm differenz, ein 10mm langes hat nur eine Differenz von 0,1mm.
Elektroden haben einen konstanten Funkenspalt zwischen 0,05 und 0,2mm je nach Stromstärke. D.h. ein 300mm lange Kontur ist 299,8mm lang, ein 10mm langes Detail wird mit 9,8mm hergestellt. Aber wie bei meinen Vorrednern, auch bei uns wird das über die Fäserkorrektur gelöst, das ist doch am einfachsten. @Timm
Noch eine Idee am Rande, ich habe noch nichts derartiges ausprobiert, aber als Ansatz: 2005 kennt die Funktionalität Einbuchten. Das ist IMHO nichts anderes ist als ein Formnest mit Offset und Wandstärke. Dieser Offset ist konstant, also nicht wie ein Schwundfaktor. Vielleicht kann man damit etwas anfangen.... Grüße
Michael Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Osiris
Mitglied
Maschinen-Inscheniöör
Beiträge: 234
Registriert: 02.01.2003 PIV 3GhZ,512MB RAM, nvidia GFX5200
SWX 2006 SP0, Win2000
|
 erstellt am: 20. Okt. 2004 05:26 <-- editieren / zitieren --> Unities abgeben: Nur für Timm
erstellt am: 20. Okt. 2004 05:26 <-- editieren / zitieren --> Unities abgeben: Nur für Timm
Hallo Timm Auch ich kenn das Erodieren nur vom hinschauen.
Es gibt doch ein Solidworks PlugIn, welches sich speziell mit der Herstellung von Elektroden befasst. Leider kann ich Dir keine Adresse geben, aber ich glaube sowas an der CATPro 2003 gesehen zu haben. Gruss ------------------
Osiris Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Ralf Tide
Moderator
-

Beiträge: 4999
Registriert: 06.08.2001 Sehr seltsame Dinge passiern <Klaus Lage - Toy Story>
.-)
|
erstellt am: 20. Okt. 2004 09:27 <-- editieren / zitieren --> Unities abgeben: Nur für Timm
Zitat:
Original erstellt von Jonischkeit:
...@Timm
Noch eine Idee am Rande, ich habe noch nichts derartiges ausprobiert, aber als Ansatz: 2005 kennt die Funktionalität Einbuchten. Das ist IMHO nichts anderes ist als ein Formnest mit Offset und Wandstärke. Dieser Offset ist konstant, also nicht wie ein Schwundfaktor. Vielleicht kann man damit etwas anfangen...
Hallo zusammen, Michael, Du bist schon nah dran. Verbiegen ist die neue Funktion, die dafür warscheinlich am besten geeignet ist  (siehe kurzes *.avi). (siehe kurzes *.avi). HTH, beste Grüße & bis demnäx,
Ralf ------------------
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Awanger
Mitglied
Stahlformenbauer
Beiträge: 408
Registriert: 25.10.2002 SWX 2014
|
erstellt am: 20. Okt. 2004 12:00 <-- editieren / zitieren --> Unities abgeben: Nur für Timm
Ma(h)lzeit! Mit dem Skalieren gehtŽs definitiv nicht, das hat ja schon der Michael geschrieben. Ob das Einbuchten klappt?? Wäre mal einen Versuch wert, falls das funktionieren würde....hmmm. Es gibt natürlich Elektroden Module zum Kaufen, aber die erzeugen nur die Elektrode (nix anderes als Formnest), also auch ohne Untermaß.
-> bringt demnach nix! ------------------
Gruß
Rainer A. Kein Fleich, kein Fich, komich! Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Jonischkeit
Moderator
Freiberuflicher Ingenieurdienstleister (CSWP)
Beiträge: 2661
Registriert: 29.07.2003 CSWP
Solidworks
verschiedene Rechner
|
 erstellt am: 20. Okt. 2004 12:34 <-- editieren / zitieren --> Unities abgeben: Nur für Timm
erstellt am: 20. Okt. 2004 12:34 <-- editieren / zitieren --> Unities abgeben: Nur für Timm
Zitat:
Original erstellt von Ralf Tide:
Verbiegen ist die neue Funktion, die dafür warscheinlich am besten geeignet ist
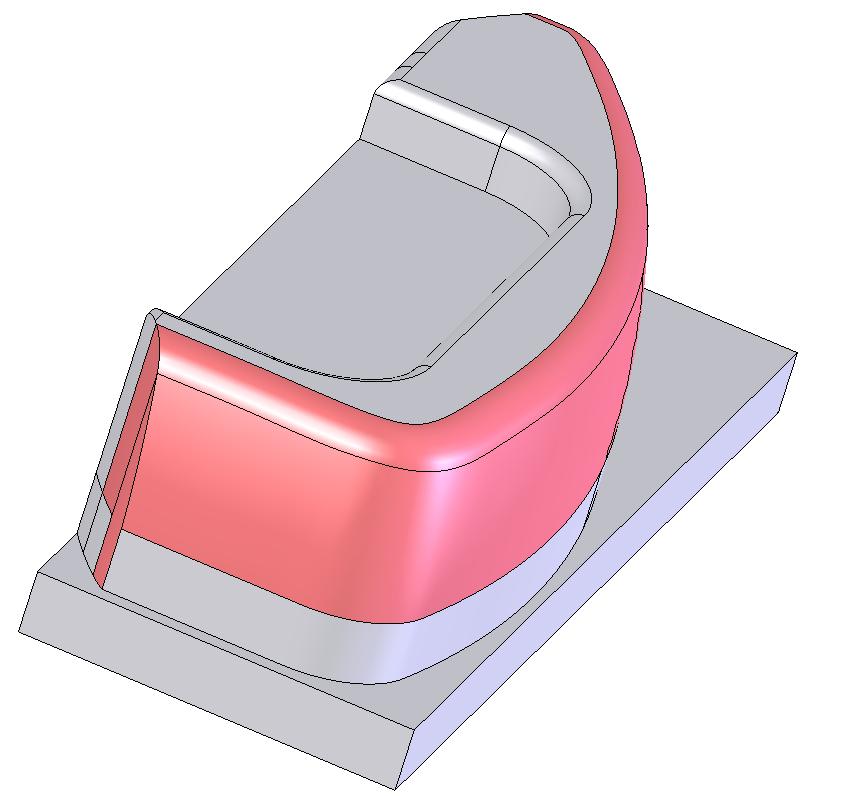
Hallo Ralf, da bin ich mir nicht ganz so sicher. Schau dir mal meine Elektrode von gestern Nacht an. Die roten Flächen sind aktiv, d.h. im Kontakt zur Form. Meinst du man könnte alle roten Flächen + tangential angrenzede Flächen so verbiegen, daß sie einen definierten Abstand zur jetzigen Kontur haben? Grüße
Michael Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Ernst Kaufmann
Mitglied
Konstrukteur
Beiträge: 59
Registriert: 10.06.2004
|
erstellt am: 20. Okt. 2004 16:07 <-- editieren / zitieren --> Unities abgeben: Nur für Timm
Hab mich immer gefragt für was man 'Offset-Oberfläche' und 'Schnitt mit Oberfläche' brauchen kann. Nun, eventuell hilft das Euch mit den Elektroden weiter. (Angehängte Datei ist SWX04)
------------------
mfg
Ernst Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Jonischkeit
Moderator
Freiberuflicher Ingenieurdienstleister (CSWP)
Beiträge: 2661
Registriert: 29.07.2003 CSWP
Solidworks
verschiedene Rechner
|
 erstellt am: 20. Okt. 2004 16:27 <-- editieren / zitieren --> Unities abgeben: Nur für Timm
erstellt am: 20. Okt. 2004 16:27 <-- editieren / zitieren --> Unities abgeben: Nur für Timm
Hallo zusammen, es ist für mich gesehen immer noch am einfachsten, man behauptet der Fräsmaschinensteuerung gegenüber man hätte einen 5,8mm Fräser eingespannt, und verwendet in Wirklichkeit einen 6mm Fräser. Den Rest erledigt die Fräse. @Ernst, schöne Lösung, aber meist ist der Spaß so oft geflickt, daß sich z.T. nicht einmal mehr ein Formnest produzieren lässt, geschweige denn ein Oberflächenoffset. Vor zwei Tagen hatte ich meinen härtesten Fall:
Formnest --- geht nicht.
Beide Teile in eins und Kombinieren-Entfernen, geht nicht.
Kombinieren-gemeinsam geht, also das gemeinsame Volumen wieder ins Teil eingefügt, jetzt geht erstaunlicherweise ein Formnest.
Und wenn ich so ein Problem beim Support anspreche, können die mir auch nicht weiterhelfen, ich benötige aber kurzfristig eine Lösung. Und jetzt kann ich erst die Elektroden dazu machen, aber da wage ich nicht an Flächenoffset zu denken. Grüße
Michael
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Awanger
Mitglied
Stahlformenbauer
Beiträge: 408
Registriert: 25.10.2002 SWX 2014
|
erstellt am: 20. Okt. 2004 16:45 <-- editieren / zitieren --> Unities abgeben: Nur für Timm
@Michael: ich habe das auch ab und zu mal, dass man kein Formnest, keinen Schnitt mit Oberflächen, kein Kombinieren-Enfernen. Manchmal hilftŽs wenn man beim Formnest eine kleineren Skalierungswert als 1 eingibt. Das macht dann nur so 0,01mm pro Seite aus, das kann man verschmerzen. Oder die Skizze verkleinern, anstatt genau die Körperkanten für die Austragung herzunehmen, einen Offset versuchen, geht auch meistens. ------------------
Gruß
Rainer A. Kein Fleich, kein Fich, komich! Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Ralf Tide
Moderator
-
Beiträge: 4999
Registriert: 06.08.2001 Sehr seltsame Dinge passiern <Klaus Lage - Toy Story>
.-)
|
 erstellt am: 20. Okt. 2004 21:09 <-- editieren / zitieren --> Unities abgeben: Nur für Timm
erstellt am: 20. Okt. 2004 21:09 <-- editieren / zitieren --> Unities abgeben: Nur für Timm
Zitat:
Original erstellt von Jonischkeit:
...Ein skaliertes Teil hat unterschiedliche differenzen zum Original. Bei 1% hat ein 300 langes Teil 3mm differenz, ein 10mm langes hat nur eine Differenz von 0,1mm.
Elektroden haben einen konstanten Funkenspalt zwischen 0,05 und 0,2mm je nach Stromstärke. D.h. ein 300mm lange Kontur ist 299,8mm lang, ein 10mm langes Detail wird mit 9,8mm hergestellt...
Hallo Michael, da hab' ich wohl was falsch verstanden Zitat:
Original erstellt von Jonischkeit:
...Meinst du man könnte alle roten Flächen + tangential angrenzede Flächen so verbiegen, daß sie einen definierten Abstand zur jetzigen Kontur haben?...
Das Teil sieht definitiv anders aus als ich mir das vorgestellt habe . Ich verspreche folgendes:  Beste Grüße & bis demnäx,
Ralf ------------------
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Timm
Mitglied
Dipl.Ing. (FH)
Beiträge: 303
Registriert: 06.04.2002 SolidWorks 2006
|
erstellt am: 20. Okt. 2004 21:21 <-- editieren / zitieren --> Unities abgeben:
Erstmal vielen Dank an alle, die mich in meiner ersten Meinung und bisheriger Arbeitsweise bestätigen, dem korrigieren mittels Fräser. @Jonischkeit OFFTOPIC
Zitat:
Elektroden haben einen konstanten Funkenspalt zwischen 0,05 und 0,2mm je nach Stromstärke
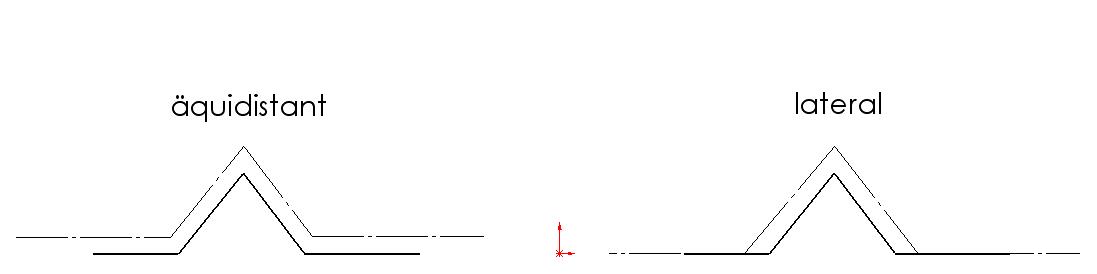
Bis wir vor kurzem eine neue viel modernere Senkerodiermaschine bekommen aben (AGIE Hyperspark) haben wir auch solche Untermaße gefertigt. Seit der neuen Maschine sind wir auf Graphit umgestiegen und planen das Untermaß nach Planungstabelle. Da kommen schon Untermaße beim Schruppen von 1-2mm vor. Wir konnten bisherige Erosionszeiten fast auf ein Fünftel der zeit, bei deutlich besserer Oberfläche und deutlich weniger Verzerrungen, verringern. Vorher konnten wir auch nicht äqudidistant auslenken! Das bedeutet allerdings auch das wir unsere Untermaße nun auch wirklich äquidistant fertigen müssen! Sprich einen Kugelfräser einfach im Durchmesser zB 0,2mm kleiner vorzugaukeln, erzeugt nur ein laterales Aufmaß, da alle Z-Tiefen exakt nach Modell gefertigt werden.
Deshalb müssen wir nun im CAM System in den 3D Fräsoperationen ein negatives Aufmaß angeben, was ein konstantes äqudistantes Untermaß zur Folge hat! Insgesamt ein wirklich nicht einfaches Thema! Zur Verdeutlichung hab ich mal eine Skizze angehängt, die den Unterschied zwischen seitlichem und konstanten Untermaß aufzeigt! Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Jonischkeit
Moderator
Freiberuflicher Ingenieurdienstleister (CSWP)
Beiträge: 2661
Registriert: 29.07.2003 CSWP
Solidworks
verschiedene Rechner
|
erstellt am: 20. Okt. 2004 22:23 <-- editieren / zitieren --> Unities abgeben: Nur für Timm
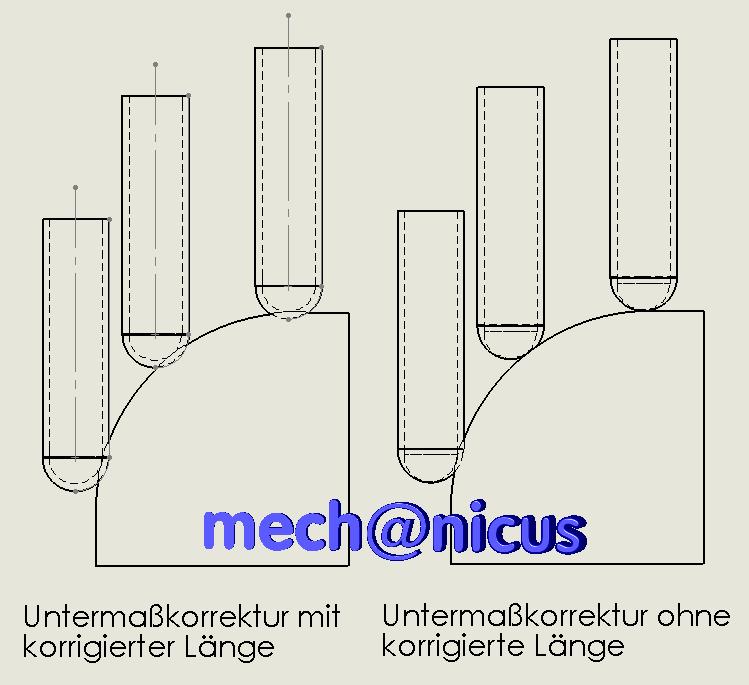
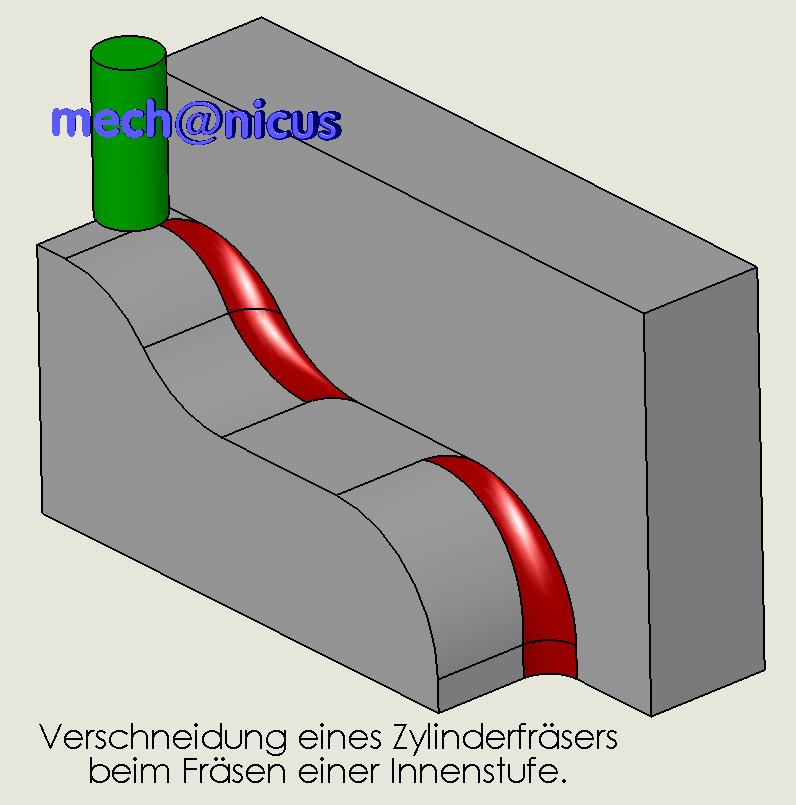
@Timm, das versteh ich gerade nicht ganz. Du mußt gerade bei einem Kugelfräser natürlich auch in der Frästiefe den halben Durchmesser weniger vorgaukeln. Sonst kommt das ganze zu beliebigen Verzerrungen. Im Bild ist der vorgegaukelte Fräser gestrichelt, der reale mit durchgezogener Kante dargestellt. Je nach Steigung verzerrt der nicht längenkorrigierte Fräser den Radius, der längenkorrigierte Fräse erzeugt einen gleichmäßigen offset. Also müßtest du deine Elektroden nach wie vor über den einfachen Weg korrigieren können. Oder hab ich dich da nicht ganz verstanden. Das mit den großen Funkenspalten und einer Grafitelektrode machen wir auch gelegentlich (Siehe Bild mit Salatschüssel beim Erodieren und als Ferigprodukt). Ich bin nur gerade vom "Errodierstruktur" Fall ausgegangen. Grüße
Michael Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Timm
Mitglied
Dipl.Ing. (FH)
Beiträge: 303
Registriert: 06.04.2002 SolidWorks 2006
|
erstellt am: 20. Okt. 2004 23:03 <-- editieren / zitieren --> Unities abgeben:
Ja, Du hast natürlich recht! Bisher hatten wir das eben immer so gemacht, weil wir eben im Prinzip an unserer alten Erodiermaschine (ohne CNC Steuerung) nur kreisförmig oder rechteckig auslenken konnten, und wenn ich eben in der Tiefe auf Brennspalt stehe und dann kreisförmig auslenke, die Verzerrung an der Elektrode einen unverzerrten Radius am Teil hervorruft. Kann natürlich sein, dass ich dabei noch ein Gedankenfehler habe, aber es hat sich bisher niemand wegen Verzerrung beschwert. Kann aber auch Glück sein. Dein Tip mit der Tiefenkorrektur war gut! Die Lösung ist einfacher wie das in den Fräsoperationen abzukorrigieren. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Udo Kunkel
Mitglied
was tolles
Beiträge: 107
Registriert: 09.01.2001 HW: u.A. P4/1800 Aldi 12/01 :-),1GB RAM, GeForce3 64MB, Spaceball, IDE, WIN XP Pro
SW: SWX
www.SolidWorksWorld.de --> ich bin dabei am 05.+06.09.2006 in "Aschebäsch"
den: Unser Bestreben ist es, das Gute durch das Bessere zu ersetzen
|
erstellt am: 21. Okt. 2004 10:56 <-- editieren / zitieren --> Unities abgeben: Nur für Timm
|
Jonischkeit
Moderator
Freiberuflicher Ingenieurdienstleister (CSWP)
Beiträge: 2661
Registriert: 29.07.2003 CSWP
Solidworks
verschiedene Rechner
|
erstellt am: 27. Okt. 2004 14:29 <-- editieren / zitieren --> Unities abgeben: Nur für Timm
|

 Foren auf CAD.de (alle Foren)
Foren auf CAD.de (alle Foren)



 |
|