| | |  | Gut zu wissen: Hilfreiche Tipps und Tricks aus der Praxis prägnant, und auf den Punkt gebracht für SOLIDWORKS | | | |  | Veröffentlichtes 3DEXPERIENCE-Bookmark trotz Complete-Status löschen, ein Fachartikel
|
|
Autor
|
Thema: Konstruktionsrichtlinien Kunststoff-Tiefziehen (13481 mal gelesen)
|
Osiris
Mitglied
Maschinen-Inscheniöör

   Beiträge: 234
Registriert: 02.01.2003 PIV 3GhZ,512MB RAM, nvidia GFX5200
SWX 2006 SP0, Win2000
|

 erstellt am: 06. Sep. 2004 05:44
erstellt am: 06. Sep. 2004 05:44  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
Hallo Miteinander Offtopic, ich weiss, aber googlen bringt nix gscheites.... Kann mir jemand von Euch sagen, wo ich vernuenftige Konstruktionsrichtlinen finde zum Tiefziehen von Kunststoffen. Bisher hatte ich nur immer mit Spritzguss zu tun, aber das ja etwas anders. Mit Konstruktionsrichtlinien meine ich: Entformungsschraegen wie und wo; Hinterschnitte ja, aber; Do's and don't's fuers Tiefziehen. Aktuelle Anwendung: Geraetegehaeuse BHT 400x600x400, ABS 1,5mm Ich danke schon jetzt allen, die sich am Quitz beteiligen. Gruss ------------------
Osiris Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Marco H
Mitglied
Formenkonstrukteur
Beiträge: 108
Registriert: 11.07.2000 Eine Antwort auf nicht ernstgemeinte Fragen:Haben Hühner Lippen?
|
 erstellt am: 06. Sep. 2004 07:32 <-- editieren / zitieren --> Unities abgeben: Nur für Osiris
erstellt am: 06. Sep. 2004 07:32 <-- editieren / zitieren --> Unities abgeben: Nur für Osiris 
|
Osiris
Mitglied
Maschinen-Inscheniöör
Beiträge: 234
Registriert: 02.01.2003 PIV 3GhZ,512MB RAM, nvidia GFX5200
SWX 2006 SP0, Win2000
|
 erstellt am: 06. Sep. 2004 07:48 <-- editieren / zitieren --> Unities abgeben:
erstellt am: 06. Sep. 2004 07:48 <-- editieren / zitieren --> Unities abgeben:
Hallo Marco H OK, das ist die plumpe Tour, das habe ich mir auch schon ueberlegt. Der Nachteil dabei ist eben, dass der einem nur das zeigt was er A) selbst kann und B) gewillt ist zu zeigen.
Ich moechte es aber etwas ungefaerbter wissen, damit ich mich wohler damit fuehl. Gruss und Dank
------------------
Osiris Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
lrak
Mitglied
Beiträge: 7
Registriert: 09.09.2004
|
erstellt am: 09. Sep. 2004 15:44 <-- editieren / zitieren --> Unities abgeben: Nur für Osiris
Hallo Osiris, als Konstrukteur bei einem namhaften Tiefzieher von Kunststoffteilen
muss ich Dir mitteilen, daß bei Deinen allgem. Angaben über das geplante Tiefziehteil auch keine konkrete Aussage über die Ausführung zu treffen ist. Hat das Design den Vorrang oder die Zweckmäßigkeit?
Je größer die Entformschräge u. die möglichen Radien sind, um so unproblematischer wird das Teil und entsprechen günstig auch der Preis dafür sein. Alle Extras kosten eben zusätzlich! Gruss Karl Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Osiris
Mitglied
Maschinen-Inscheniöör
Beiträge: 234
Registriert: 02.01.2003 PIV 3GhZ,512MB RAM, nvidia GFX5200
SWX 2006 SP0, Win2000
|
 erstellt am: 09. Sep. 2004 19:31 <-- editieren / zitieren --> Unities abgeben:
erstellt am: 09. Sep. 2004 19:31 <-- editieren / zitieren --> Unities abgeben:
Hallo Irak Herzlich willkommen im Forum. Ich finde es schoen, dass Du Dich extra zum Beantworten der Frage angemeldet hast. Im Spritzguss gibt es auch solche Gestaltungsrichtlinien, wie... Anzug an moeglichst alle Wandungen in Entformungsrichtung, Hinterschnitte sind nicht immer unmoeglich, aber teuer (Schieber, Durchtauchungen oder andere Kunststuecke mit denen man sich beim Werkzeugmacher keine Freunde macht), Rippen nie ueber 0,75*s, usw.
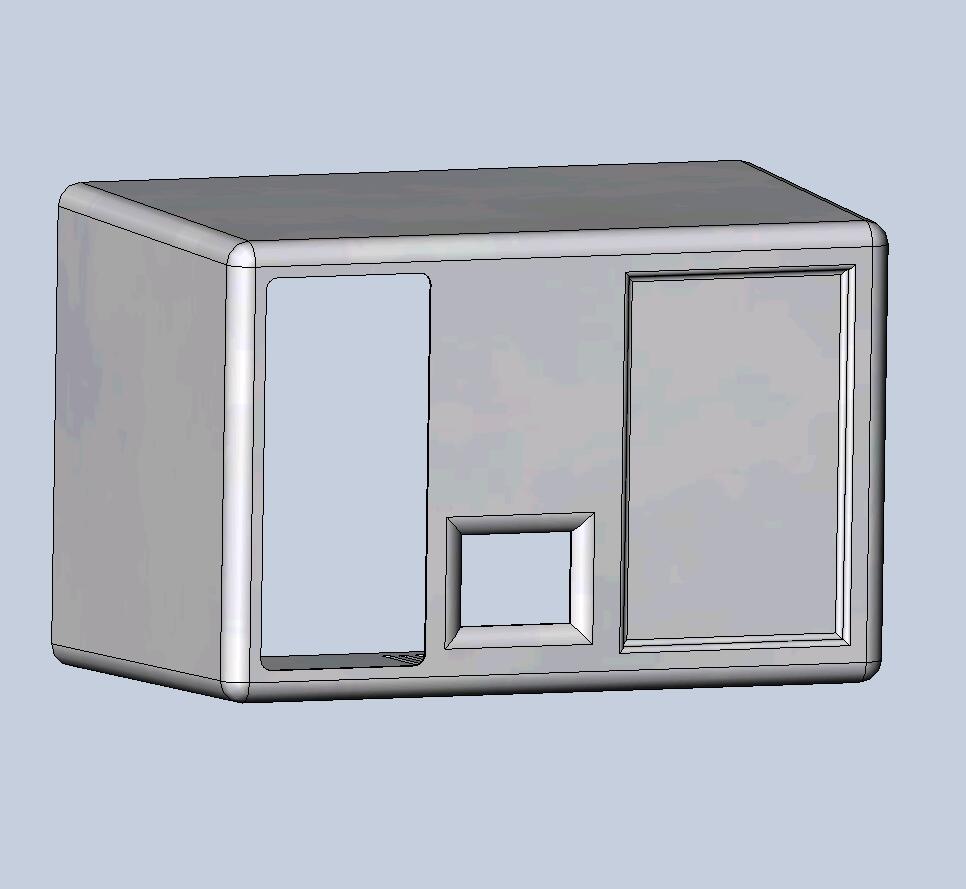
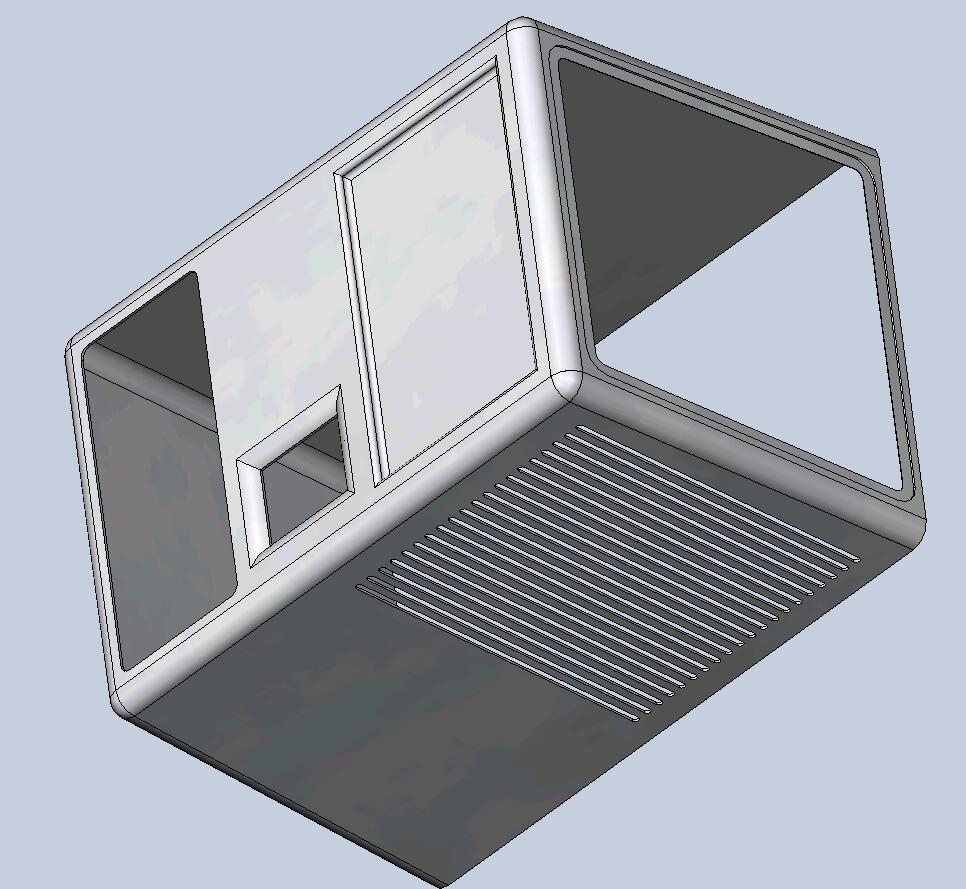
Das gibt es doch sicher auch fuer Tiefzug. Einige Gestaltungsregeln werden wohl aehnlich wie beim Spritzguss sein, wie z.B. das Thema Hinterschnitte, andere spezifisch, z.B. Verstreckungsverhaeltnis. Das habe ich schon herausgefunden, dass Tiefe=Hoehe nicht das hoechste der Gefuehle fuer den Tiefzieher ist, da man scheinbar beim Vorblasen die Wandstaerke nicht so wie gewuenscht im Griff hat. Teuer ist auch Nachbearbeitung auf der 5-Achs Fraese, scheinbar, denn der Laser beim Blech ist auch nicht billig. Trotzdem sind die Blechteile erheblich tiefer im Preis [Blechkiste des Kunden wie frueher  ] ! Da hab ich nicht mal das Werkzeug mitgerechnet, was ich brauche. ] ! Da hab ich nicht mal das Werkzeug mitgerechnet, was ich brauche. Kurz und gut, ich will nicht bei einem Tiefzieher meiner Wahl eine Kanne Kaffee reinziehen, und dann in der ganzen Welt 1000 Offerten reinholen, das ist einfach nicht fair. Ich will eine moeglichst ausgegorene Konstruktion liefern, wo man noch hier und da was feilen kann, aber nichts Grundlegendes. Dann hat jeder seine Chance, ich was dabei gelernt und keiner kann mir unterstellen, ich haette ihn als Dienstleister missbraucht und mich wie ein Zechpreller davongeschlichen. Zur Verdeutlichung, was es mal werden soll, hier ein Bild.
Gruss und Dank fuer Deine Antwort. Hat mich wirklich gefreut.
------------------
Osiris
[Diese Nachricht wurde von Osiris am 09. Sep. 2004 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
lrak
Mitglied
Beiträge: 7
Registriert: 09.09.2004
|
erstellt am: 10. Sep. 2004 07:47 <-- editieren / zitieren --> Unities abgeben: Nur für Osiris
Hallo Osiris, ganz kurz zu Deinen Abbildungen: zu ELWT3 möchte ich nur sagen, als Tiefziehteil nicht zu empfehlen; da würd ich die Finger davon lassen. Die beiden anderen Abbildungen sind da schon etwas gefälliger, wenn auch bei den vorgegebenen Abmessungen auch kein Pappenstiel.
Mein Vorschlag, ein Negativwerkzeug, d. h. "die Folie in ein Loch hinein ziehen"; Entformschräge ca. 1°- 3°, je nach dem, ob die Oberfläche d. Haube strukturiert sein soll und wenn ja, wie kräftig die Narbung der Außenhaut ist, die Radien an den Kanten u. Ecken
so groß wie nur möglich und wenn es sich um nicht sehr viele Teile handelt, das Werkzeug ohne Hinterschnitt. Die abgesetzte Öffnung an der Seite müsste man dann eben mit Leisten hinterkleben, sodaß der gewünschte Absatz entsteht. Bei größeren Stückzahlen könnte man auch ein Werkzeug mit Schieber realisieren, welches aber um 3 bis 5 mal teurer ist, als eins ohne. Noch eine Anmerkung zum Material:
ABS ist o. k.; lässt sich auch recht gut tiefziehen. Bei einer Materialdicke von 1,5 mm am Fertigteil, müsste die Stärke der Platte aber sicherlich >6 mm betragen; eher 8. Gruss Karl
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Landsberger
Mitglied
Beiträge: 3
Registriert: 07.08.2004 SWX2004 SP4.1 / 2005
WIN2000
Xeon 3,0
|
erstellt am: 11. Sep. 2004 12:04 <-- editieren / zitieren --> Unities abgeben: Nur für Osiris
Hallo, zu meinen Aufgaben gehört die Konstruktion und Produktion von Tiefziewerkzeugen und Teilen im Singel und Twin-Sheet Verfahren.
Also das einzige was Probleme an dem Teil machen könnte ist die Vertiefung an der Seite. Die müsste ohne Schieberwerkzeug auf jedenfall "Zwangsentformt" werden. Egal ob Positiv oder Negativ, solange ich mit "normaler" Formschröge arbeite. Die Abmessungen sind nicht das Problem. Der grösste aAufwand ist natürlich die Nachbearbeitung auf der Fräse. Aber im Grunde entspricht dieses Teil, (Abmessungen, Durchbrüche...) einem gängig bei uns angefragten Stand. Gruß Thomas www.kunststoff-tiefziehen.de Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Osiris
Mitglied
Maschinen-Inscheniöör
Beiträge: 234
Registriert: 02.01.2003 PIV 3GhZ,512MB RAM, nvidia GFX5200
SWX 2006 SP0, Win2000
|
 erstellt am: 11. Sep. 2004 15:14 <-- editieren / zitieren --> Unities abgeben:
erstellt am: 11. Sep. 2004 15:14 <-- editieren / zitieren --> Unities abgeben:
Hallo Landsberger Danke, dass Du Dich extra fuer die Beantwortung beim Forum angemeldet hast und natuerlich herzlich willkommen. Danke fuer die positiven Worte, mal sehen, was naechste Woche noch beim Meeting mit dem Designer rauskommt, denn noch hab ich nicht alle Details umgesetzt. Gruss und Dank Osiris ------------------
Osiris Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
| Anzeige.:
Anzeige: (Infos zum Werbeplatz >>)
 |

 Foren auf CAD.de (alle Foren)
Foren auf CAD.de (alle Foren)



 |
|