|
Autor
|
Thema: Deckel-Maho DMU70 eV Maschinendefinition (3716 mal gelesen)
|
Joachim Ebert
Mitglied

   Beiträge: 15
Registriert: 06.12.2001
|

 erstellt am: 23. Apr. 2002 10:53
erstellt am: 23. Apr. 2002 10:53  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
Hallo, bei der neuen Topcam V.6.4.365 soll die Simulation von Maschinen
mit 45Grad Rundtischen im 5-Achsen Bereich möglich sein.
Ich habe die vorhandene DMU-50 eVolution meinen Bedürfnissen
angepasst.
Wenn ich nun die Postprozessorausgabe von meiner funktionierenden
Maschine mit der neuen vergleiche, stimmt die Ausgabe der
Nullpunkte in den Drehachsen nicht überein.
Wenn ich meine alten Programme anpassen will, auf die neu Maschine kommt immer die Fehlermeldung (Aktuelle Maschine kann nicht gewechselt werden. Entspechende Achse B nicht gefunden.) Wir haben eine DMU-70eVolution im Einsatz.
Hat schon jemand eine enspechende Maschine mit der neuen 45Grad
Simulation erstellt? ------------------
Joachim Ebert--Ebert CNC-Fertigung
Topsolid V6.4.365
Topcam V6.4.365 Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
WeSt
Mitglied
Beiträge: 21
Registriert: 20.11.2001
|
 erstellt am: 24. Apr. 2002 08:25 <-- editieren / zitieren --> Unities abgeben: Nur für Joachim Ebert
erstellt am: 24. Apr. 2002 08:25 <-- editieren / zitieren --> Unities abgeben: Nur für Joachim Ebert 
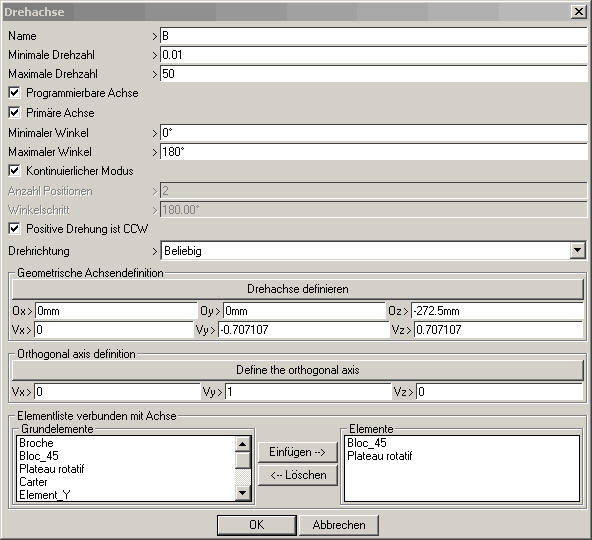
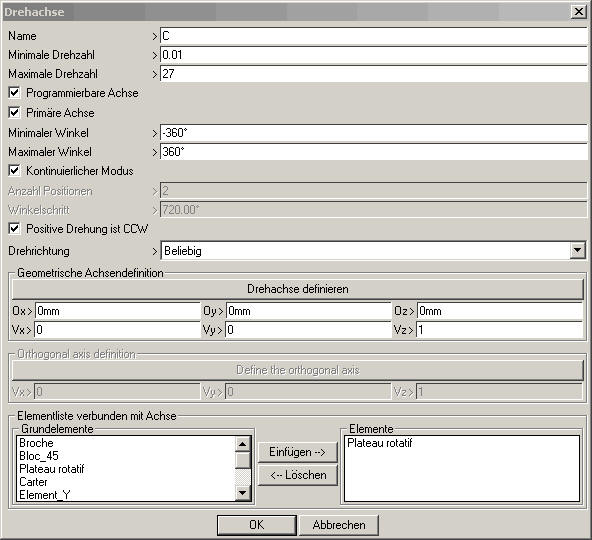
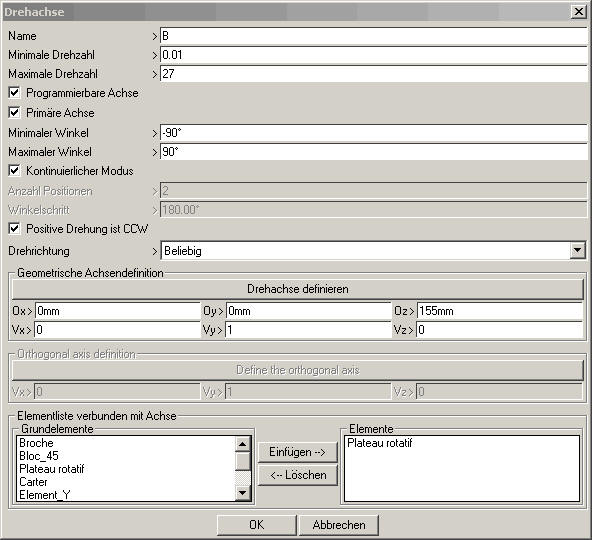
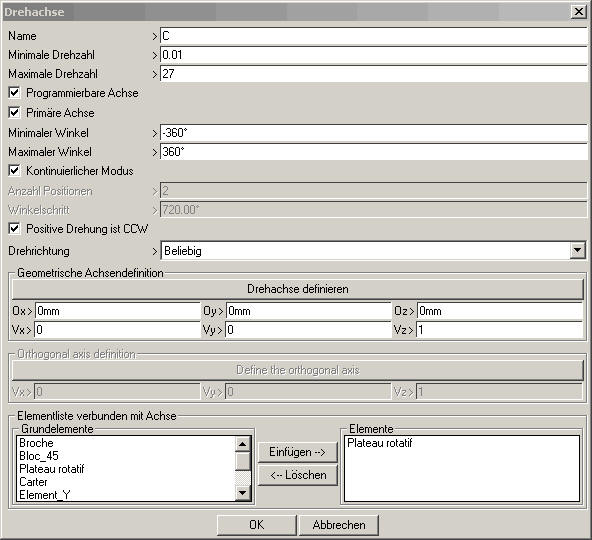
Tach, und das ist auch gut so, wäre ich versucht zu schreiben. Bei geschwenkten Achsen gibt es nicht nur die tatsächlich geschwenkte Achse mit einem "krummen" Vektor (irgendwas mit 0.717 bei Y und Z), sondern auch eine virtuelle Achse, die für den Zyklus 19 im Falle einer Heidenhain programmiert wird und diese muß auch korrekt definiert sein, sonst geht es im PP in die Hose. Die virtuelle Achse ist in jedem Falle gerade. Vielleicht posten Sie hier mal die Werte in Ihrer Maschinendefinition, die die Drehachse betreffen. ------------------
Ulrich Alt -- WeSt GmbH Schnappacher Weg 14, 66280 Sulzbach, Germany Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Joachim Ebert
Mitglied
Beiträge: 15
Registriert: 06.12.2001
|
 erstellt am: 24. Apr. 2002 13:08 <-- editieren / zitieren --> Unities abgeben:
erstellt am: 24. Apr. 2002 13:08 <-- editieren / zitieren --> Unities abgeben:
|
Joachim Ebert
Mitglied
Beiträge: 15
Registriert: 06.12.2001
|
 erstellt am: 26. Apr. 2002 15:14 <-- editieren / zitieren --> Unities abgeben:
erstellt am: 26. Apr. 2002 15:14 <-- editieren / zitieren --> Unities abgeben:
Hallo, na keine Lösungsvorschläge?
So wie ich das sehe, stimmen die Einstellungen
der Drehachsen.
Ich hab trotzdem einmal die Einstellungen der funktionierenden
Maschine als Anhang bergefügt.
Die neue Simulation sieht schon klasse aus und nun stimmen
auch die Drehbewegungen mit der Maschine überein, nur besteht
halt das oben genannte Problem. ------------------
Joachim Ebert--Ebert CNC-Technik GmbH
Topsolid V6.4.365
Topcam V6.4.365 Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
WeSt
Mitglied
Beiträge: 21
Registriert: 20.11.2001
|
 erstellt am: 30. Apr. 2002 08:14 <-- editieren / zitieren --> Unities abgeben: Nur für Joachim Ebert
erstellt am: 30. Apr. 2002 08:14 <-- editieren / zitieren --> Unities abgeben: Nur für Joachim Ebert
Moin, es gibt keine Lösungsvorschläge, weil es eigentlich kein Problem gibt. Der Postprozessor ist so gemacht, daß er die *realen* Winkel der B- und C-Achse ausgibt, und nicht die *fiktiven* Winkel orthogonal stehender Achsen. Da Ihre Maschine ursprünglich mit orthogonalen Achsen definiert war, haben die Werte immer gepaßt. Wird jetzt eine 45°-Achse definiert, so werden deren reale Winkel ausgegeben und die sind natürlich nicht das, was die TNC als Eingabe für den Zyklus 19 erwartet. Ändern Sie die Maschine also ab, so muß auch der PP so abgeändert werden, daß der die fiktiven Werte ausgibt und nicht die echten. ------------------
Ulrich Alt -- WeSt GmbH Schnappacher Weg 14, 66280 Sulzbach, Germany Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
| Anzeige.:
Anzeige: (Infos zum Werbeplatz >>)
 |

 Foren auf CAD.de
Foren auf CAD.de



 |
|