| | |
 | Gut zu wissen: Hilfreiche Tipps und Tricks aus der Praxis prägnant, und auf den Punkt gebracht für CATIA & Co. |
| | |
 | Mit der Kisters 3DViewStation komplexeste 3D CAD-Daten beherrschen, eine Pressemitteilung
|
|
Autor
|
Thema: Cutcom/ON Problem (4179 mal gelesen)
|
Clint
Mitglied
Dipl.-Ing.

   Beiträge: 118
Registriert: 09.09.2004 OSDM 15.5
WM 11.65
P4 3,0Ghz
2GB RAM
NvidiaQFX1400
Win XP SP2
|

 erstellt am: 01. Okt. 2008 11:41
erstellt am: 01. Okt. 2008 11:41  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
Hallo Leute, arbeite normalerweise mit "2D radiales Profil", um im NC-File die Radiuskorrektur G41 u. G42 zu erhalten. Habe aber an der Maschine jedesmal Kreisendpunktfehler oder bei Radiuskorrektur würde Werkzeug ins Teil fahren. Ich habe auch die Toleranz in Catia V5R16 von 0,1 auf 0,01 runtergesetzt, hat nicht geholfen. Den Ratschlag cutcom/on oder off in den An-Ab-fahrtsmacros zu benutzen, zeigt bei mir im NC-Code gar kein G41(G42) mehr. Oder muss ich cutcom/left right benutzen, dachte cutcom/on reicht. Hat jemand noch einen Ratschlag? Muss zugeben Habe An-Ab-fahradien die kleiner sind als der WZ-Radius benutzt, geht das ? Danke. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Uwe Hoffmann
Mitglied
NC-Programmierer
Beiträge: 100
Registriert: 21.04.2005
|
erstellt am: 01. Okt. 2008 12:11 <-- editieren / zitieren --> Unities abgeben: Nur für Clint 
Hallo, ich arbeite ebenfalls mit Fräserradiuskorrektur. Dazu definiere ich im Anfahrmakro eine horizontale Bewegung an die Kontur und gebe über rechte Maus Taste -> PPWordlist den Befehk CUTCOM/RIGHT für G42 ein. Die horizontale Bewegung muss auf jedenfall größer sein wie der Fräserradius, sonst gibt es an der Steurung eine Fehlermeldung. Somit sollte auch bei Deinem Einfahrradius der Radius größer sein wie der Fräserradius. ------------------
Gruß Uwe Hoffmann Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Clint
Mitglied
Dipl.-Ing.
Beiträge: 118
Registriert: 09.09.2004 OSDM 15.5
WM 11.65
P4 3,0Ghz
2GB RAM
NvidiaQFX1400
Win XP SP2
|
erstellt am: 01. Okt. 2008 13:14 <-- editieren / zitieren --> Unities abgeben:
Hallo, danke für die schnelle Hilfe. Also ich definiere auch ein Anfahrmacro (im Bogen einfahren) und setzte mein PPWordlist (cutcom/on) auf den Punkt (zwischen Bogen und Werkstück). Denke jetzt ich mache mehrere Fehler: 1. An-Ab-fahrradius kleiner als Fräßerradius. 2. cutcom/on statt cutcom/left/right 3. setzte Befehl cutcom auf Punkt und nicht auf Bewegung direkt (Frage:Geht das überhaupt?) werde dies heute mittag mal probieren und dann berichten. Denke das dies anderen "Rookies" wie mich, helfen wird. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Uwe Hoffmann
Mitglied
NC-Programmierer
Beiträge: 100
Registriert: 21.04.2005
|
erstellt am: 01. Okt. 2008 13:54 <-- editieren / zitieren --> Unities abgeben: Nur für Clint
Hallo,
zu Punkt 3: der Befehl CUTCOM/RIGHT oder LEFT sitzt bei mir auf dem Punkt der zur Kontur hin zeigt, damit das G42 im NC-Code VOR! der Anfahrbewegung an die Kontur , bzw. in dem Satz, in dem die Kontur angefahren wird, erfolgt.
------------------
Gruß Uwe Hoffmann Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
martin2
Mitglied
Konstrukteur
Beiträge: 1028
Registriert: 05.2002.27 Windows 11 / 64bit
CATIA V5-6R2020 bis V5-6R2024
|
erstellt am: 01. Okt. 2008 14:11 <-- editieren / zitieren --> Unities abgeben: Nur für Clint
Hallo! Anbei ein paar Info's: - Wenn Du in den An- bzw. Wegfahrmakros die CUTCOM's setzt, so musst Du in der vorderen Registerkarte "2D radiales Profil" ausschalten. - Wenn in den An- bzw. Wegfahrmakros die CUTCOM's stehen, so muß in der NC-Maschine R0 als Radius des Werkzeuges eingegeben werden. Dann ist es egal wie groß der An- bzw. Wegfahrradius in CATIA ist. - Allgemein muß Dein PP die Bahnkorrektur auch unterstützen / auswerten können. (Könnte sein, das er nicht weis was er mit CUTCOM machen soll...) Diesbezüglich musst Du dann auch feststellen wie genau Dein CATIA-Befehl zum Einschalten der Bahnkorrektur lautet (CUTCOM/LEFT, CUTCOM/RIGHT oder CUTCOM/ON) Gruß Martin Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Clint
Mitglied
Dipl.-Ing.
Beiträge: 118
Registriert: 09.09.2004 OSDM 15.5
WM 11.65
P4 3,0Ghz
2GB RAM
NvidiaQFX1400
Win XP SP2
|
erstellt am: 01. Okt. 2008 15:35 <-- editieren / zitieren --> Unities abgeben:
Danke. Habe es ausprobiert. G41 und G40 wird gesetzt (über cutcom), R0 als Radius des Werkzeugs, 2D radiales Profil ausgeschaltet. --> der Fehler mit der Radiuskorrektur ist nicht mehr drin aber Kreisendpunktfehler bleibt. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
AMG_C30
Mitglied
NC-Programmierer
Beiträge: 416
Registriert: 14.12.2003
|
erstellt am: 01. Okt. 2008 15:35 <-- editieren / zitieren --> Unities abgeben: Nur für Clint
Hallo, falls es sich noch nicht erledigt hat hier noch eine Idee:
Wenn du sagst "Kreisendpunktfehler" und im Bogen anfahren, stellt sich mir die Frage fährst du nur mit Bogen an, oder hast du noch ein Geradenstück dabei (beim Anfahren vorm Bogen, beim Wegfahren nach dem Bogen)? Mit nur einem Bogen kann die Steuerung die Radiuskorrektur nicht verrechnen und bringt "Kreisendpunktfehler". ------------------
Gruß Uwe Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Clint
Mitglied
Dipl.-Ing.
Beiträge: 118
Registriert: 09.09.2004 OSDM 15.5
WM 11.65
P4 3,0Ghz
2GB RAM
NvidiaQFX1400
Win XP SP2
|
erstellt am: 01. Okt. 2008 16:46 <-- editieren / zitieren --> Unities abgeben:
Auf die Gefahr mich lächerlich zu machen, genau das mache ich. Ich fahre von einer Sicherheitsebene im Eilgang runter und stelle dann direkt im Bogen zu. Das heißt also, ich brauche ein gerades Stück beim Anfahren vor und beim Wegfahren danach. Danke, wär gut wenn das mein Fehler ist. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Clint
Mitglied
Dipl.-Ing.
Beiträge: 118
Registriert: 09.09.2004 OSDM 15.5
WM 11.65
P4 3,0Ghz
2GB RAM
NvidiaQFX1400
Win XP SP2
|
erstellt am: 02. Okt. 2008 12:01 <-- editieren / zitieren --> Unities abgeben:
Hallo, hab es jetzt hinbekommen, CUTCOM/LEFT beim Zustellen und bei der Rückzugsbewegung ein CUTCOM/OFF, man braucht aber noch eine kurze tangentiale Gerade um im Bogen einzufahren. Beim Taschenfräsen habe ich aber den Fehler, dass er an der Y-Achse das Vorzeichen anscheinend wechselt, er fährt zwar gegen den Uhrzeigersin von innen nach außen, aber er stellt statt nach vorne nach hinten zu (radial gesehen) und beim Rausfahren fährt er dann im Bogen ins Werkstück. Muss aber nochmal schauen, ist bestimmt irgend so ein dummer Fehler von mir. Aber vielen Dank, habt mir echt geholfen. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
martin2
Mitglied
Konstrukteur
Beiträge: 1028
Registriert: 05.2002.27
|
erstellt am: 02. Okt. 2008 21:04 <-- editieren / zitieren --> Unities abgeben: Nur für Clint
Hallo nochmal! Kurze Bemerkung hierzu nochmals:
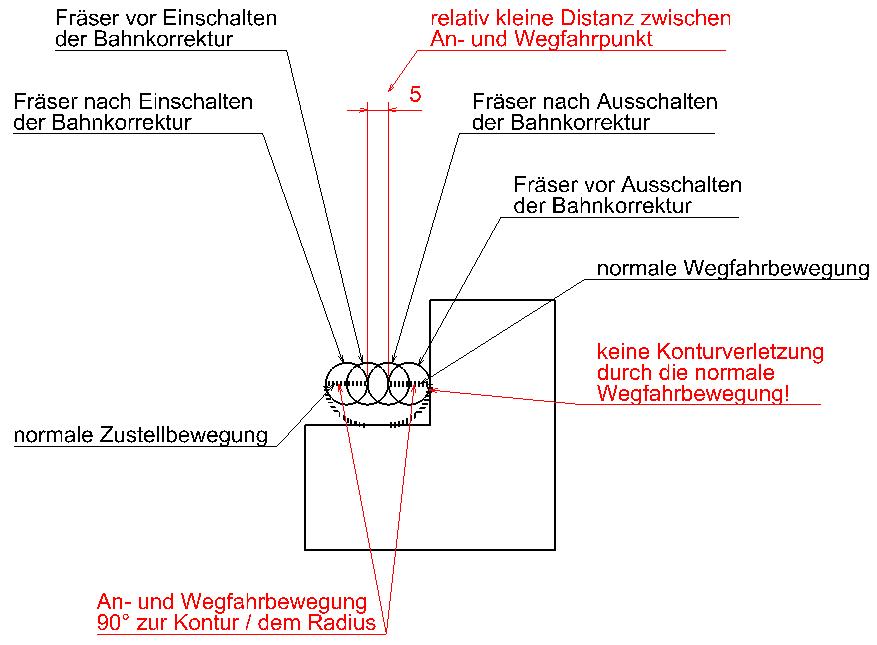
a) Ich würde vor dem Zustellbogen bzw. nach dem Wegfahrbogen keine tangentiale sondern eine normale (also 90° hierzu) Bewegung einfügen. b) Bei den An- und Abfahrbewegungen selbst kann man (soweit ich mich jetzt aus dem Stegreif daran erinnern kann) auch entsprechende Negativwerte eingeben - dadurch kann jede Bewegung exakt so gemacht werden, das sie passt. Gruß
Martin Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
AMG_C30
Mitglied
NC-Programmierer
Beiträge: 416
Registriert: 14.12.2003 Win10-64
CATIA V5-6R2022 SP5
SWX 2023
SolidCAM 2023
|
erstellt am: 06. Okt. 2008 08:38 <-- editieren / zitieren --> Unities abgeben: Nur für Clint
|
martin2
Mitglied
Konstrukteur
Beiträge: 1028
Registriert: 05.2002.27
|
erstellt am: 06. Okt. 2008 22:39 <-- editieren / zitieren --> Unities abgeben: Nur für Clint
Hallo Uwe! Abraten würde ich aus drei Gründen:
a) Beim Starten der Bahnkorrektur findet z.B. mit G41 immer ein "Anfahren an die Kontur" statt. Wenn ich mit einer "normalen Bewegung" anfahre, so erfolgt die Bewegung vom Kreismittelpunkt (des Anfahrradiuses) an die Kontur/den Anfahrradius.
Sinngemäß erfolgt also ein tatsächliches "Anfahren" an die Kontur.
Mit G40 erfolgt immer ein "Wegfahren von der Kontur". Die Bewegung erfolgt also vom Kreisendpunkt (des Wegfahrradiuses) weg, hin zum Kreismittelpunkt des Wegfahrradiuses.
Auch hier erfolgt sinngemäß ein tatsächliches "Wegfahren" von der Kontur.
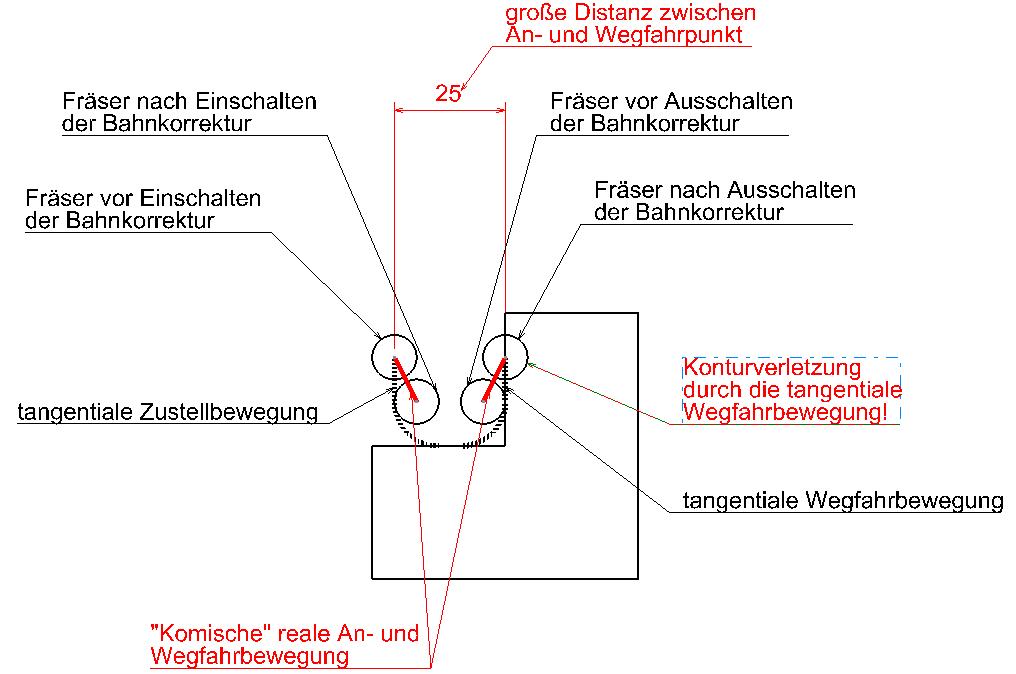
Ich weis, das klingt jetzt etwas blöd - aber beim An- bzw. Wegfahren mit einer tangentialen Bewegung macht man eigentlich nur einen Gedankensprung zwischen dem ersten bzw. letzten Punkt des An-bzw. Wegfahrradius (wo die Bahnkorrektur aktiv ist) und dem dazugehörigen Start- bzw. Endpunkt der Tangentialbewegung (wo die Bahnkorrektur dann auf einmal nicht mehr aktiv ist) Die Bewegung dazwischen wird nur durch die Intellegenz der Maschine ausgeführt. Das find ich irgendwie nicht so ganz "klar". b) Bei einer Tangentialbewegung könnte es unter Umständen vorkommen, das die Wegfahrbewegung Deine schon fertige Kontur noch verletzt. c) Die "Leerwege" sind kürzer.
Beispiel: Ich fräse einen Zylinder mit zwei Zustellungen und mache für die Zustellung und Rückzugsbewegung eine kreisförmige Anfahrbewegung. Falls die "Überlappung der Bahn" auf 0% eingestellt wird, so ist mein Endpunkt der ersten Bahn (also der Kreismittelpunkt der Wegfahrbewegung) nahezu gleich den Koordinaten des Zustellpunktes (=Kreismittelpunkt des Anfahrradiuses) für die zweite, tiefere Bahn. (Natürlich nur die XY-Koordinaten / nicht die Z-Koordinate betrachtet)
Wird hingegen die tangentiale An- bzw. Wegfahrbewegung gewählt, so liegt zwischen dem letzten Punkt der ersten Bahn und dem ersten Punkt der zweiten Bahn eine größere Distanz dazwischen (wieder nur die XY-Koordinaten betrachtet) Ich hoffe ich konnte einigermaßen verständlich machen wie ich das so meine... Gruß
Martin
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
martin2
Mitglied
Konstrukteur
Beiträge: 1028
Registriert: 05.2002.27 Windows 11 / 64bit
CATIA V5-6R2020 bis V5-6R2024
|
erstellt am: 06. Okt. 2008 22:41 <-- editieren / zitieren --> Unities abgeben: Nur für Clint
|
AMG_C30
Mitglied
NC-Programmierer
Beiträge: 416
Registriert: 14.12.2003
|
erstellt am: 07. Okt. 2008 06:40 <-- editieren / zitieren --> Unities abgeben: Nur für Clint
Hallo Martin, das mit dem Abstand, ok, bringt aber kaum was, da ich die Zwischenbewegung meist im Eilgang fahre.
Das mit der Konturverletzung finde ich an den Haaren herbeigezogen, so in die Ecke geklatscht fährt man doch nicht an! ------------------
Gruß Uwe Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
martin2
Mitglied
Konstrukteur
Beiträge: 1028
Registriert: 05.2002.27 Windows 11 / 64bit
CATIA V5-6R2020 bis V5-6R2024
|
erstellt am: 07. Okt. 2008 07:51 <-- editieren / zitieren --> Unities abgeben: Nur für Clint
Hallo und Guten Morgen! Anderes Beispiel:
Du fräst einen Innenkreis; mit tangentialen An- bzw. Wegfahrbewegungen könnte man evtl. den Kreis noch verletzen - mit normalen Bewegungen nicht. Gruß Martin Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Clint
Mitglied
Dipl.-Ing.
Beiträge: 118
Registriert: 09.09.2004 OSDM 15.5
WM 11.65
P4 3,0Ghz
2GB RAM
NvidiaQFX1400
Win XP SP2
|
erstellt am: 07. Okt. 2008 12:21 <-- editieren / zitieren --> Unities abgeben:
Muss ich leider Martin recht geben, denn genau das ist mir passiert beim Taschenfräßen. Habe eine Kreistasche gefräßt und bei der Rückzugsbewegung am Ende ist der Fräßer, genau wie Martin beschrieben hat in das Werkstück gefahren. Kann ich die Fräßerradiuskorrektur nicht nach der Tangente ausschalten? Ich denke aber mit mehr Erfahrung bekommt man das hin. Aber für Anfänger, wie mich ist der Tip mit Normale Gerade wohl ganz gut. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |

 Foren auf CAD.de
Foren auf CAD.de



 |
|