| | |
 | CATIA V5 Grundkurs | Einsteiger - 5 Std. 15 Min 48 |
| | |
 | Qualität sichtbar gemacht, dank leistungsfähiger 3DViewStation Grafik, eine Pressemitteilung
|
|
Autor
|
Thema: CYLNDR (1131 mal gelesen)
|
Uwe Hoffmann
Mitglied
NC-Programmierer

   Beiträge: 100
Registriert: 21.04.2005
|

 erstellt am: 19. Jun. 2007 10:11
erstellt am: 19. Jun. 2007 10:11  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
Hallo, ich habe ein Problem mit der Radius-Ausgabe bei einer 5-Achs-Bearbeitung mit der Funktion "5-Achs-Konturfräsen" (Version 5.17, SP1):
In dem 3-Model sind Radien (R=4) am Bauteil, die alle mit GOTO im aptsource-Code ausgegeben werden. Im Zustell-Makro fahre ich mit einem Radius R=4 an die Kontur ran. Und genau dieser Radius wird mit der CYLNDR-Ausgabe im aptsource-Code generiert. Weiss jemand, wie diese Ausgabe durch GOTO-Anweisungen generiert werden können?
Bei der Maschinen-Definition in der Aufspannung kann bei Numerische-Steuerung "3D-Linearintepolation", "2D-Kreisinterpolation", "3D-Kreisinterpolation" und "3D-Nurbs-Interpolation" angewählt werden. Ein Unterschied ist im aptsource-Code jedoch nicht zu erkennen.
------------------
Gruß Uwe Hoffmann Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
AMG_C30
Mitglied
NC-Programmierer
Beiträge: 416
Registriert: 14.12.2003 Win10-64
CATIA V5-6R2022 SP5
SWX 2023
SolidCAM 2023
|
erstellt am: 19. Jun. 2007 11:11 <-- editieren / zitieren --> Unities abgeben: Nur für Uwe Hoffmann 
Hallo Uwe, versuch mal den minimalen und maximalen Radius für Kreisinterpolation in der Aufspannung auf Null zu stellen, musst dann natürlich noch die Einstellungen in der apt-Ausgabe anpassen. ------------------
Gruß Uwe Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Raggus1
Mitglied
NC-Programmierer
Beiträge: 182
Registriert: 28.03.2003 V4 4.22, V5R16 - V5R19SP6 32+64Bit
XP, Unix
|
erstellt am: 19. Jun. 2007 11:18 <-- editieren / zitieren --> Unities abgeben: Nur für Uwe Hoffmann
Hallo, hast du beachtet, dass der Radius im Macro deiner Fräsermittelpunktsbahn entspricht? Mit was für einem Werkzeugradius wird denn die Bauteilkontur gefahren? Ist er kleiner als der Bauteilradius? Wenn ja, dann würde ich beim Erzeugen der Aptsource bei der Einstellung der Werkzeugbewegung unter Kreisförmige Interpolation ein wenig mit den Werten spielen. vg Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Uwe Hoffmann
Mitglied
NC-Programmierer
Beiträge: 100
Registriert: 21.04.2005
|
erstellt am: 19. Jun. 2007 11:42 <-- editieren / zitieren --> Unities abgeben:
Hallo Uwe, danke für den Tip. Die Werte für die Radien habe ich auf 0 gesetzt. Das hat aber nichts gebracht. Welche Einstellungen in der apt-Ausgabe müssen noch angepasst werden ? Gruß
Uwe ------------------
Gruß Uwe Hoffmann Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Uwe Hoffmann
Mitglied
NC-Programmierer
Beiträge: 100
Registriert: 21.04.2005
|
erstellt am: 19. Jun. 2007 11:46 <-- editieren / zitieren --> Unities abgeben:
Hallo Raggus1, Die Radien in der Bauteilkontur spielen keine Rolle, sie sind zudem größer wie der Fräserradius. Einzig im Zustellmakro ist der Radius
gleich dem Fräserradius. Und da sind die Probleme. Habe auch schon die Werte unter Kreisförmige Interpolation geändert. Hat aber nichts gebracht.
Gruß
Uwe ------------------
Gruß Uwe Hoffmann Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Uwe Hoffmann
Mitglied
NC-Programmierer
Beiträge: 100
Registriert: 21.04.2005
|
erstellt am: 19. Jun. 2007 11:56 <-- editieren / zitieren --> Unities abgeben:
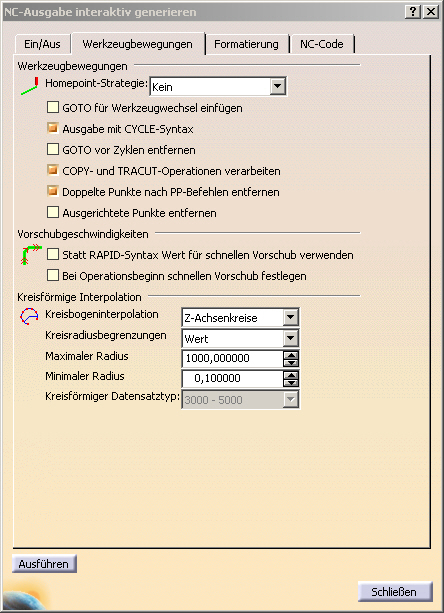
Hallo Raguss1, habe gerade die Werte in "NC-Code interaktiv generieren" Registerkarte Werkzeugbewegung für den maximalen und minimalen Raius geändert (jeweils auf 1 gesetzt). Jetzt ist die CYLNDR-Ausgabe durch GOTO-Ausgabe ersetzt. Danke für den Tip. ------------------
Gruß Uwe Hoffmann Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |

 Foren auf CAD.de
Foren auf CAD.de



 |
|