| | |  | Autodesk University 2026, eine Veranstaltung am 15.09.2026
|
|
Autor
|
Thema: Evolventenverzahnung mit Unterschnitt (4372 mal gelesen)
|
siwi91
Mitglied
Student
   Beiträge: 4
Registriert: 01.12.2015 Autodesk Inventor Professional 2016
|

 erstellt am: 11. Dez. 2015 13:27
erstellt am: 11. Dez. 2015 13:27  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
Guten Tag, ich bin neu hier im Forum und arbeite derzeit an einem Hochschul-Projekt, das die automatisierte Erzeugung von
geradverzahnten Stirnrädern mit Evolventenverzahnung verfolgt. Es ist vorgesehen, dass die Auslegung der Zähnräder
gemäß der Dimensionierung im Roloff/Matek über einen Algorithmus in VBA in Inventor 2016 erfolgen soll -
benötigte Tabellenwerte sollen dabei vom Algorithmus von einem eigens angelegten SQL-Server ausgelesen werden.
Dabei besteht mein Teil der Arbeit in der Modellierung des parametrisch aufgebauten geradverzahnten Stirnarads. Nun zum eigentlichen Problem - im Internet existieren einige Tutorials zur Modellierung von Evolventen. Mein aktuelles
Modell ist https://www.youtube.com/watch?v=uj7BnldaOSc nachempfunden und basiert auf 2 gleichungsgetriebenen benachbarten
Evolventen, zwischen denen die Zahnlücke herausgeschnitten wird. Sämtliche Tutorials dieser Art berücksichtigen allerdings
nicht den durch das Wälzverfahren entstehenden Unterschnitt (meist werden lediglich Fillets angewandt für ein besseres
optisches Erscheinungsbild durch Radien). Im Forum habe leider nichts Konkretes gefunden - die Methode des im Beitrag http://ww3.cad.de/foren/ubb/Forum50/HTML/013929.shtml#000007
von murphy2 hochgeladenen Bildes "Zahnluecke2.gif" würde mein Problem wahrscheinlich lösen. Allerdings habe ich zu wenig Hintergrund-
informationen. Wenn ich es richtig sehe wurde die sog. Hüllschnittmethode angewandt und das Bezugsprofil als Skizze vereinfacht gesagt
mehrfach gedreht, um den Fertigungsprozess zu "simulieren". In einem Forschungsbericht der TU Clausthal wird die Methode gut ersichtlich:
https://www.imw.tu-clausthal.de/fileadmin/Forschung/InstMitt/2014/Konstruktionsmethodik/13_ga_Erweiterung_Flankengenerator_sh.pdf Allerdings fehlt mir derzeit die Vorstellungskraft, wie die Bewegung des Werkzeugs bzw. der Skizzen dem Verlauf der Trochoide
(vgl. Abbildung 2) in Inventor konstruiert werden kann. Über Hilfe wäre ich sehr dankbar! Gruß
Simon Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Ex-Mitglied
|
erstellt am: 11. Dez. 2015 18:23
- Inhaltsloser Beitrag - |
murphy2
Ehrenmitglied
-

Beiträge: 1727
Registriert: 30.07.2002 C 64
Amiga 1000 mit
8.5 MB RAM und
Seagate ST225
RLL formatiert
Z80 unter CP/M 2.2
|
erstellt am: 12. Dez. 2015 17:26 <-- editieren / zitieren --> Unities abgeben: Nur für siwi91 
Das ist alles recht einfach. Zunächst das im alten Thema von 2006 inzwischen fehlende Bild (Zahnluecke.gif) würde die Bewegung des Werkzeuges ins stehende Rad zeigen und wie es die Zahnlücke hinterläßt und dabei unterschneidet. Das Bild entspricht nicht den Forenregeln und wurde daher entfernt. Der Unterschnitt entsteht nur bei kleinen Zähnezahlen, aber man sieht recht deutlich die entstehenden Kanten mit jedem Schnitt des Werkzeuges, man schwächt den Zahnfuß und bringt dort Kerbwirkungen an, schafft also gute Vorraussetzungen für den Zahnbruch. Im Bild Zahnluecke_3.jpg sehen Sie die Skizze, die Sie in Zahluecke_3.ipt finden. Wenn Ihr Inventor das Teil in der perspektivischen Ansicht öffnet, drehen Sie die Skizze auf die Ansicht "von unten", damit Sie gerade draufblicken. Das Gleichungsfeld lassen Sie vorläufig noch geschlossen. Sie sehen eine grüne Linie vom Kreismittelpunkt zum inneren der beiden Kreise, gehen Sie mit dem Mauszeiger auf den äusseren Endpunkt dieser Linie, drücken die linke Maustaste und ziehen nun den Mauszeiger ein klein wenig nach aussen und dann innerhalb der beiden Kreise hin und her, Sie sehen dann, wie sich das Werkzeug bewegt. Wenn Sie die Maus ausserhalb der Kreise bewegen, kann es sein, daß die Skizze wild herumspringt. Inventor wird bei der Bewegung der Maus immer langsamer, Sie können den Endpunkt der Linie dann einfach loslassen und neu aufnehmen, dann ist's wieder flott. Lassen Sie sich bitte nicht dadurch verwirren, daß ich den Winkel der grünen Linie an der Horizontalen angetragen habe und die rote Linie etwas länger ist als dem abgewickelten Faden entspräche. So kann Inventor problemlos auch die Stelle bewältigen, wenn die grüne Linie genau senkrecht steht, das Werkzeug also wieder anfängt, sich vom Werkstück zu entfernen. Nun klicken Sie oben auf das kleine "fx"-Feld, sofern das im 2016 noch dort ist und können die Parameterliste studieren. In der oberen Tabelle die Werte, die Inventor weitgehend automatisch vergibt, man kann die auch umbenennen. Darunter das Winkelmaß, das sich dem Winkelwert anpasst, wie man es mit der Maus zieht und zuletzt in der unteren Gruppe ein paar Berechnungen. Am einfachsten wühlen Sie sich mit Vektoren in Parameterdarstellung jeweils vom Kreiszentrum bis zu den Ecken des Werkzeuges und können dann schauen, ob Ihnen die der schneidenden Flanke gegenüberliegende Kante des Werkzeugs die Kontur verletzt.
In der Praxis sind daher die Werkzeuge oft etwas aufwendiger geschliffen, eine Berechnung ist dann schwieriger, weswegen ich mir das lieber einfach mit Inventor anschaue, was rauskommt.
------------------
- Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
siwi91
Mitglied
Student
Beiträge: 4
Registriert: 01.12.2015 Autodesk Inventor Professional 2016
|
erstellt am: 14. Dez. 2015 20:48 <-- editieren / zitieren --> Unities abgeben:
Guten Abend, herzlichen Dank schonmal für die tollen Ratschläge! Das Prinzip ist in der .ipt wirklch sehr anschaulich umgesetzt  Ich habe mal versucht, das Ganze nachzumodellieren und die Skizzen des Werkzeugprofils vom extrudierten Kopfkreisdurchmesser
abzuziehen. Gibt es auch eine vereinfachte Möglichkeit, die Skizzen nicht jedes Mal zu kopieren, den Vorwahlwinkel geringfügig
zu verändern und widerum zu extrudieren? Wenn ich es richtig in Erinnerung habe, wurden auf die Zahnlücke im alten Beitrag 75 Skizzen angewandt. Nun frage ich mich, wie
es mit der Genauigkeit aussieht. Im Forschungsbericht des IMW ist die Rede von lediglich 16 Hüllschnitten - in der Folge wird ein
Glättungsalgorithmus eingesetzt, wobei es sich wahrscheinlich um einen Spline handeln wird, der durch die einzelnen Eckpunkte der
Treppenstufen geht. Eine andere mögliche Idee wäre eventuell, die bereits existierenden, gleichungsgetriebenen Evolventen meines ersten Modells mit der
Fußausrundung über das Prinzip der Hüllschnittmethode zu kombinieren. Das Problem, das sich bei der Automatisierung generell stellt sehe ich auch darin, die Start- und Endwinkel für die Rotation des
Werkzeuges so zu steuern, dass es stets zur Überschneidung der Werkzeugprofilskizzen mit dem extrudierten Grundkörper kommt, um
mögliche Fehlermeldungen bei den Extrusionen auszuschließen. Vielleicht gibt es auch hierzu mögliche Anregungen.
Beste Grüße
Simon
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Ex-Mitglied
|
erstellt am: 14. Dez. 2015 21:49
- Inhaltsloser Beitrag - |
murphy2
Ehrenmitglied
-
Beiträge: 1727
Registriert: 30.07.2002 C 64
Amiga 1000 mit
8.5 MB RAM und
Seagate ST225
RLL formatiert
Z80 unter CP/M 2.2
|
erstellt am: 20. Dez. 2015 20:09 <-- editieren / zitieren --> Unities abgeben: Nur für siwi91
Sorry für die späte Antwort, die Forenregeln erlauben zum einen nicht das Verlinken eigener Seiten (vgl. http://forum.cad.de/foren/ubb/Forum202/HTML/001436.shtml ), wo das Ganze ja schon im Rahmen des Wälzhoblers beschrieben ist, zum anderen mußte ich das Ganze wegen der Uploadregeln im neuen Inventor nochmal aufbauen, dabei passieren Fehler, die der Bereinigung bedürfen. Gibt es auch eine vereinfachte Möglichkeit, die Skizzen nicht jedes Mal zu kopieren, den Vorwahlwinkel geringfügig zu verändern und widerum zu extrudieren?
Ja,. das geht, aber vom Prinzip her anders und es ist einmal richtig Arbeit. Das geht mit der sog. Masterskizze und der kaskadiert abgeleiteten Komponente. Hier können Sie vor allem die Werkzeugform und die Vorschubwerte einmal ändern und dann durch das Werkstück laufen lassen und sich das Ergebnis ansehen. Zunächst bauen Sie sich die Skizze für alle Teile, damit Sie die Parameter schön beisammen haben und nur an einer Stelle ändern müssen. Dann extrudieren Sie Teil für Teil in einer einzigen ipt, aber aufpassen, daß es jeweils eigene Volumenkörper werden. Machen Sie sich einen kleinen Hilfskörper für Drehung (Keil) und Vorschub (Quader). Verpassen Sie dem Werkzeugprofil eine Geometrie für die Zusammenbauabhängigkeiten, damit Sie die eigentliche Geometrie für den Schnitt mit dem Rad nach Lust und Laune verändern können. Dann leiten Sie die Volumenkörper nun in einzelne ipt's ab, also immer nur einen Volumenkörper. Arbeiten Sie hier mit Hilfskörpern, denn Ebenen oder Skizzen können sich rasant vermehren, da können Sie bald Kaffee trinken gehen. Bauen Sie nun alles für den ersten Schnitt zusammen, der kann schon schneiden, aber auch noch in der Luft laufen, das ist egal. Speichern Sie diese iam und geben Ihr eine Nummer, z. B. 01.iam. Von der leiten Sie jetzt den neuen Radkörper ab, also Rad_01.ipt. Nun die zwei Vorschubklötzchen mit rein in den nächsten Zusammenbau, damit Sie den nächsten Schnitt in der iam aufsetzen können, verwenden Sie das Rad von vorhin, also Rad_01.ipt und leiten von dieser iam (02.iam) den nächsten Radkörper ab (Rad_02.ipt). Das Spiel treiben Sie jetzt 30-50 mal. Achten Sie auf die Dateigröße, diese darf von Vorgang zu Vorgang nur um ein paar Kilobyte größer werden und sich nicht multiplizieren, sonst schaffen Sie die 30x schon nicht. Das ist also ein schöner Knochenjob. In Wälzhobler.gif sehen Sie so einen Ablauf genau von vorn, Sie sehen, wie das Werkzeug links ins Teil eintaucht und lange noch keine Flankenformung vornimmt. Man sieht im linken Bereich immer zwei Linien, die obere ist die Kontur vom letzten Schnitt, die untere das Werkzeug und damit der neue Schnitt. Man sieht auch, wie breit das Werkzeug bisweilen im Eingriff ist, man also tunlichst vorschruppen sollte. Damit erklärt sich auch das mit den 75 Schnitten, von denen nicht alle letztlich die Flanken formen. Nehmen wir hier ein Drittel weg, bleiben 50 für links und rechts, also 25 pro Flanke, das ist nicht weit weg von Ihren 16. Hier aber aufpassen, machen Sie im Gedanken die Schnitte jetzt sehr eng. Im Flankenbereich (also oben) läuft der Spline tangential an den Flächen lang, also nicht von Kante zu Kante. Unten im Unterschnitt dagegen aber von Kante zu Kante. Sie können tatsächlich einen Spline verwenden oder schauen, ob Sie die Flanke nicht mit drei oder vier tangential anschließenden Kreisbögen auch annähern können. Das ist übrigens bei vielen CAM-Programmen gängig, wenn's glatt werden soll, muß das Netz entsprechend fein eingestellt werden, da ist man gleich bei 0.001mm. Eine andere mögliche Idee wäre eventuell, die bereits existierenden, gleichungsgetriebenen Evolventen meines ersten Modells mit der Fußausrundung über das Prinzip der Hüllschnittmethode zu kombinieren. Richtig. Es kann sich bewähren, die Gleichungen so zu beschreiben, wie es an der Wälzhobelmaschine abläuft, d. h. das Rad macht die Drehbewegung und das Werkzeug die Linearbewegung. Das Problem, das sich bei der Automatisierung generell stellt sehe ich auch darin, die Start- und Endwinkel für die Rotation des
Werkzeuges so zu steuern, dass es stets zur Überschneidung der Werkzeugprofilskizzen mit dem extrudierten Grundkörper kommt, um
mögliche Fehlermeldungen bei den Extrusionen auszuschließen. Vielleicht gibt es auch hierzu mögliche Anregungen. Schauen Sie sich einfach mal das Bild "Startwinkel.jpg" an, zweimal dieselbe Situation. Rechts die Fadenabrollmethode, links dieselbe Situation am Wälzhobler, also das Werkzeug in die Horizontale gedreht. Die rote Linie ist der abgerollte Faden, 360 Grad entsprechen Teilkreis mal PI, man kann also das ganze Winkelzeugs recht leicht ausrechnen, was im rechten Bild irgendwie schwierig erscheint. Innen wieder Teilkreis, aussen Kopfkreis. Hier habe ich auch den Werkzeugkopf auf 1.25x Modul gesetzt, meist ist es etwas weniger (1.16), damit die Zähne des Gegenrades an ihren Zahnköpfen Luft haben. Im Bild Unterschnittformen sieht man den Unterschied zwischen einem am Zahnkopf kantigen Werrkzeug, das am Zahnfuß des Rads unschöne Kanten erzeugt und eines Werkzeugs mit sog. "Protuberanz", hier einfach ein Radius drangesetzt und schon verrundet es den Zahnfuß. Wünsche viel Erfolg. ------------------
- Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Ex-Mitglied
|
erstellt am: 20. Dez. 2015 21:20 <-- editieren / zitieren -->
@murphy2:
Toller Beitrag mit viel Hirnschmalz !
Hut ab ! |
murphy2
Ehrenmitglied
-
Beiträge: 1727
Registriert: 30.07.2002 C 64
Amiga 1000 mit
8.5 MB RAM und
Seagate ST225
RLL formatiert
Z80 unter CP/M 2.2
|
erstellt am: 20. Dez. 2015 23:53 <-- editieren / zitieren --> Unities abgeben: Nur für siwi91
Danke, hier noch die Anleitung für die kaskadiert abgeleitete Komponente. Bild Zahnluecke_1 Oberes Bild: Die Skizze, das Trapez für die Werkzeuggeometrie ist hier an den Kopfkreis gesetzt, in der Praxis wird man etwas Luft lassen, damit die Maschine nicht gleich beim Anlauf einen Span nehmen muß. Damit Inventor sich mit dem Konturenfinden leichter tut, sind es drei Skizzen übereinander. Hier ändert man später die Parameter. Mittleres Bild: Hier wurden die Skizzen in einzelne Volumenkörper extrudiert, der Zahn bekam hinten noch oben links ein Viertel, damit man Verknüpfungsgeometrie verfügbar hat. Unteres Bild: Nun die einzelnen Volumenkörper in einzelne Dateien ableiten und abspeichern. Beim Ableiten aufpassen, daß da nur die Volumenkörper drin sind, Skizzen und Arbeitsebenen vermehren sich enorm. Beim Rad aufpassen, der keilförmige Schlitz für den Winkelschritt muß in den Körper rein, kann ggf. ganz zuletzt wieder zugemacht werden.
Bild Zahnluecke_2
Oberes Bild: Der erste Zusammenbau, das Vorschubklötzchen (lila) ist jetzt dort, wo es hingehört, es ist ein Vorschubklotz und ein Winkelkeil angebracht, also alles in der ersten Stellung. Abspeichern mit der ersten Nummer. Mittleres Bild: Nun aus dieser iam das erste Rad ableiten, alles mit Ausnahme des Rades bekommt das rote Minuszeichen. Unteres Bild: Nun Schritt für Schritt jeweils einen Vorschubklotz dazu und einen Winkelkeil und das Rad vom vorherigen Schnitt. Am einfachsten fügt man die neuen Klötze immer innen ein.
Bild Zahnluecke_3
Bild oben: Hier ist man schon bei Schnitt Nr. 20, ich rücke mir die Vorschubklötze immer jeden fünften ein, dann verzählt man sich nicht so leicht. Mittleres Bild: Die Liste für die abgeleitete Komponente ist auch schon länger geworden, weil eben mehr Abstandsklötze. Hier einfach bei gedrückter Shift-Taste auf den Namen des ersten und letzten Klotzes klicken, dann sind alle dazwischen auch markiert, dann links auf das rote Minuszeichen umschalten. Unteres Bild: Und hier sieht man den Datengrößenzuwachs. Vor allem, wenn sich die Dateigröße statt um denselben Wert und denselben Faktor ändert, hat man irgendwo was drin, was sich vermehrt. Daher möglichst keine Ebenen oder Skizzen, sondern nur Volumenkörper.
Hier geht's eigentlich nur darum, sich vorab in der Simulation anzusehen, was Einstellwerte und Werkzeugkontur am Wälzhobler hinterher als Lückenkontur abliefern werden und wer Lust hat, kann sich das mit schräg gestelltem Rad auch für Schrägverzahnungen machen. Und nicht gleich verzweifeln, sowas funktioniert manchmal nicht auf Anhieb wunschgemäß, weil man eben irgendwo einen Hund drin hat. Recht schick sind für solche Scherze Truecrypt-Container, wo die Projektdatei gleich mit drin ist, weil man die am Stück kopieren kann.
------------------
- Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
siwi91
Mitglied
Student
Beiträge: 4
Registriert: 01.12.2015 Autodesk Inventor Professional 2016
|
erstellt am: 23. Dez. 2015 11:06 <-- editieren / zitieren --> Unities abgeben:
Guten Morgen, vielen Dank für diesen wahnsinnigen Aufwand! Sieht wieder sehr anschaulich aus . Ich hoffe, dass ich in dieser Woche trotz der anstehenden Feiertage einmal die Zeit dazu finde, das Ganze selber für mich durchzuspielen. Mein bisheriger Ansatz wäre somit wohl
nutzlos, aber der Ansatz mittels Baugruppen wirkt sehr interessant. Um dennoch nicht alles über den Haufen zu werfen, würde ich gerne nochmal kurz auf meinen alten Ansatz eingehen, da mein Professor es sehr begrüßt hatte, die bereits vorhandenen Evolventen auch zu verwenden - ich habe mal eine vereinfachte .ipt angehängt, die das Prinzip hoffentlich verdeutlicht: Wenn man sich einmal den Modellbaum ansieht, wird zunächst der Kopfkreisdurchmesser extrudiert("Extrusion Kopfkreis"). Daraufhin wird eine Zahnlücke vom extrudierten Kopfkreis ("Zahnlücke bis
Grundkreis") abgezogen. Die zügehörige Skizze "Evolventenprofil" beinhaltet dabei die gleichungsgetrieben Evolventen, welche an den Grundkreisdurchmesser anschließen. Die Ausarbeitung des Fußbereichs unterhalb des Grundkreisdurchmessers soll nun mit der in Ihrem ersten Beitrag verdeutlichten Methode aus "Zahnluecke_3.ipt" erfolgen - in der zuhörigen Skizze "Hüllschnittmethode" habe ich den Vorwahlwinkel wieder auf Referenzparameter geändert, um das Werkzeugprofil verschieben zu
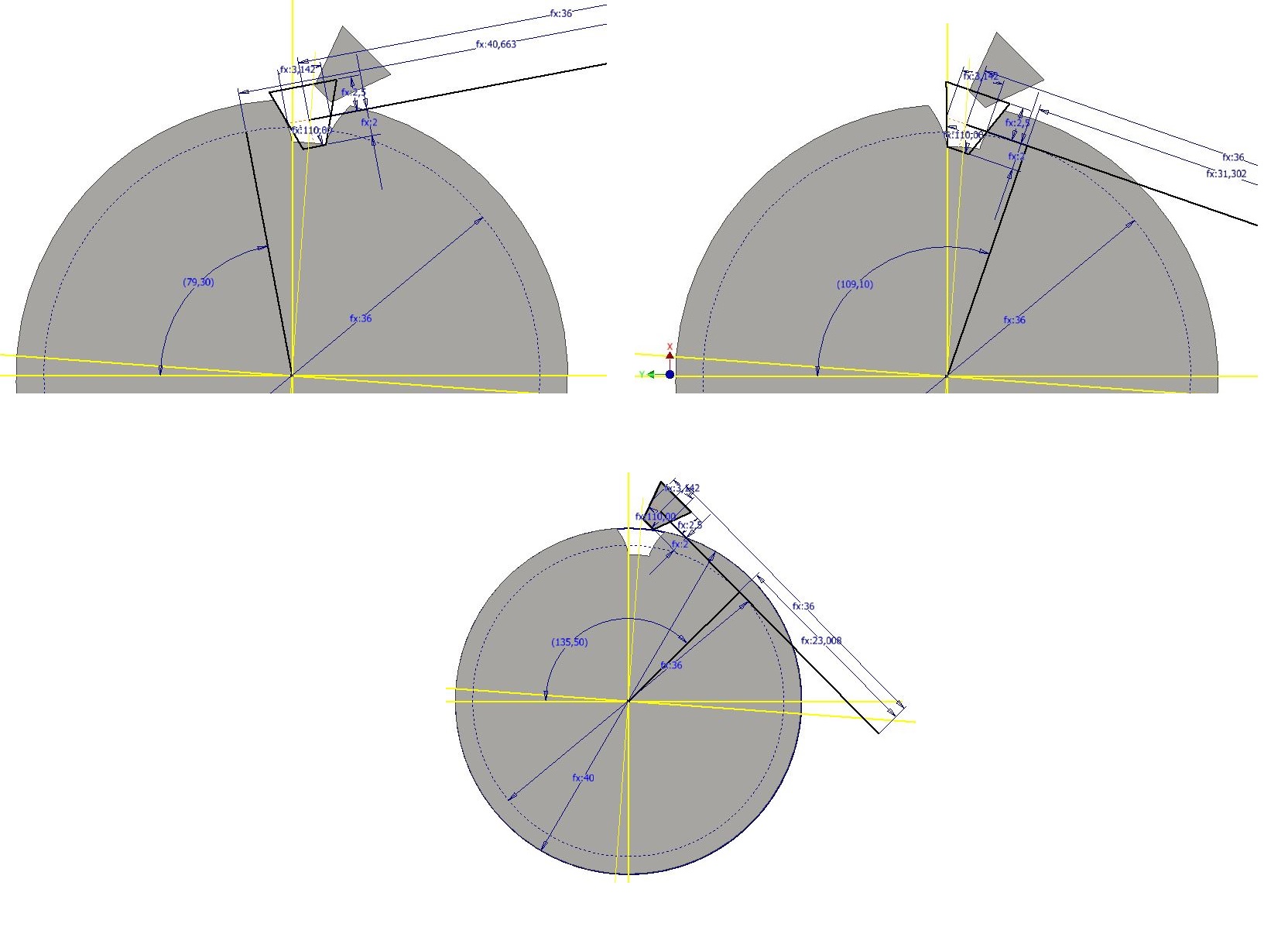
können (Anmerkung: die erste Evolvente schließt an der positiven x-Achse an - daher fluchtet die Symmetrieachse der Zahnlücke nicht mit der x-Achse und die Skizze Ihrer Methode wurde entsprechend angepasst). Durch Ziehen mit dem Mauszeiger erkennt man auch hier (wie von Ihnen geschildert), dass die Flanke erst relativ spät nach dem Eintauchen des Werkzeuges in den Kopfkreis erzeugt wird. Durch die bereits vorhandene Evolvente erkennt man zudem, dass der Rotationswinkel für die Ausarbeitung der Fußausrundung in einem vergleichsweise kleinen Bereich liegt, was den Vorteil einer geringeren Anzahl an Hüllschnitten mit sich bringen würde. Die neutrale Stellung des Werkzeugprofils liegt im Modell bei 94,15° - Das Bild "Vergleich Rotationswinkel" zeigt, dass eine Ausarbeitung der Fußausrundung zwischen Vorwahlwinkeln von etwa 79° bis 109° erfolgt (Abbildungen oben links und rechts) - also bei einer Kippung von der neutralen Stellung aus um +/- 15°. In der unteren Abbildung
taucht das Werkzeug bei 135,5° ein, was eine notwendige Verkippung von etwa +/- 40° mit sich führt. Nun zum weiteren Weg, wie er bei infolge einiger Versuche angedacht gewesen wäre: Im Hinblick auf die Modellstabilität, wäre es wahrscheinlich am sinnvollsten, die einzelnen Skizzen des rotierten Werkzeugprofils als neuen Volumenkörper zu extrudieren. Damit würden auch Skizzen, die "frei in der vorhandenen Zahnlücke liegen" stets extrudiert werden. Die einzelnen Volumenkörper könnten dann zu einem Volumenkörper kombiniert und schließlich vom Grundkörper abgezogen werden. Die Ausgangslage würde die Extrusion in der neutralen Stellung (Vorwahlwinkel = 90°) bilden. Diese Extrusion würde ich als iFeature extrahieren. Das iFeature könnte so um den Rotatitionswinkel Delta verringert/vergrößert und relativ unkompliziert eingefügt werden. Aufgrund der Symmetrie der Zahnlücke wäre es hier am sinnvollsten, den Rotationswinkel ausgehend von der neutralen Stellung nur in einem Drehsinn zu verkippen - somit kann widerum die Hälfte der benötigten Hüllschnitte durch Spiegeln an der Symmetrieachse entfallen. Im Anschluss müsste die Kurve dann noch geglättet werden. Es würde mich mal interessieren, worin hier die Vor- bzw. Nachteile liegen. Vielen Dank und schon einmal schöne Festtage! Beste Grüße
Simon Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
| Anzeige.:
Anzeige: (Infos zum Werbeplatz >>)
 |

 Foren auf CAD.de
Foren auf CAD.de



 |
|