| | |
 | Gut zu wissen: Hilfreiche Tipps und Tricks aus der Praxis prägnant, und auf den Punkt gebracht für Autodesk Produkte |
| | |
 | PDM System exakt anpassen an Anwenderforderungen (GAIN Collaboration,PDM,PDM System,PLM,PLM System) |
|
Autor
|
Thema: Abwicklungslänge nach Änderung des Biegeradius kleiner? (2990 mal gelesen)
|
Godzkilla86
Mitglied
Technischer Zeichner

   Beiträge: 457
Registriert: 23.10.2008 Programme:
AutoCAD Mech./Inventor
akt. Version
Computer:
Intel Xeon E3-1275v6
3,8 / 3,79 GHz, 32 GB Ram
Win10 Pro V 21H2
|

 erstellt am: 29. Nov. 2011 15:03
erstellt am: 29. Nov. 2011 15:03  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
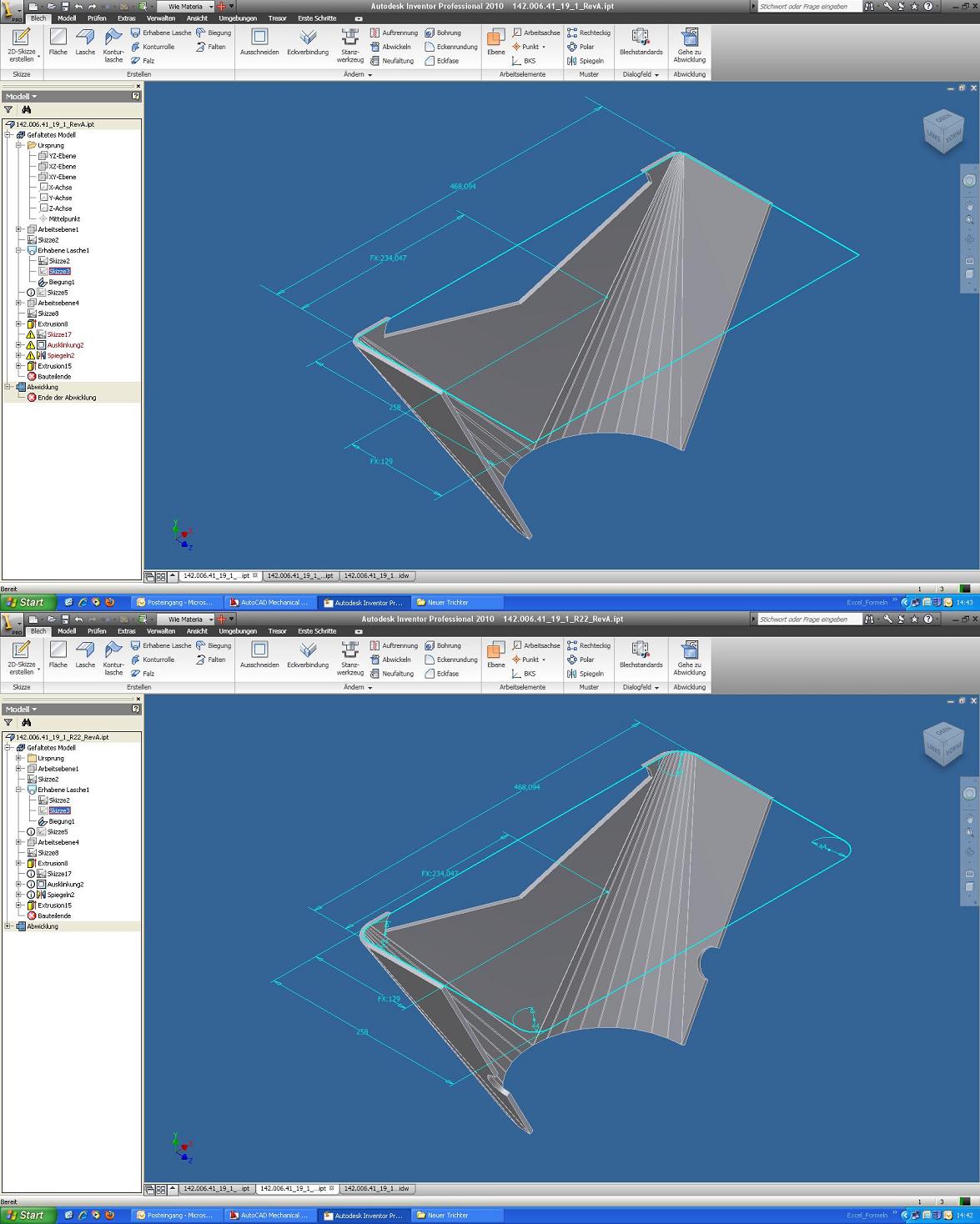
Hallo Kollegen, ich habe ein Problem mit 2 Abwicklungen von einem Trichter der oben einen Rechteckigen Einlauf und unten einen Runden Auslauf hat. Aus Fertigungstechnischen Gründen wird der Trichter aus 2 Halbschalen zusammengebaut. Auf dem Bild aus dem Anhang sieht man die 2 Varianten die ich erstellt habe. Einmal eine Version wo der Rechteckige Einlauf ganz einfach als Rechteck gezeichnet ist und dann in der 2ten Variante habe ich zu der Skizze noch R=22 Rundungen angefügt. Letztere Skizze hat den Hintergrund, dass unser Werker in der Fertigung nur auf einen Eckenradius von eben 22mm kommt und nicht wie in der ersten Skizze mit Eckigem Profil am Schluss 6mm. Kurze Zusammenfassung:
Trichter 142.006.41_19_1_RevA.ipt: Oben Rechteckig gezeichnet unten Rund ergibt einen Trichter mit dem Eckenradius am oberen Rechteck von ca. 6mm
Trichter 142.006.41_19_1_R22_RevA.ipt: Oben Rechteckig mit R22 Rundung gezeichnet und unten Rund ergibt einen Trichter mit dem Eckenradius am oberen Rechteck von ca. 22mm Die Abwicklung vom Trichter 142.006.41_19_1_RevA.ipt beträgt an der Längsten Stelle 668,8 mm
Die Abwicklung vom Trichter 142.006.41_19_1_R22_RevA.ipt beträgt an der Längsten Stelle 662,3 mm Warum ist die Abwicklung mit dem größeren Biegeradius kleiner geworden als die mit niedrigerem Biegeradius?
Ich steh da grad irgendwie voll auf dem Schlauch. Im Anhang habe ich nochmal beide Dateien und eine Gegenüberstellungszeichnung der Beiden Trichterhälften.
Ich hoffe ihr könnt mir sagen wo da der Fehler liegt.
Die Abwicklung vom Trichter Variante 2 müsste doch größer sein wegen dem größeren Biegeradius oder bring ich da was durcheinander? Und noch eine letzte Bitte die beiden Zeichnungen sind nicht perfekt, mit den ganzen skizzen und Ebenen. Da herrscht ein wenig chaos in der Modellstruktur bitte seht mir das ein wenig nach. Ich hab das Teil schon so oft ändern müssen dass ich froh bin wenn ich erst mal den Fehler finde dass die Abwicklung passt... MfGodzkilla  ------------------
meine HP Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
nightsta1k3r
Ehrenmitglied V.I.P. h.c.
plaudern

Beiträge: 11223
Registriert: 25.02.2004 Hier könnte ihre Werbung stehen!
|
erstellt am: 29. Nov. 2011 15:10 <-- editieren / zitieren --> Unities abgeben: Nur für Godzkilla86 
|
Godzkilla86
Mitglied
Technischer Zeichner
Beiträge: 457
Registriert: 23.10.2008
|
 erstellt am: 29. Nov. 2011 15:14 <-- editieren / zitieren --> Unities abgeben:
erstellt am: 29. Nov. 2011 15:14 <-- editieren / zitieren --> Unities abgeben:
|
nightsta1k3r
Ehrenmitglied V.I.P. h.c.
plaudern
Beiträge: 11223
Registriert: 25.02.2004 Hier könnte ihre Werbung stehen!
|
 erstellt am: 29. Nov. 2011 15:18 <-- editieren / zitieren --> Unities abgeben: Nur für Godzkilla86
erstellt am: 29. Nov. 2011 15:18 <-- editieren / zitieren --> Unities abgeben: Nur für Godzkilla86
|
Andreas Gawin
Ehrenmitglied V.I.P. h.c.
Blechschlosser Metallbauermeister

Beiträge: 3616
Registriert: 24.02.2006
|
erstellt am: 29. Nov. 2011 15:24 <-- editieren / zitieren --> Unities abgeben: Nur für Godzkilla86
Zitat:
Original erstellt von Godzkilla86:
Warum ist die Abwicklung mit dem größeren Biegeradius kleiner geworden als die mit niedrigerem Biegeradius?
..............
Die Abwicklung vom Trichter Variante 2 müsste doch größer sein wegen dem größeren Biegeradius oder bring ich da was durcheinander?............
Das die Abwicklung mit dem grösseren Radius kürzer ist, als die mit dem kleineren Radius ist normal. Die berechnete Abwicklung muss kürzer sein als die vorherige. Erklärung: Mit ansteigendem Biegeradius steigert sich auch die sogenannte Verkürzung. Man kann sich das so vorstellen: Vergleiche die Summe der Aussenlänge eines scharfkantigen & rechtwinkligen 20er Winkelprofiles mit der Summe der Aussenlängen eines abgekanteten Blechwinkels mit R5. Addierst Du die Einzellängen der Aussenkonturen stellst Du fest, das die Summe der Aussenlängen des scharfkantigen Winkels länger ist, als die Summe der Aussenlängen des gekanteten Winkels. Genauso verhält es sich beim Vergleich Winkel mit kleinem Biegeradius zu Winkel mit großem Biegeradius: Die Summe der Aussenlängen des Winkels mit kleinem Biegeradius ist grösser als die Summe der Aussenlängen des Winkels mit grossem Biegeradius. Andreas [Diese Nachricht wurde von Andreas Gawin am 26. Feb. 2012 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
nightsta1k3r
Ehrenmitglied V.I.P. h.c.
plaudern
Beiträge: 11223
Registriert: 25.02.2004 Hier könnte ihre Werbung stehen!
|
erstellt am: 29. Nov. 2011 15:31 <-- editieren / zitieren --> Unities abgeben: Nur für Godzkilla86
|
Godzkilla86
Mitglied
Technischer Zeichner
Beiträge: 457
Registriert: 23.10.2008
|
erstellt am: 29. Nov. 2011 15:38 <-- editieren / zitieren --> Unities abgeben:
Ok wenns schön eckig is dann is der Weg weiter als mit dem größeren Radius. Aber des macht dann so viel aus? Des sin 6 mm Unterschied. edit ok das Bild sagt wohl alles. Dann muss ich das mit der neuen Abwicklung so nochmal probieren lassen...
Ich war mir scho weng unsicher beim ersten Teil und jetzt kommt noch der vergrößerte Radius dazu und ne andere Abwicklungslänge.
Des wird aufjedenfall interessant wenn ich des dem Kundenbetreuer erklären soll warum denn des Blech jetzt auf einmal kürzer ist als vorher  ------------------
meine HP [Diese Nachricht wurde von Godzkilla86 am 29. Nov. 2011 editiert.] [Diese Nachricht wurde von Godzkilla86 am 29. Nov. 2011 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Godzkilla86
Mitglied
Technischer Zeichner
Beiträge: 457
Registriert: 23.10.2008 Programme:
AutoCAD Mech./Inventor
akt. Version
Computer:
Intel Xeon E3-1275v6
3,8 / 3,79 GHz, 32 GB Ram
Win10 Pro V 21H2
|
erstellt am: 01. Dez. 2011 14:53 <-- editieren / zitieren --> Unities abgeben:
Also unser Kantmeister hat jetzt noch einen Einfall gehabt. Und zwar war das ganze Teil nach dem Kanten 12 mm zu groß. Jetzt hab ich ihm noch einen neuen Trichter gemacht und einfach den Rechteckigen Einlass entgegen der Zeichnung 12 mm schmaler gemacht als angegeben. Er meint dass durch die vielen Drücke auf ziemlich die gleiche Stelle weitet sich das Blech und wird deswegen am Ende zu groß. Macht schon Sinn aber wir werden sehn... ------------------
meine HP Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Andreas Gawin
Ehrenmitglied V.I.P. h.c.
Blechschlosser Metallbauermeister
Beiträge: 3616
Registriert: 24.02.2006
|
erstellt am: 01. Dez. 2011 18:43 <-- editieren / zitieren --> Unities abgeben: Nur für Godzkilla86
Zitat:
Original erstellt von Godzkilla86:
.........Er meint dass durch die vielen Drücke auf ziemlich die gleiche Stelle weitet sich das Blech und wird deswegen am Ende zu groß.....
Nein, garantiert nicht. Das hat andere Gründe. Es ist bei Blechstärken von mehr als 2mm schon entscheidend, in welcher Lage exakt die Maße angezogen werden. Im Speziellen ist damit der an deinem Teil schrägliegende Querschnitt gemeint. Entsprechen die Meßpunkte wirklich auch den im Inventor vorgegebenen Skizzen? Schon beim nehmen der Kontrollmaße ist äusserste Aufmerksamkeit angeraten, sonst erhält man sofort Meßfehler.
Die Erfahrung lehrt, dass in den Eckbereichen (wo die Kantlinien sich sehr nahe sind bzw. kreutzen) eine Art "Aufbauchung" entsteht, die zu erheblichen Maßabweichungen führt. Dann wäre noch die durch viele Segmentkantungen ins Werkstück eingebrachte Spannung zu berücksichtigen, die für krumme Längskanten sorgt. Bei Bauteilen überschaubarer Größe ist realistisch, mit einer Abweichung im Bereich von +/- 1,5 Blechstärken bezogen auf die Aussenmaße zu rechnen. Das klingt zunächst nicht sonderlich gut, ist aber schon in Ordnung. Es gibt einige fertigungstechnische und auch konstruktive Möglichkeiten, um mit solchen Toleranzen problemlos hervorragend passende Teile zu fertigen. Das gehört aber weniger hierher, ist eher etwas fertigungstechnisches. Frage: Wieviele solcher Teile habt Ihr bisher gefertigt? Andreas Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |

 Foren auf CAD.de (alle Foren)
Foren auf CAD.de (alle Foren)



 |
| 

 ?
? 


