| | |
 | SchraubTec Hamburg am 15.5.2024 - der Treff für industrielle Schraubverbindungen!, eine Pressemitteilung
|
|
Autor
|
Thema: Lagertoleranz bei Bohrungen in Flucht ? (12231 mal gelesen)
|
noxx
Mitglied
Steuerzahler

   Beiträge: 801
Registriert: 13.12.2004
|

 erstellt am: 16. Jul. 2007 16:08
erstellt am: 16. Jul. 2007 16:08  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
Ich habe mehrere gleiche Bauteile die auf eine Blech geschweisst werden. Die Bauteil habe eine Bohrung in der Mitte. Durch die Bohrung kommt später ein lange Stange. Nun bin ich mir nicht 100% welcher Lagetoleranz für das Ausrichten der Bohrungen verwendet werden müssen (Bohrungen müssen nach dem schweissen in Flucht sein, damit die Stange (1mm kleiner als Bohrung) später durch alle Löcher passt) Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
carsten-3m
Mitglied
Dipl.-Ing. Mbau (Produktmanagement, Patent- und Normwesen)
Beiträge: 950
Registriert: 08.05.2007 Pro/E Wildfire 4
PDMLink
|
erstellt am: 16. Jul. 2007 16:18 <-- editieren / zitieren --> Unities abgeben: Nur für noxx 
|
Andy-UP
Moderator
Projektingenieur
    

Beiträge: 2567
Registriert: 27.10.2003
|
erstellt am: 16. Jul. 2007 16:48 <-- editieren / zitieren --> Unities abgeben: Nur für noxx
|
noxx
Mitglied
Steuerzahler
Beiträge: 801
Registriert: 13.12.2004 Win7 (i7-6920, 32gb,quadro m1000m)
NX 10
|
erstellt am: 16. Jul. 2007 17:44 <-- editieren / zitieren --> Unities abgeben:
Zitat:
Original erstellt von Andy-UP:
Besser noch: Positionstoleranz mit Bezügen in einem vollständigen Bezugssystem, welches üblicherweise aus drei zueinander senkrecht stehenden Bezugsebenen gebildet wird.Andreas
Hast Du da ein Beispiel parat? Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Bertermann
Mitglied
Leiter Solid Edge Technik
Beiträge: 558
Registriert: 12.11.2004
|
erstellt am: 16. Jul. 2007 21:18 <-- editieren / zitieren --> Unities abgeben: Nur für noxx
Hier ist Vorsicht geboten denn es treffen 2 anzuwendende Normen aufeinander. Und zwar eine für Schweißkonstruktionen (DIN ISO 13920)und eine für spanende Verfahren (DIN 2768 T1 und T2). Du musst darauf achten das Du explizit die Bohrungen in der fertigen Schweißbaugruppenzeichung tolerierst und zwar unmissverständlich und vollständig. Denn im Zweifelfall gilt die Norm mit den größeren Toleranzen! Wie vorher schon geschrieben ist die Positionstoleranz die vernünftigste.
Ausgehend davon das die Platte irgendwo aufliegt wäre die Grundfläche deine Bezugsstelle A.
Dann wählst du eine Seitenfläche und kennzeichnest sie zu B. die (wenn es sie gibt) rechtwinklig liegende dazu als C. So wäre auch die Messreihenfolge definiert. Wie man Positionstoleranzen angibt kannst Du in der neuesten Ausgabe vom Hoischen sehen. Ganz unproblematisch ist das Ganze jedoch trotzdem nicht. Da es sich um eine Schweißbaugruppe handelt und die Kanten und Flächen meist nicht ganz sauber zum messen sind. Zudem sind die Allgemeintoleranzen in Schweißkonstruktionen für Form und Lagetoleranzen IMMER nach dem Unabhängigkeitsprinzip angegeben. Das sollte man berücksichtigen. Ich gehe mal davon aus das die Bohrungen nicht nach dem Schweißen eingebracht werden können. Kannst Du nicht eine passende Stange vor dem Schweißen durch die Bohrungen schieben lassen? Daraus vielleicht eine kleine Einbauvorrichtung (-lehre) machen. Damit machst Du es dem Schweißer wesentlich einfacher. So kann er die Bauteile aufs Blech setzen und anheften. ------------------
Gruß Jörg  "Erkenne die leichteste Veränderung und den kleinsten Versuch - häufig versuchen wir, zu früh, zu viel zu erreichen." Zitat von Ray Hunt In der Ruhe liegt die Kraft [Diese Nachricht wurde von Bertermann am 17. Jul. 2007 editiert.] [Diese Nachricht wurde von Bertermann am 17. Jul. 2007 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Dän
Mitglied
Konstrukteur - Maschinenbau
Beiträge: 265
Registriert: 16.02.2007 CATIA V5 R17 SP4
Deutsche Umgebung
|
erstellt am: 17. Jul. 2007 08:00 <-- editieren / zitieren --> Unities abgeben: Nur für noxx
Ein herzliches Hallo an Alle! Ich bin der Meinung, dass die Bohrungen konzentrisch zu einander bemaßt werden sollten. Das ist ja eigendlich auch das, was gefordert ist. Als Basis würde ich die erste Bohrungsachse (und ev. noch die Fläche auf der die Bohrung liegt) benennen und alle Bohrungen mit einer Konzentrizität von "Durchmesser"0,5mm dazu tolerieren. Was hällt ihr denn davon?? ------------------
MfG
Daniel  Kein Grund zur Sorge, in der Release 1001 ist dann alles in Ordnung. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Bertermann
Mitglied
Leiter Solid Edge Technik
Beiträge: 558
Registriert: 12.11.2004
|
erstellt am: 17. Jul. 2007 08:16 <-- editieren / zitieren --> Unities abgeben: Nur für noxx
Zitat:
Original erstellt von Dän:
Ein herzliches Hallo an Alle!Ich bin der Meinung, dass die Bohrungen konzentrisch zu einander bemaßt werden sollten. Das ist ja eigendlich auch das, was gefordert ist.
Die Positionstoleranz entspricht ebenfalls der Anforderung  Zitat:
Original erstellt von Dän:
Als Basis würde ich die erste Bohrungsachse (und ev. noch die Fläche auf der die Bohrung liegt) benennen und alle Bohrungen mit einer Konzentrizität von "Durchmesser"0,5mm dazu tolerieren.
Eine Fläche kann bei Orttoleranzen nichtfür den Bezug oder das tolerierte Element herangezogen werden. Nur Achsen bzw. Mittelpunkte.
der Toleranzwert wäre in dem Fall auch falsch. Er müsste (wie auch bei der Positioinstoleranz) 1mm lauten. Denn der maximale Versatz bei Orttoleranzen entspricht der halben Toleranz. Der Vorteil der Positionstoleranz gegenüber der Koaxilität ist die zu bildende Bezugstelle. Bei der Positonstolerierung kann ich eine Bezugskante verwenden. Das fällt dem Schweißer einfacher als eine zylindrische Bohrung aus der der Schweißer die Achse bilden müsste. Mein Vorschlag wäre immer noch mittels einer geringfügig im Durhcmesser abweichende Stange eine Art Vorrichtung zu bauen um die Bauteile sozusagen aufzufädeln und dann vor dem Schweißen anzuheften. Da würde sich der Schweißer leichter tun
------------------
Gruß Jörg "Erkenne die leichteste Veränderung und den kleinsten Versuch - häufig versuchen wir, zu früh, zu viel zu erreichen." Zitat von Ray Hunt In der Ruhe liegt die Kraft Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Dän
Mitglied
Konstrukteur - Maschinenbau
Beiträge: 265
Registriert: 16.02.2007 CATIA V5 R17 SP4
Deutsche Umgebung
|
erstellt am: 17. Jul. 2007 09:37 <-- editieren / zitieren --> Unities abgeben: Nur für noxx
Zitat:
Original erstellt von Bertermann:Eine Fläche kann bei Orttoleranzen nichtfür den Bezug oder das tolerierte Element herangezogen werden. Nur Achsen bzw. Mittelpunkte.
der Toleranzwert wäre in dem Fall auch falsch. Er müsste (wie auch bei der Positioinstoleranz) 1mm lauten. Denn der maximale Versatz bei Orttoleranzen entspricht der halben Toleranz. [/B]
Zum Bezug:
Das mit dem Bezug stimmt nicht ganz. Wenn eine Bohrungslänge kleiner als etwa 1xD ist, ist die daraus abgeleitete Achse nicht gerade geeignet als Bezug.
Ich hätte deshalb als Bezug A die Fläche gewählt, auf der gebohrt wird und als Bezug B die Bohrungsachse. Als bildliches Beispiel kann man sich ein Backenfutter einer Drehmaschiene vorstellen. Wenn man ein Teil einspannt, legt man es zuerst mit der Stirnfläche an die Backen und spannt es dann auf dem Durchmesser. Die selbe Vorgehensweise muss man sich mit dem oben angeführten Bezug vorstellen. Daraus erhällt man dann eine Achse, die sehr wohl zur Tolerierung einer Konzentrizität hergenommen werden kann. Zur Toleranz:
Wenn ich es richtig verstehe sind es mehr als nur zwei Bohrungen. Gehen wir von einer Toleranz von "Durchmesser"1mm aus. Daraus folgt eine Abweichung von 0,5mm auf eine Seite
Die erste Bohrung stellen wir uns als Bezug vor.
Die zwiete Bohrung kann nun um 0,5mm nach links verschoben sein.
Die dritte Bohrung um 0,5mm nach rechts.
Die Bohrungen sind 1mm größer als die Stange.
Wir sind also im Moment auf 0mm Spalt.
Wenn nun noch die Toleranz von Bohrung und Stange dazukommen.  Deshalb bin ich unter 1mm gegangen. Ob 0,5mm richtig ist kann ich aber auch nicht sagen. Aber man sollte nicht die anderen Toleranzen auser Acht lassen. ------------------
MfG
Daniel Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
noxx
Mitglied
Steuerzahler
Beiträge: 801
Registriert: 13.12.2004
|
erstellt am: 17. Jul. 2007 09:42 <-- editieren / zitieren --> Unities abgeben:
Habe mal ein Bild angehängt, damit man sieht worum es geht. Das der Schweisser die Teile später mit einer Stange zentrieren kann, ist ok. Sowas in einer Zeichnung mit Form -und Lagetoleranzen darzustellen, schon etwas schwieriger. Vielleicht guckt Ihr Euch das nochmal an. Danke und Gruss Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Bertermann
Mitglied
Leiter Solid Edge Technik
Beiträge: 558
Registriert: 12.11.2004 Windows 10,
Solide Edge V20 - SE2022,<P>DELL Precision P5550
|
erstellt am: 17. Jul. 2007 09:54 <-- editieren / zitieren --> Unities abgeben: Nur für noxx
Zitat:
Original erstellt von Dän:
Zum Bezug:
Das mit dem Bezug stimmt nicht ganz. Wenn eine Bohrungslänge kleiner als etwa 1xD ist, ist die daraus abgeleitete Achse nicht gerade geeignet als Bezug.
Woher hast Du das mit dem "< 1xD" her?
Eine Mantelfläche eines Zylinders ist ja nur im Idealfall "Rund". Deshalb muss dafür die Achse mittels Prüfdorn ermittelt werden. Denn nur die Achse ist Ideal-Rund.
@noxx: nachdem ich Dein Bild gesehen habe, tendiere ich zum Bau einer kleinen Schweißvorrichtung. So wie ich es vorher schon geschrieben habe. ich glaube Du tust dem Schweißer sonst keinen Gefallen.
------------------
Gruß Jörg "Erkenne die leichteste Veränderung und den kleinsten Versuch - häufig versuchen wir, zu früh, zu viel zu erreichen." Zitat von Ray Hunt In der Ruhe liegt die Kraft Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Dän
Mitglied
Konstrukteur - Maschinenbau
Beiträge: 265
Registriert: 16.02.2007 CATIA V5 R17 SP4
Deutsche Umgebung
|
erstellt am: 17. Jul. 2007 09:55 <-- editieren / zitieren --> Unities abgeben: Nur für noxx
Auch wenn ich mir hier keine Freunde mache  , für mich sieht das klar nach einer Konzentrizität aus. Außer die Position der Stange ist auch sehr genau. Also, dass sie z.B.: parallel zur Außenkante stehen muss. Aber das kann ich mir mit dem Bild nicht vorstellen. ------------------
MfG
Daniel Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Bertermann
Mitglied
Leiter Solid Edge Technik
Beiträge: 558
Registriert: 12.11.2004
|
erstellt am: 17. Jul. 2007 10:02 <-- editieren / zitieren --> Unities abgeben: Nur für noxx
Zitat:
Original erstellt von Dän:
Auch wenn ich mir hier keine Freunde mache , für mich sieht das klar nach einer Konzentrizität aus. Außer die Position der Stange ist auch sehr genau. Also, dass sie z.B.: parallel zur Außenkante stehen muss. Aber das kann ich mir mit dem Bild nicht vorstellen.
Du kennst aber Sinn, Anwendung und Vorteile von Positionstoleranzen, oder? ------------------
Gruß Jörg "Erkenne die leichteste Veränderung und den kleinsten Versuch - häufig versuchen wir, zu früh, zu viel zu erreichen." Zitat von Ray Hunt In der Ruhe liegt die Kraft Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Dän
Mitglied
Konstrukteur - Maschinenbau
Beiträge: 265
Registriert: 16.02.2007 CATIA V5 R17 SP4
Deutsche Umgebung
|
erstellt am: 17. Jul. 2007 10:03 <-- editieren / zitieren --> Unities abgeben: Nur für noxx
Zitat:
Original erstellt von Bertermann:
Woher hast Du das mit dem "< 1xD" her?
Eine Mantelfläche eines Zylinders ist ja nur im Idealfall "Rund". Deshalb muss dafür die Achse mittels Prüfdorn ermittelt werden. Denn nur die Achse ist Ideal-Rund.
Natürlich ist die Mantelfläche nicht ideal, das ist auch nicht nötig bei der bestimmung der Achse.
Die Achse kann aber so liegen, dass sie nicht rechtwinklich zur Bohrungsfläche steht. Bei kurzen Bohrungen tritt dieser Fehler eher auf und ist auch dadurch stärker zu berücksichtigen. Deshalb mein Vorschlag mit dem Bezug. Zudem wird die Achse in unserem Fall sehr verlängert.
Als Bezug könnte man deshalb auch eine gemeinsame Achse "A-B" nehmen. Als Bezug A die Achse von der ersten Bohrung und als Bezug B die Achse der letzten Bohrung. Wenn ich mir das Bild nochmal ansehe, währe das sogar noch besser.
------------------
MfG
Daniel Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Dän
Mitglied
Konstrukteur - Maschinenbau
Beiträge: 265
Registriert: 16.02.2007 CATIA V5 R17 SP4
Deutsche Umgebung
|
erstellt am: 17. Jul. 2007 10:06 <-- editieren / zitieren --> Unities abgeben: Nur für noxx
Zitat:
Original erstellt von Bertermann:
Du kennst aber Sinn, Anwendung und Vorteile von Positionstoleranzen, oder?
Ich hoffe schon.  Natürlich kann ich mich teuschen. Aber wenn man nur das Problem (die Stange muss durch die Bohrungn) im Auge behällt ist eine Positionstoleranz übertoleriert. Man breuchte keine Lehrer um zu schwießen, sondern nur die Stange durchschieben. ------------------
MfG
Daniel [Diese Nachricht wurde von Dän am 17. Jul. 2007 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Bertermann
Mitglied
Leiter Solid Edge Technik
Beiträge: 558
Registriert: 12.11.2004
|
erstellt am: 17. Jul. 2007 10:14 <-- editieren / zitieren --> Unities abgeben: Nur für noxx
Zitat:
Original erstellt von Dän:
Ich hoffe schon. Natürlich kann ich mich teuschen. Aber wenn man nur das Problem (die Stange muss durch die Bohrungn) im Auge behällt ist eine Positionstoleranz übertoleriert.
Nein, gerade das ist sie durch Positionstolerierung nicht. Zum Bezug der Bohrung: Sollte die Formabweichung der Bohrung konisch sein muss der Mittelwert der 2 Endlagen mittels Prüfdorn ermittelt werden. Und genau hier steckt ja das Problem bei der Konzetrischen Tolerierung. Sie ist in diesem Fall nur mit größerem Aufwand messbar. Die Positionstolerierung hingegen ist gerade dann einfacher anzuwenden wenn eine Toleranz für mehrere Elemente gilt. ------------------
Gruß Jörg "Erkenne die leichteste Veränderung und den kleinsten Versuch - häufig versuchen wir, zu früh, zu viel zu erreichen." Zitat von Ray Hunt In der Ruhe liegt die Kraft Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Dän
Mitglied
Konstrukteur - Maschinenbau
Beiträge: 265
Registriert: 16.02.2007 CATIA V5 R17 SP4
Deutsche Umgebung
|
erstellt am: 17. Jul. 2007 10:24 <-- editieren / zitieren --> Unities abgeben: Nur für noxx
Zitat:
Original erstellt von Bertermann:
Zum Bezug der Bohrung: Sollte die Formabweichung der Bohrung konisch sein muss der Mittelwert der 2 Endlagen mittels Prüfdorn ermittelt werden. Und genau hier steckt ja das Problem bei der Konzetrischen Tolerierung. Sie ist in diesem Fall nur mit größerem Aufwand messbar.
Dem Einwand, das die Konzentrizität mit der Bezugsachse "A-B" schwerer zu messen ist, kann ich nur zustimmen. Sie entspricht aber eher der Problemlösung und ist leichter zu fertigen. Und grundsätzlich lautet die Regel zum tolerieren
1. Konstruktionsgerecht
2. Fertigungsgerecht
3. Prüfgerecht Die Positionstoleranz halte ich zu umständlich zu fertigen. Und wenn die Stange durch alle Bohrungen passt prüft ja sowieso keiner die Konzentrizität nach. ------------------
MfG
Daniel Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Bertermann
Mitglied
Leiter Solid Edge Technik
Beiträge: 558
Registriert: 12.11.2004
|
erstellt am: 17. Jul. 2007 10:41 <-- editieren / zitieren --> Unities abgeben: Nur für noxx
Zitat:
Original erstellt von Dän:
Und grundsätzlich lautet die Regel zum tolerieren
1. Konstruktionsgerecht
2. Fertigungsgerecht
3. PrüfgerechtDie Positionstoleranz halte ich zu umständlich zu fertigen. Und wenn die Stange durch alle Bohrungen passt prüft ja sowieso keiner die Konzentrizität nach.
Naja, grundsätzlich lauten die Regeln:
1. Funktionserfüllung
2. Montierbarkeit
3. Herstellbarkeit
4. Austauschbarkeit
5. Messbarkeit
6. Prüfbarkeit. D.h. Priorität hat die Funktionsfähigkeit des Teiles. Die funktionsgerechte Tolerierung geht vor der fertigungsgerechten und diese wieder vor der prüfgerechten. Vielleicht meinst Du ja mit "konstruktionsgerecht" auch Funktionsfähig... dann hätte ich Dich missverstanden. Aber in einem wiederspreche ich Dir, die Positionstolerierung ist in ihrer Anwendung einfacher als die Konzentrizität. Aber man kann hier noch Stunden drüber diskutieren, letztendlich würde ich da auch ne Stange durchschieben, anheften und fertig. ------------------
Gruß Jörg "Erkenne die leichteste Veränderung und den kleinsten Versuch - häufig versuchen wir, zu früh, zu viel zu erreichen." Zitat von Ray Hunt In der Ruhe liegt die Kraft [Diese Nachricht wurde von Bertermann am 17. Jul. 2007 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
noxx
Mitglied
Steuerzahler
Beiträge: 801
Registriert: 13.12.2004 Win7 (i7-6920, 32gb,quadro m1000m)
NX 10
|
erstellt am: 17. Jul. 2007 10:46 <-- editieren / zitieren --> Unities abgeben:
|
Dän
Mitglied
Konstrukteur - Maschinenbau
Beiträge: 265
Registriert: 16.02.2007 CATIA V5 R17 SP4
Deutsche Umgebung
|
erstellt am: 17. Jul. 2007 10:54 <-- editieren / zitieren --> Unities abgeben: Nur für noxx
Zitat:
Original erstellt von Bertermann:
Vielleicht meinst Du ja mit "konstruktionsgerecht" auch Funktionsfähig... dann hätte ich Dich missverstanden.
Aber man kann hier noch Stunden drüber diskutieren, letztendlich würde ich da auch ne Stange durchschieben, anheften und fertig.
Konstruktionsgerecht = Funktionsfähig Du hasst aber absolut recht, unsere Diskusion dreht sich im Moment im Kreis.  Das liegt sicher daran, dass es nicht DIE Lösung für ein Problem gibt. Und wie du schon gesagt hast: "Letztendlich würde ich da auch ne Stange durchschieben, anheften und fertig."  ------------------
MfG
Daniel Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Bertermann
Mitglied
Leiter Solid Edge Technik
Beiträge: 558
Registriert: 12.11.2004
|
erstellt am: 17. Jul. 2007 11:11 <-- editieren / zitieren --> Unities abgeben: Nur für noxx
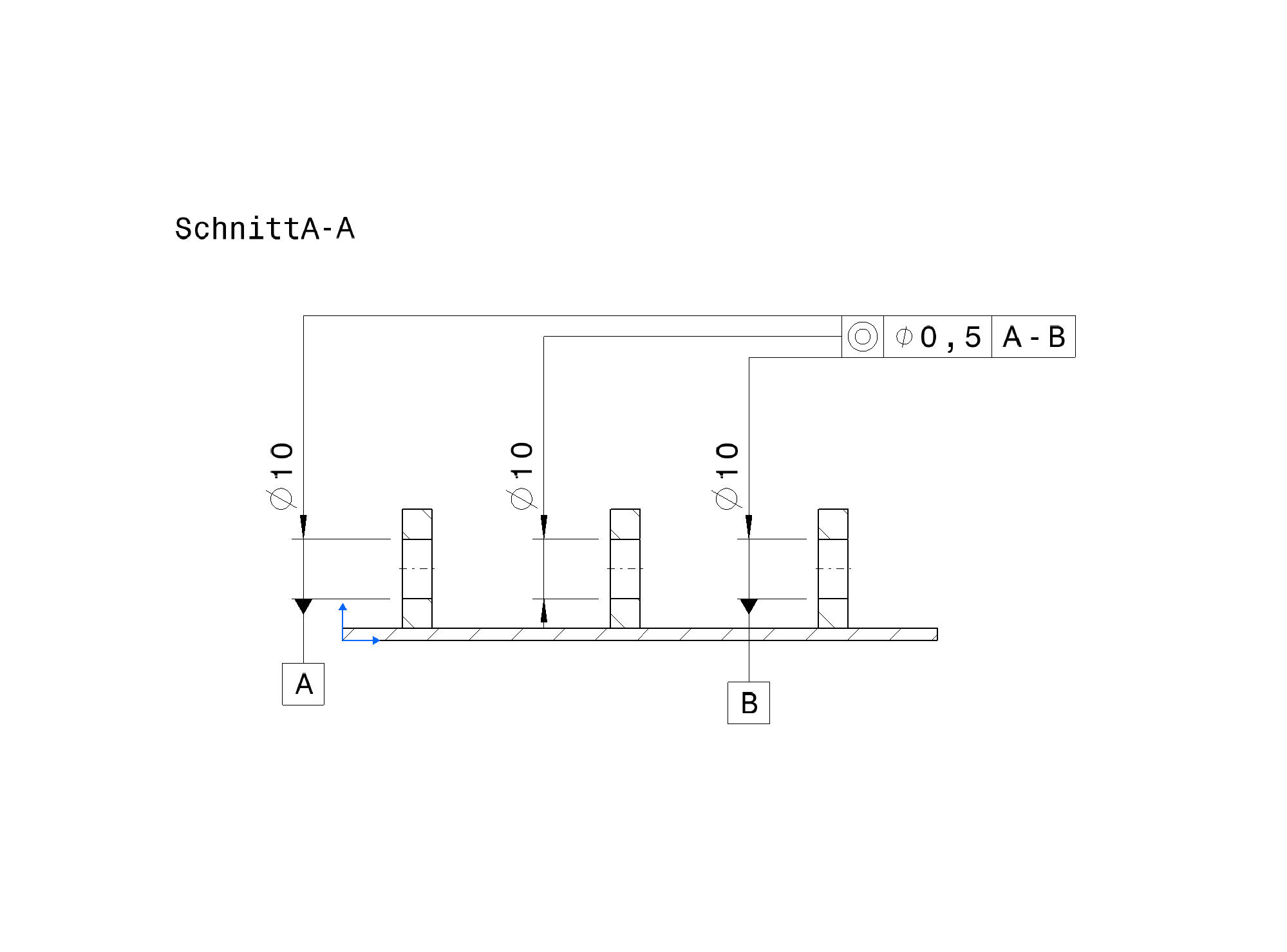
So könnte es funktionsgerecht aussehen... ------------------
Gruß Jörg "Erkenne die leichteste Veränderung und den kleinsten Versuch - häufig versuchen wir, zu früh, zu viel zu erreichen." Zitat von Ray Hunt In der Ruhe liegt die Kraft Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Dän
Mitglied
Konstrukteur - Maschinenbau
Beiträge: 265
Registriert: 16.02.2007 CATIA V5 R17 SP4
Deutsche Umgebung
|
erstellt am: 17. Jul. 2007 11:16 <-- editieren / zitieren --> Unities abgeben: Nur für noxx
Zitat:
Original erstellt von noxx:
Ein Bild würde mehr sagen als 1000 Worte ! 
Anbei mein Vorschlag zur Konzentrizität. Ohne Wertung, ob das nun besser oder schlechter ist als die Position. ------------------
MfG
Daniel Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Lamda
Mitglied
Werkzeugkonstrukteur
Beiträge: 43
Registriert: 22.08.2006
|
erstellt am: 04. Sep. 2007 13:49 <-- editieren / zitieren --> Unities abgeben: Nur für noxx
Hallo zusammen, ich würde das genau so tolerieren wie das Bild von Bertelman aussagt, allerdings ist durch die Grundtoleranz der Bemaßung der Bezug eindeutig festgelegt, dh. das A und B überflüssig. bei 3 gleichen Teilen jedesmal den Durchmesser zu bemaßen und zu tolerieren halte ich für zu aufwändig ,wenn die Lage der gemeinsamen Achse aber nicht auschlaggebend ist, für trotzdem richtig. zu einem anderen Aspekt, die Schweißer wissen am besten wie sie das zusammen braten können (zumindest sollten sie das wissen), ich mache so wenig wie möglich Vorschriften, wie der Fertiger das zu fertigen hat. MfG Lamda Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |

 Foren auf CAD.de (alle Foren)
Foren auf CAD.de (alle Foren)



 |
|