| | |  | Gut zu wissen: Hilfreiche Tipps und Tricks aus der Praxis prägnant, und auf den Punkt gebracht für NX |
|
Autor
|
Thema: CAM-Programmierung 4-Achs-Fräsen (1816 mal gelesen)
|
Masterchief3000
Mitglied
Student

   Beiträge: 26
Registriert: 09.11.2012 NX8
|

 erstellt am: 09. Jan. 2014 09:55
erstellt am: 09. Jan. 2014 09:55  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
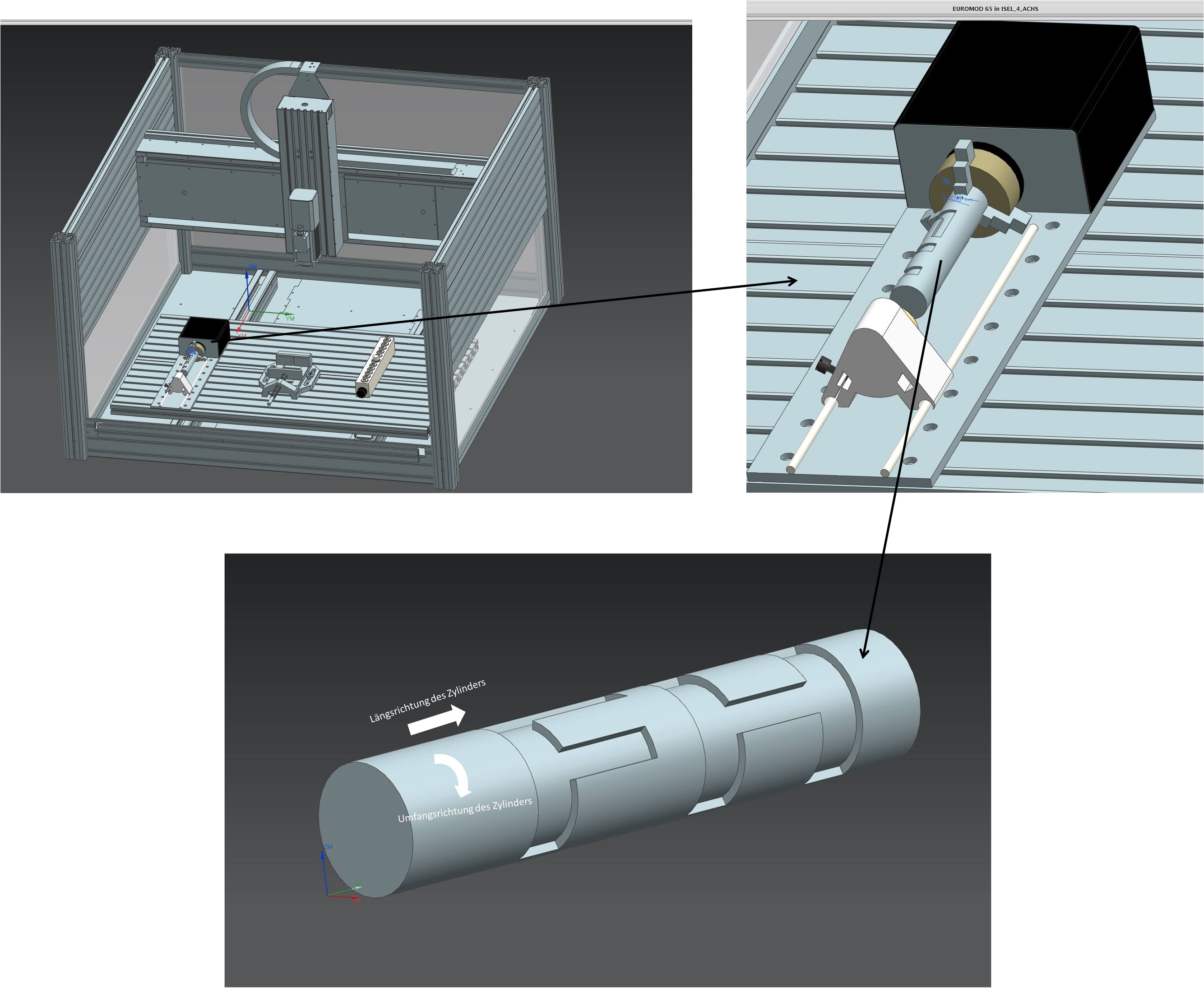
Hallo CAM-Gemeinde, nachdem ich im vergangenen Jahr nicht auf den Umgang mit CAM-Software angewiesen war, hat es mich zu Beginn dieses Jahres doch wieder getroffen. Allerdings bezieht sich mein Problem diesmal auf den Umgang mit NX8 CAM. Mein Problem ist das Folgende: Ich möchte mit Hilfe von NX8 CAM einen Fräsvorgang auf einer 4-achsigen Fräse simulieren. Die Fräse habe ich bereits einsatzbereit zur Simulation. Das Werkstück habe ich als Screenshot angehängt, es ist ein einfacher Zylinder, auf dessen Umfang ein Schriftzug ausgefräst werden soll. Hierzu ist der Zylinder auf einer Art Drehbank auf dem Maschinentisch eingespannt, welche die vierte Achse darstellt. Grundsätzlich funktioniert das in der Simulation auch.
Allerdings bringt mich derzeit die einfache Erstellung/Programmierung der korrekten Verfahrwege in NX komplett durcheinander. Mein Problem sind unterschiedliche Vorschubgeschwindigkeiten in den verschiedenen Achsen. So habe ich bei einer Fräsung in Umfangsrichtung des Zylinders eine viel langsamere Vorschubgeschwindigkeit, als bei einer Fräsung in Längsrichtung des Zylinders. Auch hat eine Veränderung der Vorschubgeschwindigkeiten in den entsprechenden NX-Menüs komischerweise keinerlei Einfluss auf die Geschwindigkeit in der Simulation. Kombiniere ich beide Richtungen tritt die Problematik nicht auf. Habt Ihr eine Ahnung woran dies liegen kann? Was mache ich falsch? Langsam aber sicher gehen mir die Ideen aus, Unterlagen oder Lehrbücher zu dem Thema finde ich verständlicherweise nicht. Ein entsprechender Lehrgang oder eine Schulung steht leider auch nicht zur Debatte. Im Voraus vielen Dank.
Gruß,
Masterchief3000
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Rainer Schulze
Ehrenmitglied V.I.P. h.c.
Dipl.-Ing. im Ruhestand
Beiträge: 4419
Registriert: 24.09.2012
|
erstellt am: 09. Jan. 2014 10:29 <-- editieren / zitieren --> Unities abgeben: Nur für Masterchief3000 
>>So habe ich bei einer Fräsung in Umfangsrichtung des Zylinders eine viel langsamere Vorschubgeschwindigkeit, als bei einer Fräsung in Längsrichtung des Zylinders. Auch hat eine Veränderung der Vorschubgeschwindigkeiten in den entsprechenden NX-Menüs komischerweise keinerlei Einfluss auf die Geschwindigkeit in der Simulation. Sieht so aus, als würde der Postprozessor Deine Absicht nicht verstehen und mit voreingestellten Standardwerten arbeiten. Um auszuschliessen, dass der Fehler beim Simulator liegt:
Hast Du mal geprüft, ob eine Änderung des Vorschubs im Maschinencode zu sehen ist?
Der Satz aber verblüfft mich: Kombiniere ich beide Richtungen tritt die Problematik nicht auf. Ist denn der Postprozessor konkret für die Maschine angepasst worden?
Wurde der Postprozessor schon einmal unter NX8 geprüft?
Und ist Deine Software auf dem aktuellen Stand oder arbeitest Du mit einer fehlerträchtigen "Erstausgabe"?
(Hilfe -> NX-Protokolldatei, Ausführliche Versionsnummer)
Aktueller Stand ist NX8.0.3.4MP7
------------------
Rainer Schulze Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Masterchief3000
Mitglied
Student
Beiträge: 26
Registriert: 09.11.2012 NX8
|
erstellt am: 09. Jan. 2014 11:14 <-- editieren / zitieren --> Unities abgeben:
Hallo Rainer, vielen Dank für die schnelle Antwort. Postprozessor ist ein gutes Stichwort, den hatte ich vergessen durchlaufen zu lassen. Absoluter Rooky-Mistake, sorry... Ja, im Maschinencode ist die Änderung des Vorschubes zu sehen, ich gehe also davon aus dass der Postprozessor funktioniert. Auch habe ich den Postprozessor speziell auf die Maschine angepasst, auch in NX8 wurde er schon verwendet. Bis auf dies Geschichte mit den Vorschüben klappt es auch. Jetzt funktioniert die Simulation auch so wie sie soll, allerdings nur beim ersten Versuch. Wenn ich danach eine Änderung an meinen Verfahrwegen vornehme, diese Erzeuge und dann die CNC-Befehle mit dem Postprozessor generiere, funktioniert die Simulation wieder nicht richtig. Dann habe ich wieder unterschiedliche Vorschubgeschwindigkeiten... Irgendwo hab ich noch nen Denkfehler, fällt dir noch etwas ein? Erneut vielen Dank. Gruß,
Masterchief Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |

| | Zerspanungsmechaniker / Industriemechaniker / Werkzeugmechaniker / CNC-Dreher (m/w/d) | Arbeitgeber: WE-MA Werkzeug- und Maschinenbau GmbH
Einsatzort: 21447 Handorf Wir sind ein Familienunternehmen, das seit über 53 Jahren erfolgreich im Bereich Werkzeug- und Maschinenbau als Auftrags- & Lohnfertiger tätig ist. Wir fertigen Teile, z.B. für Maschinen, Flurförderzeuge, Pumpen, LKW & PKW-Ersatzteile, Baumaschinen, medizinische Geräte, Spezialwerkzeuge, hochwertige Gartenmöbel und vieles mehr.... | | Anzeige ansehen | Feste Anstellung |
|
Rainer Schulze
Ehrenmitglied V.I.P. h.c.
Dipl.-Ing. im Ruhestand
Beiträge: 4419
Registriert: 24.09.2012
|
erstellt am: 09. Jan. 2014 11:47 <-- editieren / zitieren --> Unities abgeben: Nur für Masterchief3000
>>Irgendwo hab ich noch nen Denkfehler, fällt dir noch etwas ein? Da musst Du leider auf die CAM-Gurus warten.
Als Systemadministrator habe ich nur beschränkte Kenntnisse der CAM-Programmierung.
Aber ohne den Aufbau Deines Programms zu kennen, ist das ohnehin der berüchtigte "Blick in Glaskugel".
------------------
Rainer Schulze Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
| Anzeige.:
Anzeige: (Infos zum Werbeplatz >>)
 |

 Foren auf CAD.de (alle Foren)
Foren auf CAD.de (alle Foren)



 |
|