| | |
 | Leitfaden für die Materialauswahl im Spritzguss, ein Fachartikel
|
|
Autor
|
Thema: an 45° Schräge fräsen und bohren - Aufruf Lg? (6567 mal gelesen)
|
pelzi124
Mitglied
Techniker
   Beiträge: 5
Registriert: 02.02.2009
|

 erstellt am: 02. Feb. 2009 22:22
erstellt am: 02. Feb. 2009 22:22  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
Hallo ich brauche Eure Hilfe !!!! Habe vor kurzem einen neuen Job angefangen und soll nach einer längeren Auszeit wieder eine 840D Steuerung programmieren. Das nachfolgende Programm und so aufgebaut, dass eine Nute in X- / X+ in G17 herstellen werden kann.
Jetzt brauche ich aber das gleiche Programm unter einem Winkel -45° (der Winkelkopf ist nicht NC-steuerbar - manuell).
Meine Frage: Wie bekomme ich eine Verdrehung um -45° und gleichzeitig die Längenverrechnung der Werkzeuge.
Meine Unterlagen geben den Befehl: CUT2D - bohren und CUT2DF - fräsen an. Weis aber nicht wie ich es beschreiben muß! Version der S>teuerung ist 4..... ???? ca. 2002 Kann mir einer helfen. Gruß
pelzi124 %_N_SNUTE100P9MOD_MPF
;$PATH=/_N_WKS_DIR/_N_SNUTE100P9_WPD
;
;
N1 ROT
N2 G00 G19
; Grundblock
N3 $TC_CARR1[1]=0 ;x-wert fuer l1
N4 $TC_CARR2[1]=0 ;y-wert fuer l1
N5 $TC_CARR3[1]=0 ;z-wert fuer l1
N6 $TC_CARR4[1]=0 ;x-wert fuer l2
N7 $TC_CARR5[1]=0 ;x-wert fuer l2
N8 $TC_CARR6[1]=0 ;z-wert fuer l2
N9 $TC_CARR7[1]=0 ;x-komponente der Drehachse v1,1 oder0
N10 $TC_CARR8[1]=0 ;y-komponente der Drehachse v1
N11 $TC_CARR9[1]=1 ;z-komponente der Drehachse v1
N12 $TC_CARR10[1]=0 ;x-komponente der Drehachse v2
N13 $TC_CARR11[1]=0 ;y-komponente der Drehachse v2
N14 $TC_CARR12[1]=0 ;z-komponente der Drehachse v2
;
;
N15 T8 S318 F239
N16 G0 G53 V0
N17 G53 Y0
N18 M06
N19 MSG("T8, ECKMESSERKOPF, D80")
N20 STOPRE
; N21 $TC_CARR13[1]=180 ;Drehwinkel 180= x+
;
N21 $TC_CARR13[1]=0 ;Drehwinkel 0= x-
;
N22 TCOABS TCARR=1
N23 G54
N24 TRANS
N25 ;---SCHRUPPEN--- VOR 99,40 MM BREIT UND 19 MM TIEF = 0,3 MM AUFMASS/SEITE:
N26 X+5 D1
N27 X-4
N28 M3
N29 SCHR:
N30 G0 V163 Y0
N30 G0 V63 Y0
N31 M8
N32 G1 G41 G64 Y-49.7
N33 V-430
N34 Y+49.7
N35 V63
N36 G0 G40 G60 Y0
N37 ENDLABEL:
N38 ;------
N39 X-8
N40 REPEAT SCHR
N41 ;------
N42 X-12
N43 REPEAT SCHR
N44 ;------
N45 X-16
N46 REPEAT SCHR
N47 ;------
N51 X-19
N52 REPEAT SCHR
N53 V300
N54 M0 ;MESSEN
N55 G0 X-19
N56 Y0
N57 V63 M03
N58 ;---GRUND SCHL.--- = 19.65 MM TIEF
N59 X-19.65
N60 G1 G41 G64 Y-49.7
N61 V-430
N62 Y+49.7
N63 V63
N64 G0 G40 G60 Y0
N65 G0 X+5
N66 M05
;
;
N67 T9 S404 F404
N68 G0 G53 V0
N69 G53 Y0
N70 M06
N71 MSG("T9, Heli_Fraeser, D63")
N72 STOPRE
; N73 $TC_CARR13[1]=180 ;Drehwinkel 180= x+
;
N73 $TC_CARR13[1]=0 ;Drehwinkel 0= x-
;
N74 TCOABS TCARR=1
N75 ;---SCHLICHTEN--- NUTENBREITE= FTG-MASS 99.92 MM - MESSEN:
N76 G0 X+5 D1
N77 M3
N30 G0 V163 Y0
N78 V63 Y0
N79 X-19.55
N80 G1 G41 G64 Y-49.96
N81 V-430
N82 Y+49.96
N83 V63
N84 G0 G40 G60 Y0
N85 X+5
N86 M05
;
N87 T0
N88 G0 G53 V0
N89 G53 Y0
N90 M06
N91 ROT
N92 M30 Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
MartinKern
Mitglied
Mischung Konstrukteur/Werkzeugmacher

Beiträge: 865
Registriert: 30.10.2002 AIS2025
Win 10 pro
64 Bit
*************************
Siemens 828D
Step4
|
erstellt am: 03. Feb. 2009 19:33 <-- editieren / zitieren --> Unities abgeben: Nur für pelzi124 
Hallo! Könnte es funktionieren mit dem Befehl AROT? Ich weiß nicht genau was du vorhast, aber ich denke mir, du möchtest eine Nut schief in der Ebene fräsen. Bzw. die Ebene drehen. Das sollte IMHO mit AROT Y45 funktionieren. Wenn ich morgen Zeit habe, teste ich das mal. mit AROT Y45 funktionieren. Wenn ich morgen Zeit habe, teste ich das mal. Kannst du eventuell eine Skizze anhängen? Gruß,
Martin
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
pelzi124
Mitglied
Techniker
Beiträge: 5
Registriert: 02.02.2009
|
erstellt am: 03. Feb. 2009 20:52 <-- editieren / zitieren --> Unities abgeben:
Hey, erstmal Danke für die schnelle Antwort. Richtig ist, dass eine Nute mit einem ,von Hand eingerichteter Winkelkopf, unter einem Winkel von -45° gefräst werden soll. ZUsätzlich bohren und Gewinde usw.
Meine Bohrachse ist hier die V-Achse (Z ist hier der Tisch an der Maschine.
Mein Problem ist nicht nur die Verdrehung sondern auch die Werkzeuglängen-Verrechnung. Bisher führte die Maschine nach meinen Test die Längenk. in beiden X+Y Achsen gleichzeitig aus statt in der V-Achse. Eine Skizze kann ich höchsten per E-Mail am Mittwoch vormittag senden. Gruß und vielen Dank
Peter Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
MartinKern
Mitglied
Mischung Konstrukteur/Werkzeugmacher
Beiträge: 865
Registriert: 30.10.2002 AIS2025
Win 10 pro
64 Bit
*************************
Siemens 828D
Step4
|
erstellt am: 04. Feb. 2009 09:23 <-- editieren / zitieren --> Unities abgeben: Nur für pelzi124
|
MartinKern
Mitglied
Mischung Konstrukteur/Werkzeugmacher
Beiträge: 865
Registriert: 30.10.2002
|
erstellt am: 05. Feb. 2009 17:01 <-- editieren / zitieren --> Unities abgeben: Nur für pelzi124
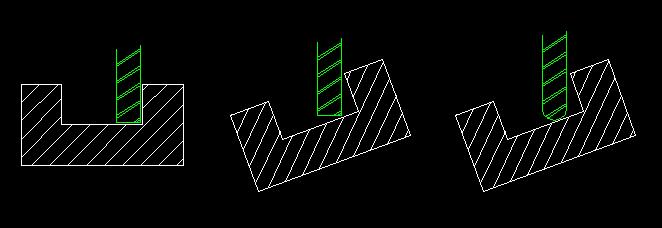
Hallo! Ich hab das jetzt mal ausprobiert. Ich habe einfach mal eine Rechtecktasche programmiert. X=20mm Y=50mm. Gefräst, passt. Jetzt habe ich alles um 10° gedreht, mit AROT Y10. Nach der Fehlermeldung wurde mir auch klar warum das so nicht funktiopnieren kann  Wenn überhaupt, kann das ja nur mit einem Kugelfräser gehen, wie soll denn der Zylindrische Fräser die Schräge machen? Also muß entweder der Fräser oder das Werkstück schräg stehen. Oder man verwendet CAM dazu 
Gruß,
Martin
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
pelzi124
Mitglied
Techniker
Beiträge: 5
Registriert: 02.02.2009
|
erstellt am: 05. Feb. 2009 18:21 <-- editieren / zitieren --> Unities abgeben:
|
CNCler
Mitglied
Beiträge: 10
Registriert: 17.09.2001
|
erstellt am: 05. Feb. 2009 22:47 <-- editieren / zitieren --> Unities abgeben: Nur für pelzi124
Wenn man den Winkel in $TC_TCARR13 (in den Sätzen N21 bzw N73) einträgt, wird die Werkzeuglänge richtig verechnet (unter der Vorraussetuzung, daß alle alle TCARR-Daten zu dem Winkelkopf passen). So wie es aussieht, hat der Kopf nur eine Drehachse, und die dreht um Z. Ist das richtig so? Im Prgramm steht vorne G19, du schreibst aber von einer Nut in G17.
Wie sind die geometrischen Verhältnisse jezt genau? Eine Drehung des Werkzeugs sollte man mit dem Toolcarrier beschreiben, und nicht versuchen, das mit einer Drehung des Koordinatensystems mit ROT oder AROT hinzupfriemeln. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
CNCler
Mitglied
Beiträge: 10
Registriert: 17.09.2001
|
erstellt am: 05. Feb. 2009 22:53 <-- editieren / zitieren --> Unities abgeben: Nur für pelzi124
Und noch zur Radiuskorrektur: Falls die Verhältnisse so sind, wie in dem Anhang von Martin Kern (17:01) dargestellt, ist CUT2D der richtige G-Code zum Fräsen, weil damit die Korrektureben unabhängig vom aktuellen Koordinatensystem senkrecht zum Fräser eingestellt wird.
Frage am Rande: Was ist der Sinn der Anweisung "CUT2D beim Bohren"?
Beim Bohren ist ja wohl keine Werkzeugradiuskorrektur aktiv und ohne aktive Werkzeugradiuskorrektur ist CUT2D bedeutungslos.
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
pelzi124
Mitglied
Techniker
Beiträge: 5
Registriert: 02.02.2009
|
erstellt am: 06. Feb. 2009 16:51 <-- editieren / zitieren --> Unities abgeben:
|

 Foren auf CAD.de (alle Foren)
Foren auf CAD.de (alle Foren)



 |
|