| | |
 | SOLIDWORKS NEXT | Episode 3: Von CAD Zu Code - Nahtlose Konstruktion und virtuelle Roboterprogrammierung, ein Webinar am 15.09.2026
|
|
Autor
|
Thema: M3 Gewindeeinsätze im 3D-Druck welcher Lochdurchmesser? (2281 / mal gelesen)
|
Muecke.1982
Mitglied

   Beiträge: 1353
Registriert: 23.07.2009 Inventor Professional 2020 & WIN 10
|

 erstellt am: 29. Mai. 2025 11:21
erstellt am: 29. Mai. 2025 11:21  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
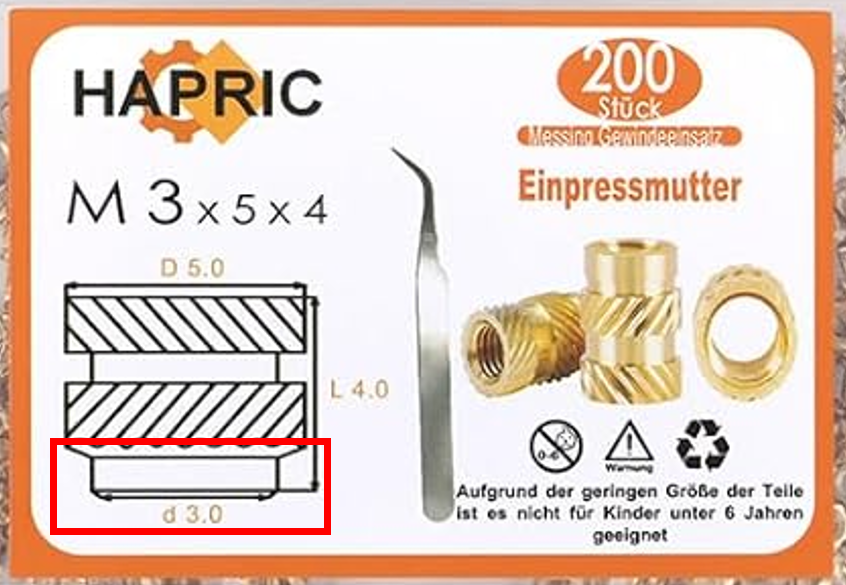
Hallo zusammen, bisher habe ich noch keine M3-Gewindeeinsätze im 3D-Druck verwendet, würde das aber gerne mal ausprobieren. Ich habe diese hier ins Auge gefasst:
👉 https://www.amazon.de/dp/B0D17FGQWW?th=1 Jetzt bin ich mir unsicher, mit welchem Lochdurchmesser ich im 3D-Druckteil arbeiten sollte, damit ich die Einsätze später sauber einbrennen (also mit Lötkolben einsetzen) kann.
Habt Ihr da Erfahrungswerte oder Empfehlungen? Ich hoffe, ich bin mit meiner Frage im richtigen Forum gelandet. Viele Grüße
Mücke ------------------
[Inventor Professional 2023] - [WIN 10] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
mseufert
Ehrenmitglied V.I.P. h.c.
Freiberuflicher CAD/CAM Ingenieur
Beiträge: 2750
Registriert: 18.10.2005 HP Z420
WIN XP32 / WIN7 64
UG NX6-12
SUN Ultra 60
Solaris 7
CADDS5
3D Printer Prusa MK2 S
|
erstellt am: 29. Mai. 2025 13:57 <-- editieren / zitieren --> Unities abgeben: Nur für Muecke.1982 
Hallo Mücke, das ist zwar nicht die Antwort auf deine Frage, aber eine einfache und praktische Lösung, falls die Rückseite des Teils zugänglich ist: Einfach einen Sechskant aussparen und eine Mutter einsetzen. Gruß, Michael ------------------
Ein Mensch wird laut, wenn er was will;
wenn er's erst hat, dann wird er still;
Das "Danke" ist, nach alter Sitte,
Weit selt'ner als das "Bitte, Bitte". Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
murphy
Mitglied
Konstrukteur und Entwickler
Beiträge: 1234
Registriert: 09.07.2002
|
erstellt am: 29. Mai. 2025 14:05 <-- editieren / zitieren --> Unities abgeben: Nur für Muecke.1982
|
Jonischkeit
Ehrenmitglied V.I.P. h.c.
Freiberuflicher Ingenieurdienstleister (CSWP)

Beiträge: 2684
Registriert: 29.07.2003 CSWP
SWX2003 bis 2016
verschiedene Rechner
|
erstellt am: 29. Mai. 2025 14:11 <-- editieren / zitieren --> Unities abgeben: Nur für Muecke.1982
Hallo Mücke, ich nutze keine Einsätze, daher nur ein paar Links.
Lochgröße ist je nach Hersteller der Einsätze. Leider hab ich für deine auch keine Angabe gefunden.
Ruthex gibt 4mm an.
Ansonsten gibt es hier welche zum Einschrauben oder hier welche zum Einpressen. Generell die Frage, warum nutzt du keine Kunststoff tauglichen Schrauben? Ejot, Amtec (Bölhoff) sind schrauben mit größeren Flanken und kleinere Kern. Die gibt es inzwischen in jeder Größe bei fast allen Händlern und lassen sich als Ersatz direkt in ein gedrucktes Loch schrauben. Ejot garantiert für Spritzgußteile 50x neu verschrauben. Sollte in der Regel reichen. Bei Bedarf kann ich Dir welche senden. Ich hab immer ein paar herumliegen, aber eher 4mm. Viele Grüße
Michael [Diese Nachricht wurde von Jonischkeit am 29. Mai. 2025 editiert.] [Diese Nachricht wurde von Jonischkeit am 29. Mai. 2025 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Muecke.1982
Mitglied
Beiträge: 1353
Registriert: 23.07.2009 Inventor Professional 2020 & WIN 10
|
erstellt am: 30. Mai. 2025 08:56 <-- editieren / zitieren --> Unities abgeben:
Hallo zusammen, @mseufert Hallo Michael,
eine ähnliche Lösung habe ich auch schon einmal umgesetzt, und das hat in der Regel gut funktioniert. In diesem speziellen Fall habe ich mich jedoch bewusst für Gewindehülsen entschieden einerseits, weil ich das einfach mal ausprobieren wollte, und andererseits, weil sich das Gewinde an dieser Stelle nicht verschieben darf. Ich plane eine kleine 3-DOF-Stewart-Plattform, die über drei Schrauben eingestellt werden soll. In so einer Konstruktion wäre es äußerst unpraktisch, wenn sich die Mutter nicht an Ort und Stelle hält. Klar, man könnte diese mit etwas Heißkleber fixieren das würde vermutlich ausreichen, da nur ein paar Gramm Belastung darauf wirken. Aber ich wollte in diesem Fall einfach mal den Weg über die Hülsen gehen. 😊 Dein Ansatz ist dennoch absolut nachvollziehbar und in vielen Fällen sicher sinnvoll. @murphy Vielen Dank für den Link!
Die Seite ist wirklich hilfreich ich habe sie mir direkt gespeichert. Leider besitze ich keinen eigenen 3D-Drucker und lasse daher immer extern drucken. Das erschwert spontane Tests etwas und verlängert die Umsetzungszeit. Den Tipp mit dem Lötkolben kannte ich bereits, und mein "neuer" auch schon wieder zehn Jahre alt kann das tatsächlich. 😄
Der Hinweis mit dem Bohrständer ist Gold wert! Ich hatte nämlich schon überlegt, wie ich die Gewinde möglichst präzise hinein bekomme.
@Jonischkeit Hallo Michael,
ich dachte schon, ich hätte auf der verlinkten Seite etwas übersehen, weil ich die Angabe zum empfohlenen Durchmesser nicht gefunden habe. Danke für die Klärung!
Dein Hinweis zu den "kunststofftauglichen Schrauben" hat mein Interesse geweckt. Der Begriff war mir bislang völlig unbekannt.
Meinst Du damit Schrauben aus Kunststoff? Oder handelt es sich um spezielle Schrauben, die ihr Gewinde selbst in den Kunststoff schneiden ähnlich wie Blechschrauben im Kfz-Bereich? Viele Grüße
Mücke ------------------
[Inventor Professional 2023] - [WIN 10] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Jonischkeit
Ehrenmitglied V.I.P. h.c.
Freiberuflicher Ingenieurdienstleister (CSWP)
Beiträge: 2684
Registriert: 29.07.2003 CSWP
SWX2003 bis 2016
verschiedene Rechner
|
erstellt am: 30. Mai. 2025 10:40 <-- editieren / zitieren --> Unities abgeben: Nur für Muecke.1982
Hallo Mücke, ja das ist wie Blechschrauben. Halt viel einfacher als eingepresste oder eingelötete Buchsen und durchaus haltbar.
Ejot hat eine ausgiebige Konstruktionsempfehlung auf der Seite unter "Downloads". Und die Gewinde verschieben sich auch nicht  Ist also zusammengefasst die einfachste Lösung. Ist also zusammengefasst die einfachste Lösung.  Michael Michael Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
tomonline
Mitglied
freelancer
Beiträge: 87
Registriert: 21.01.2003 8560w
8530w
se st3 mp7
|
erstellt am: 30. Mai. 2025 11:12 <-- editieren / zitieren --> Unities abgeben: Nur für Muecke.1982
Bei den Einsätzen kannst den glatten Durchmesser messen - diesen sollte man normal ins gedruckte Loch "kalt" einsetzen können - also dieser Durchmesser + die Zehntel ------------------
Gruß Tom Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Muecke.1982
Mitglied
Beiträge: 1353
Registriert: 23.07.2009 Inventor Professional 2020 & WIN 10
|
erstellt am: 30. Mai. 2025 12:34 <-- editieren / zitieren --> Unities abgeben:
Hey Tom, meinst du das im Bild (rot) mit +0,1 mm? Sprich, das Loch sollte 3,1 mm haben? Hey Michael, das sieht sehr interessant aus. Die Gewinde sind sehr grob, doch das ist in dem Fall sicherlich so gewollt, damit genug Material vorhanden ist, damit das Gewinde auch nicht ausbricht.
Gefällt mir, das werde ich sicher auch mal testen.
------------------
[Inventor Professional 2023] - [WIN 10]
[Diese Nachricht wurde von Muecke.1982 am 30. Mai. 2025 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
tomonline
Mitglied
freelancer
Beiträge: 87
Registriert: 21.01.2003 8560w
8530w
se st3 mp7
|
erstellt am: 30. Mai. 2025 13:42 <-- editieren / zitieren --> Unities abgeben: Nur für Muecke.1982
|
Torsten Niemeier
Ehrenmitglied V.I.P. h.c.
Maschinenbau Ingenieur

Beiträge: 3902
Registriert: 21.06.2001 "ZUSE I.36", 8 BIT, 32 Lämpchen, Service-Ölkännchen "ESSO-Super", Software: AO auf Kuhlmann-Parallelogramm-Plattform
** CSWP 04/2011 **
** CSWE 08/2011 **
|
erstellt am: 30. Mai. 2025 14:15 <-- editieren / zitieren --> Unities abgeben: Nur für Muecke.1982
|
mseufert
Ehrenmitglied V.I.P. h.c.
Freiberuflicher CAD/CAM Ingenieur
Beiträge: 2750
Registriert: 18.10.2005 HP Z420
WIN XP32 / WIN7 64
UG NX6-12
SUN Ultra 60
Solaris 7
CADDS5
3D Printer Prusa MK2 S
|
erstellt am: 30. Mai. 2025 15:45 <-- editieren / zitieren --> Unities abgeben: Nur für Muecke.1982
Zitat:
Original erstellt von Muecke.1982:
... In so einer Konstruktion wäre es äußerst unpraktisch, wenn sich die Mutter nicht an Ort und Stelle hält. Klar, man könnte diese mit etwas Heißkleber fixieren das würde vermutlich ausreichen, da nur ein paar Gramm Belastung darauf wirken. Aber ich wollte in diesem Fall einfach mal den Weg über die Hülsen gehen. 😊
Das Fixieren wäre mit einer Kontermutter machbar. Ersetzt aber nicht die Erfahrung mit den Gewindeeinsätzen. Viel Erfolg damit. ------------------
Ein Mensch wird laut, wenn er was will;
wenn er's erst hat, dann wird er still;
Das "Danke" ist, nach alter Sitte,
Weit selt'ner als das "Bitte, Bitte". Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Muecke.1982
Mitglied
Beiträge: 1353
Registriert: 23.07.2009 Inventor Professional 2020 & WIN 10
|
 erstellt am: 31. Mai. 2025 10:16 <-- editieren / zitieren --> Unities abgeben:
erstellt am: 31. Mai. 2025 10:16 <-- editieren / zitieren --> Unities abgeben:
Ich werde die Werte 4,0 bis 4,2 ausprobieren. Zwischenzeitlich habe ich es geschafft, beim verlinkten Artikel eine Frage zu stellen, und dort wurde mir ebenfalls 4,0 bis 4,2 empfohlen. Notfalls muss der Heißkleber mit rein.  Vielen Dank für euer Feedback! Viele Grüße
Mücke ------------------
[Inventor Professional 2023] - [WIN 10] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
murphy
Mitglied
Konstrukteur und Entwickler
Beiträge: 1234
Registriert: 09.07.2002
|
erstellt am: 31. Mai. 2025 11:34 <-- editieren / zitieren --> Unities abgeben: Nur für Muecke.1982
Sie werden immer wieder vor dem Problem stehen, Prozessparameter nicht auf Anhieb korrekt wählen zu können. In diesem Fall macht man sich Testwerkstücke, wo man den betreffenden Parameter durchstaffelt, in Ihrem Fall also eine Stufung von 0.1 oder auch 0.05mm. Sollte sich das noch als zu grob erweisen, dann eben 0.02mm. Damit probiert man aus, welche Modelleinstellung und Slicereinstellung sich am besten eignet. Ein bekanntes Teil ist der "Temptower", wo man stufenweise die Druckemperatur erhöht und sieht, bei welcher Temperatur sich das Filament am besten verarbeiten läßt. Allerdings können einige Slicer die Temperatur während des Drucks nicht ändern, da kann man den GCode aber manuell ergänzen. Will man richtig ins Thema rein, sollte man schon einen eigenen Drucker ins Auge fassen. Muß ja kein Gerät für 250Mio Euro sein, solche für 250 Euro machen auch schon ganz passable Arbeit. Mein erster, der JG-Aurora, einst medial gehypt, wurde gebraucht und bewußt defekt gekauft. Die ganze Medienhaype, ob die das Gerät überhaupt mal eingeschaltet hatten? Das ist noch einer, wo das Druckbett manuell ausgerichtet werden muß und man hier vier Stellschrauben (statt 3) hat. Das mit Fühlerlehre oder hitzefester Kunststoffolie erwies sich als völlig unbrauchbar. Also tüftelte man weiter, bis man eine Lösung hatte. Und inzwischen habe ich sogar zwei Drucker, die man durchaus über Nacht laufen lassen kann. Und wenn es ein FDM-Drucker ist, gleich einen Filamenttrockner mitkaufen. Nehmen Sie also ruhig auch mal Reinfälle in Kauf. Erfahrung ist die Summe aller Bruchlandungen. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Torsten Niemeier
Ehrenmitglied V.I.P. h.c.
Maschinenbau Ingenieur
Beiträge: 3902
Registriert: 21.06.2001 "ZUSE I.36", 8 BIT, 32 Lämpchen, Service-Ölkännchen "ESSO-Super", Software: AO auf Kuhlmann-Parallelogramm-Plattform
** CSWP 04/2011 **
** CSWE 08/2011 **
|
erstellt am: 31. Mai. 2025 12:20 <-- editieren / zitieren --> Unities abgeben: Nur für Muecke.1982
Zitat:
Original erstellt von murphy:
Sie werden immer wieder vor dem Problem stehen, Prozessparameter nicht auf Anhieb korrekt wählen zu können. In diesem Fall macht man sich Testwerkstücke, wo man den betreffenden Parameter durchstaffelt, in Ihrem Fall also eine Stufung von 0.1 oder auch 0.05mm. Sollte sich das noch als zu grob erweisen, dann eben 0.02mm.
Tja, das ist im Falle von Bohrungen leider nicht ganz so einfach, da auch die Qualität der STL-Datei massiven Einfluss auf den resultierenden Bohrungsdurchmesser hat. Da kann man beim Modellieren gewissenhaft seine Lochdurchmesser staffeln, wenn die STL-Auflösung versehentlich zu grob gewählt wird, werden die Bohrungen allesamt viel kleiner ausfallen als beabsichtigt. Sind halt alles keine Kreise, sondern konvexe Polygone. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Muecke.1982
Mitglied
Beiträge: 1353
Registriert: 23.07.2009 Inventor Professional 2020 & WIN 10
|
erstellt am: 31. Mai. 2025 14:54 <-- editieren / zitieren --> Unities abgeben:
@murphy:Oh ja, ein eigener Drucker wäre wirklich etwas Schönes eine eigene 5-Achs-Fräse, Drehbank usw. wären auch sehr reizvoll, finde ich. Allerdings muss einem dabei klar sein, dass man dafür auch den nötigen Platz braucht. Man kann nicht ständig alles umbauen, nur weil der Platz fehlt. Und man muss sich wirklich die Zeit nehmen, die Technik und die Maschinen zu verstehen. Es geht nicht nur darum, etwas drucken zu lassen, sondern auch darum, alle relevanten Parameter zu kennen und zu kontrollieren meiner Meinung nach deutlich mehr Aufwand, als wenn man den Druck extern vergibt. Da meine Zeit ohnehin schon sehr knapp ist, und ich bei dem, was ich machen möchte und mache, oft ohnehin schon viel länger brauche als geplant, wollte ich mir nicht noch ein weiteres Hobby ans Bein binden. @Torsten Niemeier:
Da sprichst Du einen guten Punkt an, den ich so gar nicht auf dem Schirm hatte. Was die Qualität bzw. Auflösung der STL- oder STEP-Dateien betrifft:
Inwieweit kann ich die beeinflussen, wenn ich alle Bauteile in Inventor erstelle? ------------------
[Inventor Professional 2023] - [WIN 10] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
murphy
Mitglied
Konstrukteur und Entwickler
Beiträge: 1234
Registriert: 09.07.2002
|
erstellt am: 31. Mai. 2025 22:52 <-- editieren / zitieren --> Unities abgeben: Nur für Muecke.1982
Die Einstellmöglichkeiten finden Sie, wenn Sie "Datei speichern unter" beim Inventor wählen und dann gibt es da auch die Schaltfläche "Optionen". Bei STEP hat sich die Version 214 gut bewährt, bei STL kann ich hier zuhause - man hat noch einen alten Kauf-Inventor - wählen bei "Auflösung" zwischen "Niedrig - mittel - hoch". Das kann heute natürlich anders sein.
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Muecke.1982
Mitglied
Beiträge: 1353
Registriert: 23.07.2009 Inventor Professional 2020 & WIN 10
|
erstellt am: 13. Jun. 2025 15:56 <-- editieren / zitieren --> Unities abgeben:
So, die 3D-Druckteile sind angekommen! Ich habe in SLS drucken lassen genauer gesagt mit 3201PA-F (Nylon).
Die Bohrungen hatte ich in der STEP-Datei mit 4,1 mm vorgesehen. Tatsächlich sind sie im fertigen Teil aber etwas kleiner ausgefallen 😉
Ich habe dann zunächst mit einem 4,0 mm Bohrer nachgearbeitet, da der nächste Step erst bei 4,5 mm gewesen wäre. Die ersten zwei Gewindeeinsätze, die ich eingeschmolzen habe, waren eher durchwachsen. Unten im Gewinde hatte sich zu viel Material gesammelt, das ich vorsichtig wieder ausbohren musste 🙄 Daraufhin habe ich die restlichen Löcher mit 4,5 mm aufgebohrt das hat dann sehr gut funktioniert.
Die Lötspitzentemperatur habe ich auf 280 °C eingestellt. Bilder => Danke für euer Feedback das hat mir echt ein Stück weit die Angst und Unsicherheit genommen! Gruß
Mücke ------------------
[Inventor Professional 2023] - [WIN 10] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
mseufert
Ehrenmitglied V.I.P. h.c.
Freiberuflicher CAD/CAM Ingenieur
Beiträge: 2750
Registriert: 18.10.2005 HP Z420
WIN XP32 / WIN7 64
UG NX6-12
SUN Ultra 60
Solaris 7
CADDS5
3D Printer Prusa MK2 S
|
erstellt am: 14. Jun. 2025 14:42 <-- editieren / zitieren --> Unities abgeben: Nur für Muecke.1982
Hallo Mücke, danke für die Bilder, schön zu sehen, daß es funktioniert hat. Gruß, Michael ------------------
Ein Mensch wird laut, wenn er was will;
wenn er's erst hat, dann wird er still;
Das "Danke" ist, nach alter Sitte,
Weit selt'ner als das "Bitte, Bitte". Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Muecke.1982
Mitglied
Beiträge: 1353
Registriert: 23.07.2009 Inventor Professional 2020 & WIN 10
|
erstellt am: 14. Jun. 2025 14:44 <-- editieren / zitieren --> Unities abgeben:
Sehr gerne, ein Bild sagt ja bekanntlich mehr als tausend Worte. Ich habe mir das viel schwieriger vorgestellt, es war sehr einfach. Man muss nur sehr auf die Temperatur achten, hatte ich den Eindruck. ------------------
[Inventor Professional 2023] - [WIN 10] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
esbeer
Mitglied
Maschinenbauingenieur
Beiträge: 6
Registriert: 05.02.2025
|
erstellt am: 16. Jun. 2025 15:27 <-- editieren / zitieren --> Unities abgeben: Nur für Muecke.1982
Unsere Erfahrung mit Einschmelzgewinden und 3D-Druckteilen (vorrangig FDM) zeigt, dass die Löcher um 0,2 bis 0,3 mm im Durchmesser "schrumpfen". Bezüglich der Materialaufstauchung beim Einschmelzen haben wir auf der Einbringseite eine Fase von 0,3-0,8x45° vorgesehen, je nach Größe (M3 bis G1/4"). Zum flächenbündigen und senkrechtem Fügen erhitzen wir die Einsätze lange, drücken sie dann mit dem Lötkolben bis knapp über der Werkstückfläche und drücken den restlichen Weg mit einem glatten Aluminiumstück und halten es dort noch einige Sekunden. Das nimmt die Wärme schneller raus und das Ergebnis sieht sehr vorzeigbar aus. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |

 Foren auf CAD.de
Foren auf CAD.de