| | |
 | Punktwolkendaten & CAD-Integration, eine Pressemitteilung
|
|
Autor
|
Thema: Passendes Fertigungsverfahren (3119 mal gelesen)
|
Dragunov
Mitglied
Student

   Beiträge: 221
Registriert: 11.08.2009 Autocad 2009 LT englisch
Pentium 4 2Ghz
Windows XP SP3
|

 erstellt am: 17. Mai. 2011 19:11
erstellt am: 17. Mai. 2011 19:11  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
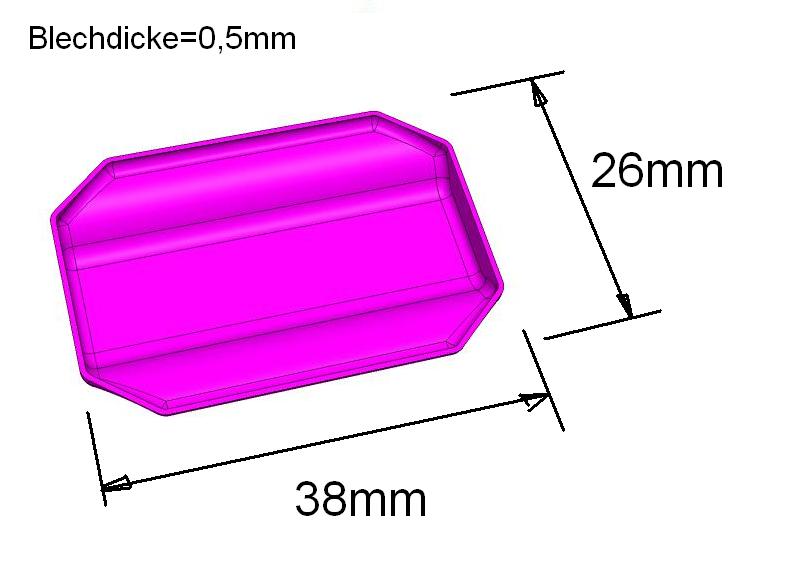
Hallo, ich bin auf der Suche nach einem Fertigungsverfahren mit dem entweder Naturkautschuk oder PUR jeweils mit der Härte 80 auf ein geformtes Blechteil mit den Abmessungen 26x38mm, Blechdicke 0,5mm afgebracht werden kann. Das Gummi muss anschließend eine bestimmte Form haben, wie auf dem Bild zu sehen, und sollte von dem Blechteil nicht entfernbar sein ohne das Gummi zu zerstören. Welches Fertigungsverfahren für Kunststoffe ist hierbei anwendbar? Würde Spritzguss in Frage kommen?
Vielen Dank im Voraus für eure Tipps.
Mit freundlichen Grüßen
Benjamin Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Moderator
Dipl. Ing.
    
Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
erstellt am: 17. Mai. 2011 20:30 <-- editieren / zitieren --> Unities abgeben: Nur für Dragunov 
Meinst Du 80 Shore A ? ( Es gibt auch noch Shore D) Mit Naturkautschuk geht das schon, ist z.B. bei Schwingungsdämpern so üblich.
Wenn das Blech vorher vermessingt wird, klebt die Sache auch ganz gut.
Aber das ist ein reaktives Verfahren. Das geht auch im Spritzgießverfahren, will aber nicht jeder machen.
Wird sich auch nur bei ganz großen Stückzahlen lohnen. Das übliche Verfahren ist hier TPU ( thermoplastisches PUR ) spritzgießen. Das mußt Du aber formschlüssig mit dem Blech verbinden. Also in das BLech löcher stanzen, damit sich auf der Rückseite NIetköpfe ausbilden.
Handelsnamen sind: Santoprene, Bayflex, Vulkolan. Reaktives PUR klebt auch sehr gut. Das wird meistens zu Schaumgummi verarbeitet. Das läßt sich aber nicht auf der Spritzgießmaschine verarbeiten.
Wenn Du das Treibmittel wegläßt, könnte das mit der Härte hinkommen.
Für kleine Stückzahlen gibt es das PUR auch im Modelbau.
Es besteht aus 2 Komponenten, nämlich Isocyanat und Polyol. ------------------
Klaus Solid Edge V 20 SP15
Konstruktion mit Kunststoff Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Dragunov
Mitglied
Student
Beiträge: 221
Registriert: 11.08.2009 Autocad 2009 LT englisch
Pentium 4 2Ghz
Windows XP SP3
|
erstellt am: 18. Mai. 2011 22:08 <-- editieren / zitieren --> Unities abgeben:
Vielen Dank für deine Antwort. Genau ich meinte 80 Shore A. Leider darf die Optik von dem Blech nicht groß verändert werden, Bohrungen darf ich dort nicht einbringen. Die Stückzahl soll nachdem ein paar Probeexemplare gefertigt wurden mehrere Tausend pro Jahr sein. Würdest du dann eher zu Naturkautschuk oder PUR raten? Was wären bei diesen beiden Materialien und der Stückzahl die passenden Fertigungsverfahren? Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Moderator
Dipl. Ing.
Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
erstellt am: 19. Mai. 2011 07:40 <-- editieren / zitieren --> Unities abgeben: Nur für Dragunov
Mit PUR mußt Du ziemlich viel Entwicklungsarbeit reinstecken. Mir ist das Verfahren bisher nicht bekannt. Dann bleibt nur noch Gummi oder Naturkautschuk. Besorge Dir einen Schwingungsdämper und zerlege den.
Das ist aber kein thermoplastisches Verfahren, sondern Kautschuk vulkanisieren.
Das geschieht üblicherweise in einer Presse und die Form wird beheizt. ------------------
Klaus Solid Edge V 20 SP15
Konstruktion mit Kunststoff Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Marco Gödde
Mitglied
Konstrukteur
Beiträge: 422
Registriert: 04.12.2008
|
erstellt am: 19. Mai. 2011 08:03 <-- editieren / zitieren --> Unities abgeben: Nur für Dragunov
Wir stellen solche, bzw. ähnliche Teile mit Naturkautschuk im IM- bzw. TM-Verfahren her. Das ist im Normalfall unproblematisch. Dabei werden die Metallteil vorbehandelt, um eine sichere Bindung des Naturkautschuks zu gewährleisten. Entweder per Sandstrahlen und aufbringen eines Haftnmittels oder Phosphatieren. Bei dem 0,5 mm dicken Blech würde ich letzteres vorziehen. Durch das Sandstrahlen würde sich das Belch sicherlich verformen. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
ThorstenStueker
Mitglied
Werkzeugkonstrukteur
Beiträge: 855
Registriert: 06.01.2010 Bricscad Platinum
Shark Pro
Varicad
Cendacam 3.1
Adem CAM
Catia V4
Catia V5
Creo Parametrics
Autodesk Inventor
Autodesk Fusion
|
erstellt am: 23. Mai. 2011 01:55 <-- editieren / zitieren --> Unities abgeben: Nur für Dragunov
Mit 80 Shore das Ganze innen hohl zum halten zu bringen ist so aus meiner Sicht nicht zuverlässig möglich, es müsste entweder vollmassiv sein, oder zumindest als Blasteil eingebracht werden, wobei die Haftfläche ebenfalls mit einem entsprechenden Hinterschnitt ausgestattet werden sollte. Ein kniffliges Ding. ------------------
LG
Ingenieurbüro für Kunststofftechnik und Formenbau
Thorsten Stüker
tstueker@aol.com
http://www.thorstenstueker.de Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Marco Gödde
Mitglied
Konstrukteur
Beiträge: 422
Registriert: 04.12.2008
|
erstellt am: 24. Mai. 2011 09:50 <-- editieren / zitieren --> Unities abgeben: Nur für Dragunov
|
Dragunov
Mitglied
Student
Beiträge: 221
Registriert: 11.08.2009 Autocad 2009 LT englisch
Pentium 4 2Ghz
Windows XP SP3
|
erstellt am: 24. Mai. 2011 16:28 <-- editieren / zitieren --> Unities abgeben:
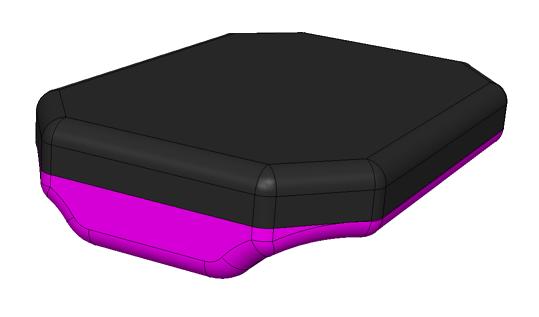
Hallo, ist vielleicht etwas missverständlich. Auf dem ersten und zweiten Bild sieht man nur das Blechteil. Das dritte Bild zeigt das Blechteil wie es mit Gummi beschichtet ist. Das Gummi soll den Hohlraum vom Blech komplett ausfüllen, aber äußerlich diese bestimmte Form haben. Warscheinlich ist das Verfahren mit Naturkatschuk das beste für diesen Fall. Könntest du die von dir erwähnten Verfahren, also IM und TM , etwas näher erläutern? [Diese Nachricht wurde von Dragunov am 24. Mai. 2011 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Marco Gödde
Mitglied
Konstrukteur
Beiträge: 422
Registriert: 04.12.2008
|
erstellt am: 26. Mai. 2011 09:05 <-- editieren / zitieren --> Unities abgeben: Nur für Dragunov
IM = Injection Molding TM = Transfer Molding Beides sind Verfahren in der Herstellung von Gummi- bzw. Kunststoffformteilen. Beim IM-Verfahren wird die Mischung über eine Schnecke zugeführt und in die Form eingespritzt (Injection), bis die das Werkzeug gefüllt ist. Beim TM-Verfahren wird ein Mischungsrohling in eine Kammer über dem Spritzeinsatz eingelegt und mittels eines Kolbens in das Werkzeug gepresst. Also von einem "Raum" in den anderen transferiert. Außerdem gibt es noch das CM-Verfahren (Contact Molding), bei dem sich der Mischungsrohling direkt in der Form befindet und beim Schließen des Werkzeugs in Form gepresst wird. Allen Verfahren gemein ist das Zusammenspiel von Wärme und Druck. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |

 Foren auf CAD.de
Foren auf CAD.de