| | |
 | Von der Idee zur Serie - technischer Vorsprung im Werkzeug- und Prototypenbau., eine Pressemitteilung
|
|
Autor
|
Thema: Biegetabelle aus empirischen Versuchen (4101 mal gelesen)
|
Angus1982
Mitglied
Konstrukteur
   Beiträge: 6
Registriert: 02.12.2013
|

 erstellt am: 15. Okt. 2015 14:51
erstellt am: 15. Okt. 2015 14:51  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
Hallo zusammen, da unsere Kantbank der letzte "Rotz" ist und leider keinerlei Biegetabellen oder so vorhanden sind, wollte ich mal fragen ob jemand Erfahrungen hat, wie man am besten bei diesen Versuchen vorgeht? Die ermittelten Ausgleichswerte möchte ich dann in meine Biegetabelle in Inventor einpflegen. Bewusst ist mir das natürich das das Material eine Rolle spielt, die Blechstärke und der Biegeradius. Aber mir geht es eher um den eigentlichen Vorgang. Welche Kantungen sollte man nehmen (eher eine L-Kantung, C-Kantung oder Z-Kantungen), wie häufig sollte man diesen Versuch mit den selben Einstellungen wiederholen um ein aussagekräftiges Ergebnis zu bekommen, sollte man evtl. auch andere Winkel (45°) kanten (ist nur blöde zu messen)? Nun ja, also wie gesagt...ich bräuchte wohl eher einen Tipp für das Praktische! Hoffe ihr könnt mir helfen... Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Lucian Vaida
Ehrenmitglied V.I.P. h.c.
Dipl.-Ing. / Konstruktion

Beiträge: 3852
Registriert: 14.11.2002 Inventor 2022.2
Windows10 21H2
HP Z240
|
erstellt am: 15. Okt. 2015 23:26 <-- editieren / zitieren --> Unities abgeben: Nur für Angus1982 
|
benny1
Mitglied
Dipl. Ing. (BA)

Beiträge: 285
Registriert: 21.10.2004
|
erstellt am: 16. Okt. 2015 13:01 <-- editieren / zitieren --> Unities abgeben: Nur für Angus1982
Bei uns wurde das folgendermaßen gemacht: Es wurden Biegeversuche mit 90°-Kantungen gemacht. Für jede Ober-/Unterwerkzeugpaarung wurde für jedes Material und jede Stärke ein Versuch durchgeführt. Die ermittelte Verkürzung wurde verwendet, um mit einer Exceltabelle den jeweiligen k-Faktor für Inventor zu berechnen. Dieser wird dann für das entsprechende Bauteil in der Inventor-Abwicklungsregel eingetragen. Das UW wird auf der Zeichnung angegeben. Wird ein anderes als das Standard-OW verwendet wird ebenfalls das OW auf der Zeichnung angegeben. Wir kommen mit dieser Vorgehensweise sehr gut zurecht. Andere Leute bevorzugen evtl. eine andere Methode. Gruß
Benjamin Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
MABI
Ehrenmitglied
Leuchtenbauer
Beiträge: 1978
Registriert: 18.12.2003 MegaCAD unfold 2021-Metall 3D (64)
noch verfügbar
mit Verzögerung
unfold 2012-2015 (32)
unfold 2016-19 (64)
Adobe Acrobat-3D
|
erstellt am: 16. Okt. 2015 13:18 <-- editieren / zitieren --> Unities abgeben: Nur für Angus1982
Hallo August1982, im Prinzip hast du es ja schon selbst erkannt. Es gibt derart viele Einflussfaktoren, dass man keine pauschale Tabelle angeben kann.
In der Anlage mal eine lohnenswerte Beschreibung. (Quelle:© Rainer Schlangen 2010 www.evolutiontec-engineering.de)
Die Seite 7 und 8 zeigt dir mal ein paar Grundwerte für den Korrekturfaktor. Wenn du dir damit deine Tabelle erstellst hast du Näherungswerte.
Für häufig wiederkehrende Einstellungen würde ich mindestens 10 Versuche fahren.
- Maschineneinstellung gleich
- Blechstärke und Material gleich
- Zuschnittlänge gleich
- 5 verschiedene Blechchargen je 1x um 90° versetze Walzrichtung
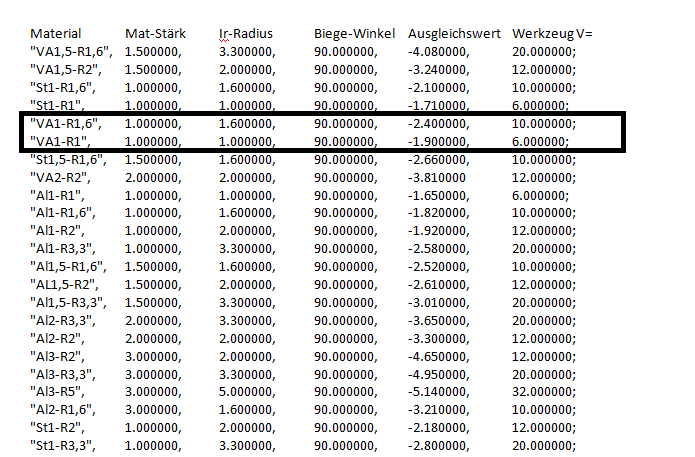
- mindestens 2 Kanten besser Hutprofil mit gleichen Schenkellängen In der Anlage mal ein Auszug aus meiner Programmtabelle für 90°-Biegung.
Hier verwende ich den Ausgleichswert-Verkürzung pro Kante.
Da sieht man was allein schon der Unterschied zwischen Ir=1 und 1,6 bedeutet bei Edelstahl(VA) macht das pro Kante 0,5mm aus. Bei 4 Kanten hast du schon ein Unterschied von 2 mm im Zuschnitt.
Da hast du eine große Aufgabe vor dir!  ------------------
Gruß Matthias  bald bin ich groß bald bin ich groß Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Andreas Gawin
Moderator
Blechschlosser Metallbauermeister
    

Beiträge: 3680
Registriert: 24.02.2006 Product Design Suite Ultimate 2021
Inventor 2025
AutoCad Mechanical 2025
FARO S70 Laserscanner
FARO Scene 2025
WIN10-96 GB
WIN11-96 GB
RTX 4000 Ada
Spacemouse Enterprise
|
erstellt am: 18. Okt. 2015 16:51 <-- editieren / zitieren --> Unities abgeben: Nur für Angus1982
Hallo Angus, ist mit "Kantbank" ein Schwenkbieger oder eine Gesenkbiegepresse gemeint? Warum ist die Maschine Deiner Meinung nach so schlecht? Wer darf sie bedienen? Nur geschulte Mitarbeiter oder jeder, der gerade des Weges langkommt? Wird die Maschine nur zum Blechumformen genutzt, oder auch um Flachstahl und Rundstangen umzuformen? Gruss Andreas ------------------
Neues Cad.de Forum zum Thema Punktwolkenzuschnitt und -handling (Vorstufe zur Verwendung im 3D CAD): >>>Autodesk Recap<<< Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |

 Foren auf CAD.de
Foren auf CAD.de