| | |
 | MuM Material Browser für Inventor , eine App
|
|
Autor
|
Thema: Lasergeschnittenes Blech - Zeichnungsvorgaben (5250 / mal gelesen)
|
Traxtormer
Mitglied

   Beiträge: 59
Registriert: 12.04.2016 Windows 10 64-bit / Inventor Professional 2023
|

 erstellt am: 13. Nov. 2017 08:29
erstellt am: 13. Nov. 2017 08:29  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
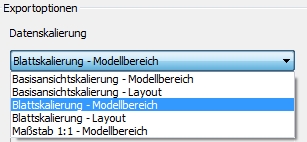
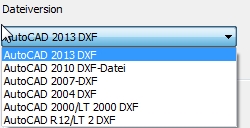
Hallo zusammen, wollte Euch 3 Sachen fragen, da ich mir ein 4mm starkes Blech lasern lassen möchte und mir hier die Erfahrung fehlt: 1. Habt ihr Erfahrung mit der Konizität des Laserschnitts gemacht, die Hersteller oft spezifizieren? Hintergrund ist der, dass ich gerne hätte, dass meine gewählte M5-Linsenflachkopfschraube (ISO7380) möglichst mit dem gesamten Kopfdia an dem Blech aufliegt und mir die Freimaßtoleranzen gem. ISO2768-1 (mittel) nicht genau genug sind. Und ich weiß eben nicht, wie man diese Löcher am Besten bemaßt.... 2. Wie kann das Blech (~300x100 mm) mit vielen Rundungen, Löchern und Ausnehmungen schnell und praktisch entgratet werden? Habt ihr hier Empfehlungen? 3. Der Lieferant meint er akzeptiert auch dxf-Files. Lt. meinem Inventor 2016 gibt es hier eine Liste mit mehreren möglichen dxf-Versionen (siehe Bilder). Wisst ihr welche hier die Passendste ist, damit es zu keinen Konvertierungs-/Kompatibilitäts-Problemen kommen kann? Ich nehme an die Skalierung der Modells 1:1 die Sicherste? SG Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Leo Laimer
Moderator
CAD-Dienstleister
    

Beiträge: 26154
Registriert: 24.11.2002 IV bis 2019
|
erstellt am: 13. Nov. 2017 08:45 <-- editieren / zitieren --> Unities abgeben: Nur für Traxtormer 
Hallo, Wenn Du sicherstellen willst dass die Kopfauflage der Schrauben "perfekt" ist, kannst Du entweder per Laser nur kleinere Löcher herstellen lassen, und selber mit dem Bohrer aufbohren. Oder per Laser nur markieren und überhaupt selber bohren. Entgraten bei Einzelstücken nur per Hand. Lernt der Schlosserlehrling normalerweise in den ersten Tagen. DXF-Format nehme ich meist ein etwas älteres, z.B. 2004, dann ist sicher dass auch ein (kleiner, rückständiger, update-unwilliger) Blechbetrieb das lesen kann.
Irgendwann in grauer Vorzeit gabs beim DXF-Format einen Sprung bezüglich lesen/schreiben von Splines. Blechabwicklungen enthalten meist Splines, die werden dann bei uralt-DXF-Formaten in hunderte kleine Linienstückerl umgewandelt. Manchmal kann das Probleme machen. ------------------
mfg - Leo Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
freierfall
Ehrenmitglied V.I.P. h.c.
Techniker

Beiträge: 11612
Registriert: 30.04.2004 WIN10 64bit, 32GB RAM
IV bis 2022
|
 erstellt am: 13. Nov. 2017 08:49 <-- editieren / zitieren --> Unities abgeben: Nur für Traxtormer
erstellt am: 13. Nov. 2017 08:49 <-- editieren / zitieren --> Unities abgeben: Nur für Traxtormer
Sorry aber dein Beispiel sieht so aus. M5-Linsenflachkopfschraube (ISO7380)
der dk des Kopfes ist da nun 9,5mm
die Durchgangsbohrung liegt bei 5,5 oder 6 je nach dem. damit hast du bei ISO2768-1 (mittel) eine Toleranz von +/-0,1. ---
wie ich gerade gesehen habe, hängt die Toleranz vom Laserschneiden und Wasserstrahlschneiden auch vom Material und der Materialdicke ab.
grob die Suchmaschine gefragt und ohne Gewähr:
Laserstrahlschneiden +/- 0,1
bei Wasserstrahlschneiden +/- 0,05 ---
was musst du beachten?
- Inventor nutz beim Export der idws und die Umwandlung auf 1:1 den Maßstab der 1. platzierten Ansicht. Also wenn du zuerst die ISO mit 1:5 platzierst und dann die Abwicklung mit 1:2 wirst du flasche Abmaße beim Export erhalten. Deswegen immer die 1. Ansicht die Abwicklung und der Rest ist egal. Oder gleich aus dem Modell die Fläche exportieren. herzlich Sascha
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Leo Laimer
Moderator
CAD-Dienstleister
Beiträge: 26154
Registriert: 24.11.2002 IV bis 2019
|
erstellt am: 13. Nov. 2017 09:02 <-- editieren / zitieren --> Unities abgeben: Nur für Traxtormer
Der sicherste Weg zum Exportieren von Zuschnitt-DXF ist das "Kopie Speichern Unter" der Blechabwicklung. Und da im Exportdialog einmal rumspielen und anpassen, z.B. Biegelinien weglassen. ------------------
mfg - Leo Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Traxtormer
Mitglied
Beiträge: 59
Registriert: 12.04.2016 Windows 10 64-bit / Inventor Professional 2023
|
erstellt am: 13. Nov. 2017 10:06 <-- editieren / zitieren --> Unities abgeben:
OK, ich glaube ich war da generell am falschen Dampfer! :-( Ich leite die ipt von einer Skizze eines Layout-Modells ab, sprich die Skizze einfach in der Blechstärke (Parameter!) extrudieren. Es handelt sich also nur um ein flaches Blech!! Mit dem Blechtool habe ich gar nicht gearbeitet, da ich es nicht für relevant hielt. Könnt ihr mir bitte stichwortartig sagen, wie ich im Iventor: 1.Generell die "Nicht-Blech.ipt" auf "Blech.ipt" umstelle (ohne einen neuen Teil kreieren zu müssen) 2.dann die passende Blech-Zeichnungsableitung daraus kreiere 3.zu der kompatibelsten Blech-dxf für eine Laserschneid-Firma komme (ich denke ich brauche ja nur die Konturen, sonst nichts) 4. Toleranzen am dxf noch vermerken könnte, da dies ja meiner Meinung nach nicht irrelevant ist
Vielen Dank!
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Leo Laimer
Moderator
CAD-Dienstleister
Beiträge: 26154
Registriert: 24.11.2002 IV bis 2019
|
erstellt am: 13. Nov. 2017 10:25 <-- editieren / zitieren --> Unities abgeben: Nur für Traxtormer
OK, wenn's nur ein flaches Bauteil ist, kannst Du jederzeit per RMB auf die passende Fläche, diese "exportieren als...". Ohne Zwischenschritt einer Zeichnung (bringt ja, wie von Sascha beschrieben, Gefahren betr. Maßstab mit sich), und ohne Umweg über die Blech-Funktionen. Die Zuschnittfirma hat am liebsten nur die Zuschnittkontur, keinerlei weitere Linien oder sonstige Angaben.
Zusatzinformationen kannst Du mithilfe einer 2D-Zeichnung übermitteln, am besten in Form von PDF. Es ist aber fraglich ob der Zuschneider da irgendwas berücksichtigen kann oder will. ------------------
mfg - Leo Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Traxtormer
Mitglied
Beiträge: 59
Registriert: 12.04.2016 Windows 10 64-bit / Inventor Professional 2023
|
erstellt am: 13. Nov. 2017 11:22 <-- editieren / zitieren --> Unities abgeben:
Muss ich dann überhaupt eine Blech.ipt erstellen bzw. bringt mir das irgendeinen Vorteil? Sonst würde ich einfach mal die Standard .idw erstellen, mit allen Zusatzinformationen (Tol.) versehen und dann eben zusätzlich in der .ipt per "Fläche exportieren" die dxf-Datei (Version 2004) erstellen, oder? Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Leo Laimer
Moderator
CAD-Dienstleister
Beiträge: 26154
Registriert: 24.11.2002 IV bis 2019
|
erstellt am: 13. Nov. 2017 11:27 <-- editieren / zitieren --> Unities abgeben: Nur für Traxtormer
|
AnMay
Mitglied
Konstrukteur MB
Beiträge: 633
Registriert: 16.02.2008 Inventor 2019
Inventor 2023
|
erstellt am: 13. Nov. 2017 11:33 <-- editieren / zitieren --> Unities abgeben: Nur für Traxtormer
Zitat:
Original erstellt von Traxtormer:
Muss ich dann überhaupt eine Blech.ipt erstellen
für ein ebenes Teil nicht unbedingt Zitat:
Original erstellt von Traxtormer:
bringt mir das irgendeinen Vorteil?
sobald du etwas umbiegst, denn dann kannst du dir trotzdem die Abwicklung erstellen lassen, auf der Zeichnung zusätzlich zum Biegeteil darstellen, abspeichern, exportieren,... Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
AnMay
Mitglied
Konstrukteur MB
Beiträge: 633
Registriert: 16.02.2008 Inventor 2019
Inventor 2023
|
erstellt am: 13. Nov. 2017 11:35 <-- editieren / zitieren --> Unities abgeben: Nur für Traxtormer
Zitat:
Original erstellt von Leo Laimer:
Da fällt mir auf die schnelle kein Vorteil einer Blech.ipt ein.
Fasen und Abrundungen funktionieren bei den Blechfunktionen nur normal zur Blechoberfläche - also so wie der Zuschnitt getätigt wird Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Traxtormer
Mitglied
Beiträge: 59
Registriert: 12.04.2016 Windows 10 64-bit / Inventor Professional 2023
|
erstellt am: 14. Nov. 2017 16:51 <-- editieren / zitieren --> Unities abgeben:
OK! Zwei Fragen hätte ich noch: 1.) Das Blech soll nachher galvanisch verzinkt werden. Ich möchte weiters, dass die Kanten gratfrei sind und ich würde alle Kanten gem. folgender Seite spezifizieren: https://www.precifast.de/kanten-bemassen-zeichnung-din-iso-13715 Jedoch möchte ich einen vernünftigen Bereich vorgeben, damit das jeder Hersteller einhalten kann ohne jedesmal die Zeichnung zu adaptieren. Gibt es hier einen vernünftigen Bereich, den jeder einhalten kann (z.b.: 0,3 - 0,5 mm / verrundet oder gebrochen ist egal, Hauptsache gratfreit) und wo die wenigsten Zusatzkosten entstehen? 2.)Das Blech ist ca. 30cm lang, 2cm breit, 4mm stark und hat an jedem Ende ein Rundloch, durch diese eine jeweils Hülse gesteckt wird: https://www.stoeffl.at/distanzhuelsen-m12 Das Blech dreht sich also um diese fixierte Hülsen (ganz langsam und mit wenig Kraft). Es gibt also eine sehr geringe Relativbewegung der Hülse zum Blech. Die Hülse ist aus Kostengründen kein Gleitlager sondern nur aus PE. Wenn das Blech nun Lasergeschnitten ist, ergibt sich ja doch eine andere (rauere) Schnittoberfläche im Rundloch als wenn man "glatt" bohrt. Es nutzt sich die Hülse also mit der Zeit eher ab, als wie wenn die Fläche glatt wäre. Mich würde interessieren, ob nicht doch Wasserstrahlschneiden eine "glattere" Schnittoberfläche ergibt? Und ob preislich hier so ein Unterschied ist? Habt ihr hier Erfahrungen? SG Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Roland Schröder
Moderator
Dr.-Ing. Maschinenbau, Entwicklung & Konstruktion von Spezialmaschinen

Beiträge: 13805
Registriert: 02.04.2004 IV 2025.3.1
|
erstellt am: 14. Nov. 2017 20:15 <-- editieren / zitieren --> Unities abgeben: Nur für Traxtormer
Zitat:
Original erstellt von Traxtormer:
... Wasserstrahlschneiden eine "glattere" Schnittoberfläche ... ?
Nein, eher nicht. Gelaserte Schnittkanten haben zwar eine deutlich sichtbare "Riffel"-Struktur, diese ist aber mikroskopisch relativ glatt, denn das Material schmilzt ja am Schnitt und bildet vor dem Erstarren wie jede andere Flüssigkeit einen kleinen Spiegel, nur halt nicht großflächig. Wasserstrahlanlagen arbeiten dagegen meistens mit Abrasiv-Stoffen, also lose eingemischten feinen Schleifkörnern, die das Material kalt wegkratzen. Die geschnittene Fläche sieht dann selber aus wie Sandpapier und wirkt auch so. Es kommt allerdings auch sehr auf den Gleitpartner an. Kunststoff ist zwar weich, aber oft erstaunlich widerstandsfähig gegenüber abrasiver Belastung, weil sich der Kunststoff den mikroskopischen Kanten, die den Verschleiß bewirken, nicht hart entgegenstellt, sondern sich teilweise weich darum herumdrückt. Trotzdem ist natürlich (bei trockener Reibung) eine glatte Oberfläche für eine Gleitbewegung in der Regel besser als eine rauhe. Die professionelle und auch nicht teure Lösung wäre, die Relativbewegung auf die Innenseite der Buchse zu verlegen, also die Bohrung in dem Blech so eng, dass die Buchse mit ihrem Außendurchmesser fest gepresst darin sitzt, und dann eine glatte, feststehende Achse auf der der - durch die Pressung verengte! - Innendurchmesser gleitet. -- Preislich hätte das Wasserstrahlschneiden, wenn überhaupt, keinen nennenswerten Vorteil. Bei einem solchen Einzelstück hat das verwendete Verfahren auch ohnehin kaum einen Einfluss auf den Gesamtpreis. Der größte Teil der zu berechnenden Arbeit enfällt auf das Einlesen und Prüfen der Datei, das Programmieren des Prozesses, das Vorbereiten und Bereithalten von Material und Maschine, sowie Säubern, Entgraten, Verpacken, Versenden und Verwalten. [Ach, und zum Entgraten:
Es gibt Betriebe, die haben Entgratmaschinen. Es gibt Verfahren, da werden die Bauteile in einer Schüttung mit ca. nussgroßen Schleifkörpern hochfrequent gerüttelt und vibriert, und es gibt Maschinen, in denen große Walzen mit einem weichen Fell aus langen, losen hängenden Schleifköperstreifen die Bauteilen sanft bewuscheln und dabei die Kanten rundlutschen und die Flächen gleichmäßig gätten.] ------------------
Roland
www.Das-Entwicklungsbuero.de It's not the hammer - it's the way you hit! Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
W. Holzwarth
Ehrenmitglied V.I.P. h.c.
Dipl.-Ing. Maschinenbau

Beiträge: 9346
Registriert: 13.10.2000 Inventor bis 2025, Rhino 8, Mainboard ASUS ROG STRIX X570F-Gaming, CPU Ryzen 9 5900X, 64 GB RAM, 4 TB SSD, Radeon RX 6900 XT, Dual Monitor 24", Spacemouse Enterprise, Win 10 22H2
|
 erstellt am: 14. Nov. 2017 23:46 <-- editieren / zitieren --> Unities abgeben: Nur für Traxtormer
erstellt am: 14. Nov. 2017 23:46 <-- editieren / zitieren --> Unities abgeben: Nur für Traxtormer
|
Steffen595
Mitglied
Konstrukteur
Beiträge: 1332
Registriert: 24.03.2004 IV2018 Professional SP1
Vault 2018
Inventor 2018 Professional
Windows 10 64bit
|
erstellt am: 15. Nov. 2017 00:10 <-- editieren / zitieren --> Unities abgeben: Nur für Traxtormer
Ich habs bei 3mm dicken Teilen gemessen, das Loch ist ca. 0,3mm groesser als gezeichnet. D.h. 19,2 wird 19,5. Ich mach dann Sachen halt 0,3mm kleiner. ------------------
alle Räder stehen still, wenn Kinematiks starker Arm das will Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Micha Knipp
Ehrenmitglied
Werkzeugmacher
Beiträge: 1838
Registriert: 06.06.2001 P53
SpaceNavigator
Alibre V28
FreeCad 1.0.2
|
erstellt am: 15. Nov. 2017 01:18 <-- editieren / zitieren --> Unities abgeben: Nur für Traxtormer
Zum Thema Entgraten werfe ich mal das Stichwort Gleitschleifen - auch Trowalisieren genannt - in den Raum (bereits von Roland angedeutet). Je nach Material, Geometrie und Rauheit der Schleifkörper und Verweilzeit erhält man mehr oder weniger verrundete Kanten und geglättete Oberflächen. Nutzen wir seit 30 Jahren und ich bin immer wieder begeistert, welche Ergebnisse sich erzielen lassen. ------------------
Gruß aus Leverkusen
Micha Knipp Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Manfred Gündchen
Ehrenmitglied V.I.P. h.c.
SelbstständIng mit Planungsbüro Anlagenbau, Dipl.-Ing.-Maschinenbau
Beiträge: 2702
Registriert: 08.03.2008 IV seit den 5.3Er
aus guten Gründen und aus Überzeugung "immer noch" der 2014Ner
WIN7pro-64bit
|
erstellt am: 15. Nov. 2017 11:15 <-- editieren / zitieren --> Unities abgeben: Nur für Traxtormer
@ Traxtormer. Mein Tipp, sprich mit dem Lieferanten! Welches dxf-Format aus dem IV, wird er Dir beantworten können. Sprich über eine höhere Genauigkeit.
Wird er in der Regel hinkriegen. Ist wg. teilweise langsamerer Geschwindigkeit ggf. teurer. ------------------
In diesem Sinne wünsche ich allen, weiterhin effektives Schaffen ----------------
Manfred Gündchen
www.guendchen.com Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Traxtormer
Mitglied
Beiträge: 59
Registriert: 12.04.2016 Windows 10 64-bit / Inventor Professional 2023
|
erstellt am: 15. Nov. 2017 11:23 <-- editieren / zitieren --> Unities abgeben:
Wow, vielen Dank für die wirklich interessanten Beiträge. Ich versuche mal auf alle einzugehen: Also es geht eigentlich um 50 STK des Blechs, sofern das erste STK passt.
Ich werde beim Laserschneiden bleiben und würde einfach angeben, dass die Löcher nochmal mechanisch aufgebohrt werden sollen...das wird in Anbetracht der Stückzahl dann glaube ich nicht mehr ins Gewicht fallen und die Schnittfläche ist prozesssicher glatt, oder was sagt ihr? Die PET-Hülse ist auf einer Platte mittels einer Schraube durch den Schraubenkopf fixiert. Sie kann sich also nicht drehen....deswegen muss das Blech vom Loch her ein bisschen größer sein, als der Hülsen-OD, um die Relativbewegung zu ermöglichen! Was würdet ihr für ein Aufmaß auf den Hülsen-OD empfehlen (wie gesagt, die Kraft&Drehzahl ist wirklich fast nichts)? Thema Entgraten: Eigentlich ist mir egal wie der Lieferant dies macht. Ich möchte einfach keinen Grat haben und möchte dies auf der Zeichnung spezifizieren, allerdings Herstellerunabhängig! Deswegen wollte ich Euch fragen, wie man das eben spezifiziert (wie gesagt eben: 0,3 - 0,5 mm / verrundet oder gebrochen ist egal, Hauptsache gratfreit)?
Weiters soll es durch das Verzinken eine möglichst hohe Ähnlichkeit zu galv. verzinkten Schrauben haben, sprich als Einheit wirken. Ist es egal wie Entgratet wird, damit nach dem Verzinken (12µm Schichtstärke) die Oberfläche auch passt?
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Leo Laimer
Moderator
CAD-Dienstleister
Beiträge: 26154
Registriert: 24.11.2002 IV bis 2019
|
erstellt am: 15. Nov. 2017 11:38 <-- editieren / zitieren --> Unities abgeben: Nur für Traxtormer
Du brauchst offensichtlich nicht nur einen guten Zuschneider, sondern auch einen Schlosser der Dir das alles fertig macht, also mit Entgraten, Bohren, usw. Wobei man ein Laserteil für Maschinenbau meist nicht weiter entgraten muss, das hat keine scharfkantigen Grate. Aber der Anschnitt kann unschön aussehen, das kann man vorgeben dass der Anschnitt nicht an der Werkstückkante sein soll. Wenn die galvanisierte Oberfläche schön und ebenmäßig sein soll, solltest Du das mechanisch fertige Werkstück non glaskugelstrahlen lassen, dann sind die meisten Kratzer und sonstigen Unschönheiten auch weg. Aber was soll das Ganze werden? Ein dekoratives Objekt? Ein schönes Consumer-Produkt? ------------------
mfg - Leo Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Manfred Gündchen
Ehrenmitglied V.I.P. h.c.
SelbstständIng mit Planungsbüro Anlagenbau, Dipl.-Ing.-Maschinenbau
Beiträge: 2702
Registriert: 08.03.2008 IV seit den 5.3Er
aus guten Gründen und aus Überzeugung "immer noch" der 2014Ner
WIN7pro-64bit
|
erstellt am: 15. Nov. 2017 21:55 <-- editieren / zitieren --> Unities abgeben: Nur für Traxtormer
Gelaserte Teile haben - natürlich - einen Grat. In Ausblasrichtung baut sich da Material auf. Deutlich weniger als beim Brenn- oder Plasmaschneiden, aber doch. Das kann sogar, bei besonders zähelastischen Materialien, beim Wasserstrahlschneiden passieren. Und, beim galvanischen Verzinken wird an den Kanten auch mehr Material aufgebaut, so dass es hier zu zusätzlicher Gratbildung kommt. Deshalb ist es immer gut die Kanten zu brechen. Am besten zu verrunden. Das ist allerdings die aufwändigste und daher teuerste Methode. ------------------
In diesem Sinne wünsche ich allen, weiterhin effektives Schaffen ----------------
Manfred Gündchen
www.guendchen.com Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
ftg
Mitglied
Technischer Sklave
Beiträge: 550
Registriert: 16.09.2004 DELL Xeon Workstation
Windows 10 Pro (besser als sein Ruf...)
Inventor Pro 2016
PSP 2011
GAIN Collaboration
|
erstellt am: 16. Nov. 2017 06:34 <-- editieren / zitieren --> Unities abgeben: Nur für Traxtormer
|
Traxtormer
Mitglied
Beiträge: 59
Registriert: 12.04.2016 Windows 10 64-bit / Inventor Professional 2023
|
erstellt am: 27. Nov. 2017 09:08 <-- editieren / zitieren --> Unities abgeben:
Leute ich möchte mich mal für diese wirklich tollen Feedbacks bedanken! Ich werde die Teile Laserschneiden lassen und entsprechend für eine glattere Schnittfläche aufbohren lassen! Danach...da dies eh nicht das einzige Blech ist...werde ich alle Teile dann zusammen Trowalisieren lassen! Ich muss aber noch einmal zu meinem Beitrag vom 14. Nov. 2017 16:51 zurückkommen: Die PET-Hülse und die Bohrung des Blechs haben üben ja eine kleine - aber doch - Relativbewegung zueinander aus und übertragen eine kleine Kraft. Es geht hier quasi um nichts, aber eben doch!
Kann es sein, dass sich die Zinkschicht hier mit der Zeit abreibt? Oder kann man quantifizieren wie fest diese Zinkschicht haftet/hält? Bzw. wie kann man rausfinden, ob sich zuerst die Hülse abnutzt?
Ich kann nämlich das Blech auch aus Alu lasern lassen...dann bräuchte man nicht extra verzinken und sich auch keine Gedanken wegen Abnutzung machen, oder?
Kan man das dann auch Trowalisieren bzw. kommt man auf eine optisch ähnliche Oberfläche wie hier: https://webshop.schachermayer.com/cdn/derivates/5/103/692/DV005-ppic_Aluwinkel_F1_002_0.jpg
Was sagt ihr? Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Leo Laimer
Moderator
CAD-Dienstleister
Beiträge: 26154
Registriert: 24.11.2002 IV bis 2019
|
erstellt am: 27. Nov. 2017 09:22 <-- editieren / zitieren --> Unities abgeben: Nur für Traxtormer
Zink hält gegen Reibung nicht viel aus. Wie lange ist von etlichen Faktoren abhängig, wie Belastung, Geschwindigkeit, Fremdkörper, Schmierung. Wenn es eine reine Schwenkbewegung ist, sei es doch egal: Die abgeriebenen Stellen liegen eh innerhalb des Gleitlagers, und man sieht's von außen kaum. Wenn es auf perfekte Optik ankommt wäre ein harter, sehr glatter, korrosionsbeständiger Gleitpartner zur Kunststoffbuchse empfehlenswert. ------------------
mfg - Leo Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |

 Foren auf CAD.de
Foren auf CAD.de



 |
| 

 Wenn's genau und glatt sein soll, lasert man Bohrungen etwas kleiner und reibt die dann auf ..
Wenn's genau und glatt sein soll, lasert man Bohrungen etwas kleiner und reibt die dann auf ..