| | |  | SchraubTec Bochum - Die regionale Fachmesse für Schraubverbindungen, eine Veranstaltung am 30.09.2026
|
|
Autor
|
Thema: Lagetolerierung einer Kreistangete (ballige Auflagefläche) (525 / mal gelesen)
|
LuckyT
Mitglied
Konstrukteur Sondermaschienenbau
   Beiträge: 8
Registriert: 29.09.2020
|

 erstellt am: 19. Nov. 2025 09:15
erstellt am: 19. Nov. 2025 09:15  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
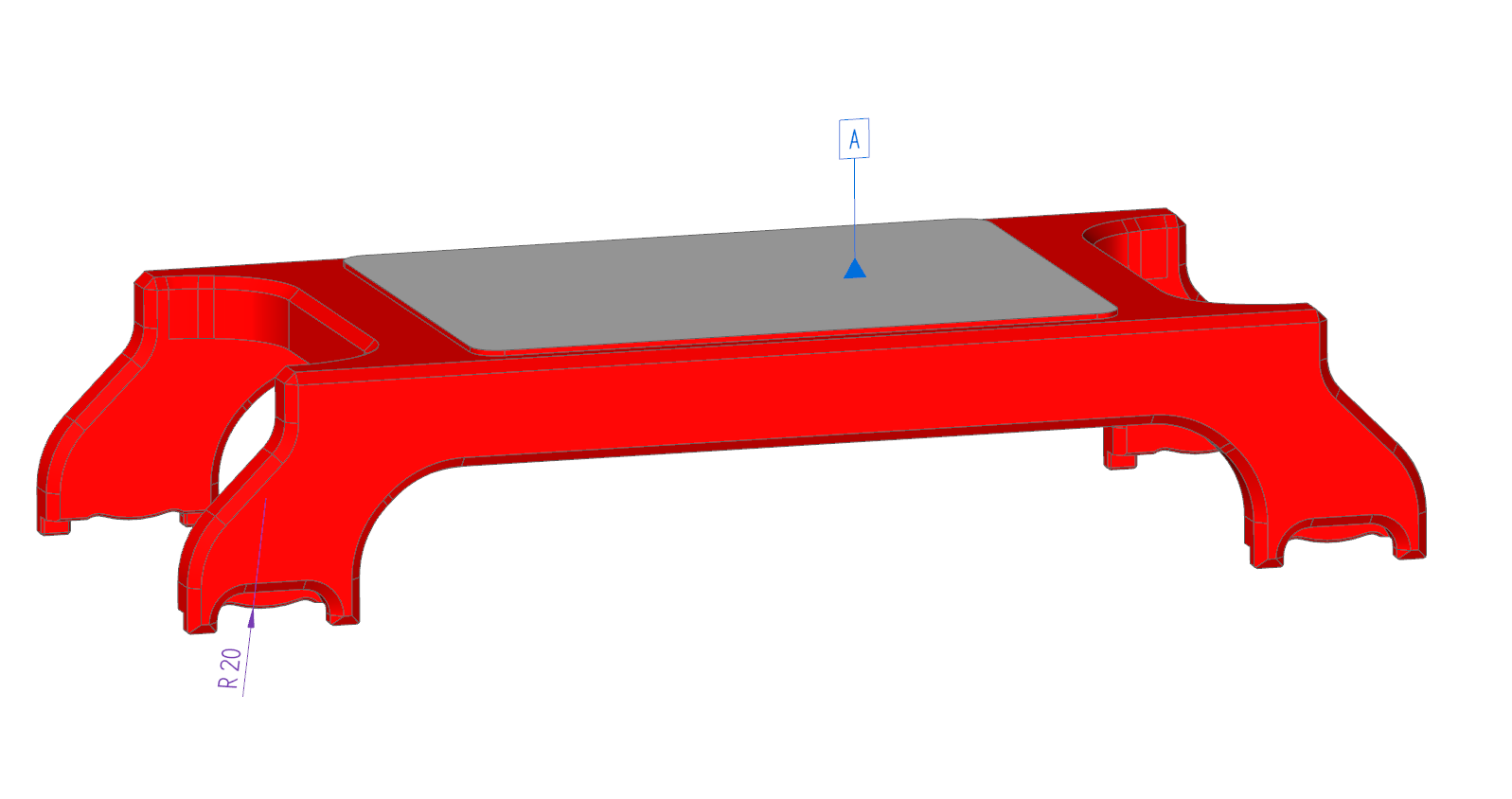
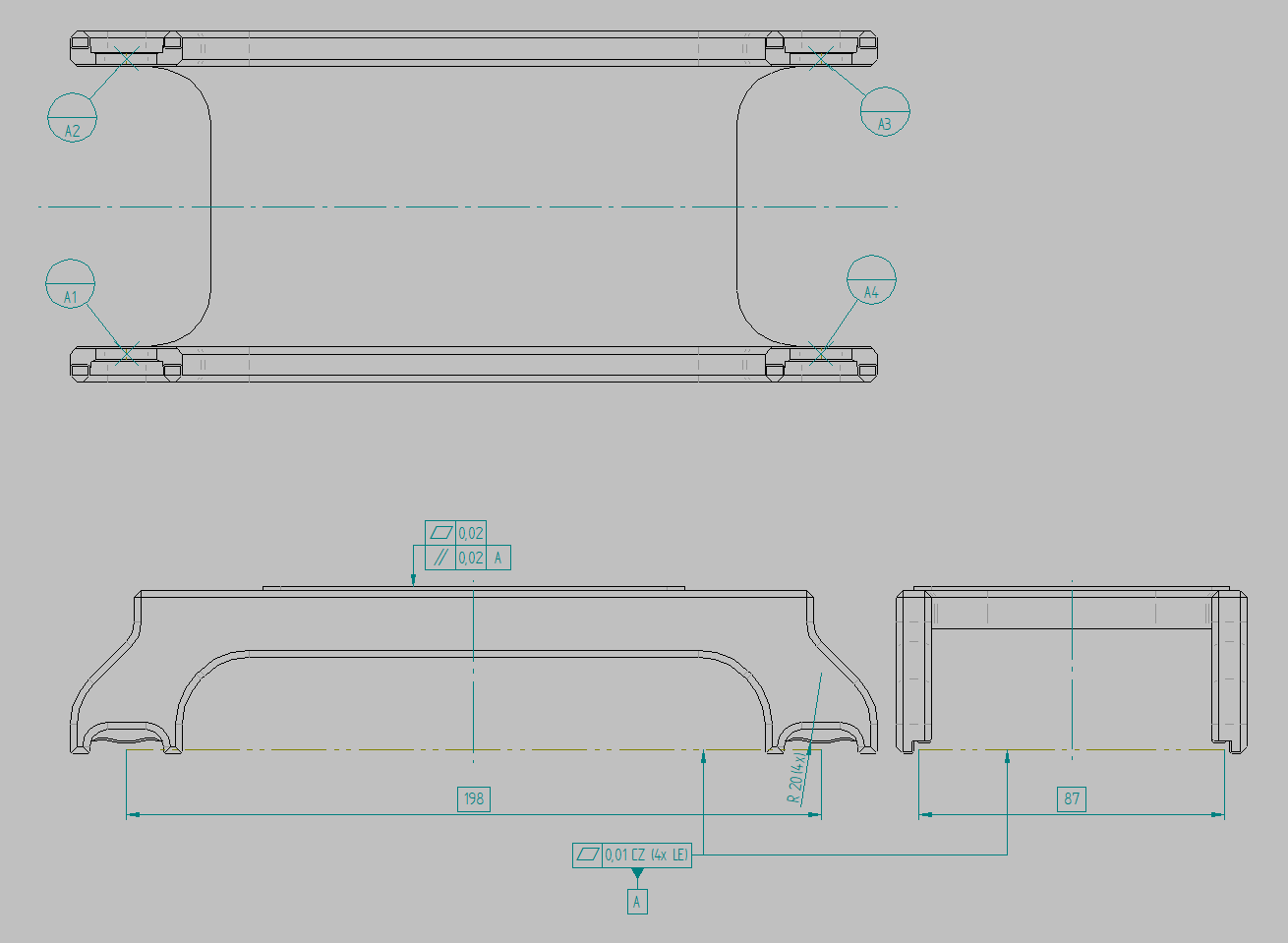
Hallo zusammen, ich habe gerade eine Vorrichtung zum Ausrichten einer Führungsachse gezeichnet, welche sich über 4 ballige Auflagepunkte an den Führungen abstützt. (Ja, 4 ist überbestimmt aber darum soll es hier nicht gehen.) Wie würdet ihr nun am besten die 4 Auflagepunkte tolerieren, damit die daraus resultierende Ebene parallel zur Fläche A ist?  Ich will auch nicht mehr einschränken, als sein muss, wie z. B. die Höhe der Vorrichtung oder den Radius, da diese mit Allgemeintoleranz völlig ausreichen. Wichtig ist nur die Parallelität von Fläche A und den Führungen. Vielen dank für euren Input!
Thomas Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
LuckyT
Mitglied
Konstrukteur Sondermaschienenbau
Beiträge: 8
Registriert: 29.09.2020
|
 erstellt am: 20. Nov. 2025 14:50 <-- editieren / zitieren --> Unities abgeben:
erstellt am: 20. Nov. 2025 14:50 <-- editieren / zitieren --> Unities abgeben:
|
ISO GPS SECRETS
Mitglied
Consultant
Beiträge: 5
Registriert: 02.11.2025
|
 erstellt am: 20. Nov. 2025 16:47 <-- editieren / zitieren --> Unities abgeben: Nur für LuckyT
erstellt am: 20. Nov. 2025 16:47 <-- editieren / zitieren --> Unities abgeben: Nur für LuckyT 
Der Zeichnungsentwurf ist noch nicht ganz normgerecht - siehe ISO 5459:2024. Und wenn er es wäre, entspricht er nicht der Designidee: Vier Kugel (Ballen) liegen auf einer Ebene auf. Diese Ebene soll die auf dieser Einzelteilzeichnung fehlenden Kontaktpartner (vier planare Führungswagenflächen) simulieren. Spezifiziert sind 4 Auflagepunkte. Das ergibt mit den "Ballen" keine stabile Auflage. Auch sind mit R20 keine Ballen spezifiziert, sondern Radien. Eine Kugel wird gemäß ISO 129 mit "Sø" bemaßt. Die Designabsicht ist recht einfach umsetztbar:
- Auf jede integrale Kugel einen Bezug setzen (Vorschlag A, B, C, D)
- Aufruf primär gleichzeitig A-B-C-D
- gemäß ISO 5459-2024 (gibt es derzeit immer noch nicht als DIN EN ISO) wird jetzt eine Tangentialebene mit der Zielfunktion externer Tschebyscheff (also Minmax-Bedingung) an das mit einem konvexen Hüllfilter gefilterte integrale Geometrieelement (hier also die vier Ballen) assoziert. Das passt perfekt zur Designabsicht. Die assozierte Ebene (also der Bezug, welcher den Kontaktpartner simuliert) wird immer auf zwei gegenüberliegende Ballen aufliegen. Sie wird so ausgerichtet, dass der Abstand ("Luft") zu den beiden anderen Ballen möglichst klein wird; also gleich ist (Minmax-Bedingung!). Ungeschickt ist leider, das weder die ISO 5459:2011 noch :2024 den genauen Filtertyp definieren. Zur Auswahl stehen z.B. H0, CB oder seit ISO 5469:2024 Filter EM. Ich würde heute den EM Filter nehmen, auch wenn er in der ISO 1101:2017 leider fehlt. Das muss in jedem Fall explizit auf der Zeichnung definiert werden, wenn ein planarer Bezug wie hier aus getrennten Flächen gebildet wird.
- Jetzt muss noch das maximale Wackeln der assoziierten Bezugsebene toleriert werden. Die Ballen würde ich mit einem TED und Sø bemaßen und 4x Profiltoleranz Filter EM CZ gegen A-B-C-E spezifizieren
- Wenn man zusätzlich zur obigen funktionsbegründeten Spezifikation noch die integrale Ballengeometrie spezifizieren möchte (z.B. um geometrisch vollständig zu spezifizieren) dann bietet sich an:
- 4x Profil CZ
Und zur Verfeinerung mit immer kleiner werdender Toleranz:
- 4x Profil ohne CZ
- 4x Profil OZ Diese normgerecht (weil funktionsbegründete) Zeichnung muss gemäẞ ISO 8015 (Grundsatz der Dualität) und ISO/TS 21619 im Verlauf des Produktentstehungsprozesses zu einer geometrischen Fertigungsspezifikation abgeleitet werden. Wenn das Bauteil z.B. spanend oder durch Guss hergestellt wird, können die assozierte Bezugsgeometrieelemente nicht unmittelbar hergestellt werden, sondern müssen in eine integrale Geometriespezifikation umgewandelt werden. Eine Verkfikation muß immer unter Berücksichtigung der unvermeidbaren Verifikationsunsicherheit gegen die funktionsbegründete Spezifikation erfolgen. Zur Fertigungssteuerung muss die geometrische Fertigungsspezifikation weiter abgeleitet werden, weil eine Positionsspezifikation (Position oder Profil) der ISO GPS keine Information zur Abweichungsrichtung enthält. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Roland Schröder
Ehrenmitglied V.I.P. h.c.
Dr.-Ing. Maschinenbau, Entwicklung & Konstruktion von Spezialmaschinen

Beiträge: 13772
Registriert: 02.04.2004 3D-CAD Inventor 2019
|
erstellt am: 20. Nov. 2025 18:38 <-- editieren / zitieren --> Unities abgeben: Nur für LuckyT
Moin! Ich würde einfach für jede "Pfote" den Abstand des Scheitelpunktes von Ebene A* eng toleriert bemaßen. Alles Andere lässt sich kaum messtechnisch prüfen. PS: Wie soll das überhaupt gefertigt werden? PPS: Natürlich wäre es denkbar, größere Abweichungen von diesem Maß zu erlauben, wenn nur die Unterschiede gering bleiben, aber was nützt das? Es wäre ja unwirtschaftlich, bei der Fertigung lange herumzuprobieren. Die einzige vernünftige Möglichkeit IMHO ist, das Maß, das gleich sein muss, vorzugeben und dann möglichst genau zu fertigen.
------------------
Roland
www.Das-Entwicklungsbuero.de
It's not the hammer - it's the way you hit! [Diese Nachricht wurde von Roland Schröder am 21. Nov. 2025 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
LuckyT
Mitglied
Konstrukteur Sondermaschienenbau
Beiträge: 8
Registriert: 29.09.2020
|
erstellt am: 21. Nov. 2025 11:27 <-- editieren / zitieren --> Unities abgeben:
Servus Roland Zitat:
Original erstellt von Roland Schröder:
PS: Wie soll das überhaupt gefertigt werden?
Die 4 Auflageflächen werden Walzgefräst. Links und rechts der Überstand dient nur zum schutz der Radien, dass die nicht so leicht beschädigt werden. Also wichtig ist wriklich nur dass die scheitelpunkte von R20 möglichst exakt auf einer Ebene liegen. Zitat:
Original erstellt von Roland Schröder:
PPS: Natürlich wäre es denkbar, größere Abweichungen von diesem Maß zu erlauben, wenn nur die Unterschiede gering bleiben, aber was nützt das? Es wäre ja unwirtschaftlich, bei der Fertigung lange herumzuprobieren. Die einzige vernünftige Möglichkeit IMHO") ist, das Maß, das gleich sein muss, vorzugeben und dann möglichst genau zu fertigen. ist, das Maß, das gleich sein muss, vorzugeben und dann möglichst genau zu fertigen.
Die idee dahinter war dass das teil in 5+1 seiten bearbeitet wird. So kann also alles gefräst werden, auch die 4 Radien in mehr oder wehniger der gleichen spannung. Daher ist es einfach sicherzustellen das diese auf der gleichen Ebene tangieren, solange nämlich nicht umgespannt sondern nur geschwenkt, sind die ungenauigkeiten sehr überschaubar.
die 6. seite ist dann Fläche A, wo einfach das Überschüssige material weg geplant wird. Der Fertiger kann sich das teil dann mit unterlagen auf den 4 Radien am Tisch auflegen und spannen, wodurch eine hohe paralelität, unabhäning vom endmaß erreicht wird. (Vorruasgesetzt der frästisch ist zur spindel ausgerichtet).
Auch das Messen in der Wekstatt ist dann sehr einfach one CMM machbar. Einfach auf Fläche A auflegen und unter einer Messuhr oder einem Bubitaster durchzeihen, so sieht man wie genau die 4 tangenten überienstimmen. Die 4 scheitelpunkte exakt am Nennamß zu ferigen steht dem fertiger dann ja immer noch frei falls er es anders nicht messen oder fertigen kann. Aber ich denke du hast irgendwo recht, dass die Tangenten genau zu toelrieren die verständlichste möglichkeit ist... Gruß, Thomas Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
rode.damode
Mitglied
Maschinenbauingenieur

Beiträge: 672
Registriert: 15.07.2011 Inventor 2026
|
erstellt am: 25. Nov. 2025 11:25 <-- editieren / zitieren --> Unities abgeben: Nur für LuckyT
Zitat:
So kann also alles gefräst werden, auch die 4 Radien in mehr oder wehniger der gleichen spannung. Daher ist es einfach sicherzustellen das diese auf der gleichen Ebene tangieren, solange nämlich nicht umgespannt sondern nur geschwenkt, sind die ungenauigkeiten sehr überschaubar.
Also da wäre ich mir nicht so sicher. Ich hab in meiner Laufbahn schon viele verdrehte Teile gesehen, wenn nach der Aufspannung die Eigenspannung wirksam wird. Wenn du dann das Teil auf den 4 Radien eben aufspannst, verdrehst du das ganze wieder. Nach dem Fräsen hast du dann eine verdrehte Fläche A.
Das kann messtechnisch dazu führen, dass alles zu der verdrehten Fläche stimmt, das Ganze aber alles andere als eben ist. Fräse alles erst mal mit Aufmaß vor, fixiere das Teil ohne zu verspannen und fräse die Fläche A so gut es geht eben.
Zeichnerisch vergibst du auf der Fläche A 3! Ausrichtpunkte in z. An denen wird dann das Teil zum Fräsen ausgerichtet und die 4 Radien fertiggefräst.
Zeichnerisch tolerierst du die 4 Radien zu der Fläche aus den 3 Ausrichtpunkten in z. Du tust dir einfacher, wenn du dir erst mal Gedanken zur Fertigung machst, bevor du eine Zeichnung tolerierst. viele Grüße
Roger
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
| Anzeige.:
Anzeige: (Infos zum Werbeplatz >>)
 |

 Foren auf CAD.de
Foren auf CAD.de