| | |  | uversa auf der All About Automation 2026 in Friedrichshafen, eine Pressemitteilung
|
|
Autor
|
Thema: Rauheitsangabe (3453 mal gelesen)
|
tomtis
Mitglied
Prozessingenieur
   Beiträge: 8
Registriert: 13.10.2008
|

 erstellt am: 24. Feb. 2009 11:18
erstellt am: 24. Feb. 2009 11:18  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
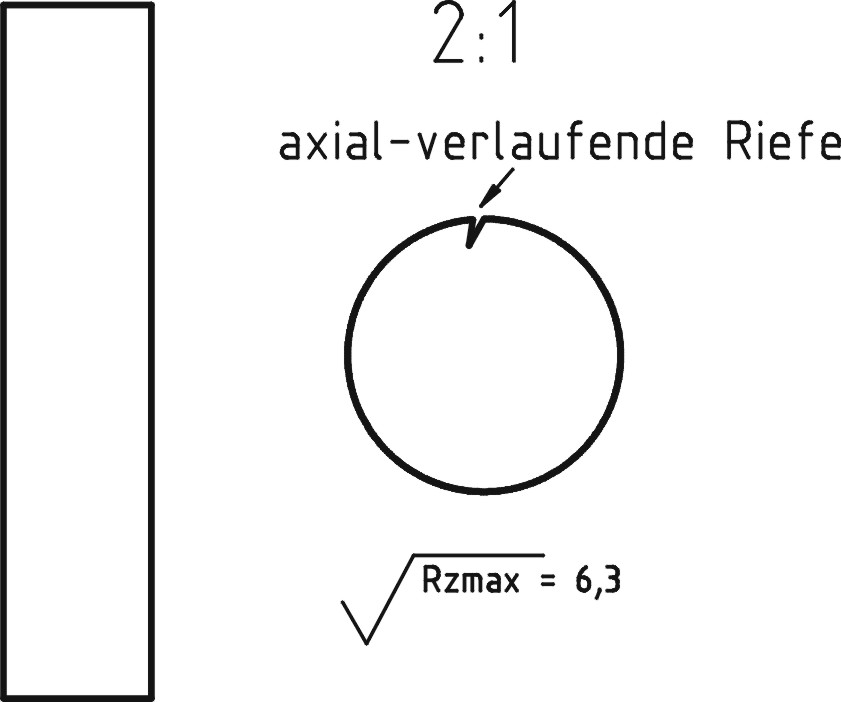
Hallo, ich habe folgendes Problem bezgl. Oberflächenbeschaffenheit: Ich habe einen Stahlzylinder, welcher durch einen Ziehprozess hergestellt wird. Dieser Stahlzylinder besitzt durch den Umformprozess axial verlaufende Riefen. Nun möchte ich die Oberfläche des Zylindermantels in der ZNG definieren.
Was in der weiteren Prozessverarbeitung stört, sind vertiefe Riefen, auch wenn es sich nur um eine einzige Riefe handelt (siehe Bild). Daher macht die Rauheitsangabe meiner Erfahrung nach mit "max" Sinn. Jedoch zeigen sich weder Ra noch Rz als sinnige Oberflächenangabe, denn über eine gewissene Messbezugslänge wird eine einzelne vertiefte Riefe herausgemittelt und der Stahlzylinder als Gutteil bewertet.
Weiss einer von euch eine sinnvolle Oberflächenangabe, damit nicht statistisch über eine Messbezugslänge gemittelt wird? Oder geht man mit einer anderen Methodik an diese Problemstellung heran? mfg tomtis Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
carsten-3m
Mitglied
Dipl.-Ing. Mbau (Produktmanagement, Patent- und Normwesen)

Beiträge: 950
Registriert: 08.05.2007 Pro/E Wildfire 4
PDMLink
|
erstellt am: 24. Feb. 2009 12:24 <-- editieren / zitieren --> Unities abgeben: Nur für tomtis 
Riefen - auch Risse, Spalte, Anbrüche - werden bei uns durch gesonderte und vorgeschriebene Prüfverfahren gefunden, so z. B. durch Fluxen, Ultraschallen oder mittels Rissprüfspray. Habe gerade keine Zeichnung zur Hand, werde aber ggf. hier nachtragen, welche Angaben wir bezüglich Rissfreiheit auf den Zeichnungen machen. ------------------
Seit Pro/E Version 1 dabei, auwei... Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
maschinenbauheit
Mitglied
Techniker Maschinenbau Entwicklung
Beiträge: 600
Registriert: 13.02.2007
|
erstellt am: 24. Feb. 2009 15:10 <-- editieren / zitieren --> Unities abgeben: Nur für tomtis
Erschwerend kommt dazu, daß an Deinem Zylinder eigentlich das Profil, sprich die Zylinderform, "auszufiltern" wäre, Du eigentlich nicht "R" sondern "P" angeben müßtest als Meßgröße. Um so mehr, je kleiner der Zylinder ist. In Deinem Fall würde ich auf der Zeichnung tatsächlich, wie von carsten-3m vorgeschlagen, direkte Prüfungen auf Oberflächenfehler vorschreiben. ------------------
A Journey into Darkness, a Journey into Mystery, a Journey into ProEngineer [Diese Nachricht wurde von maschinenbauheit am 24. Feb. 2009 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Marco Gödde
Mitglied
Konstrukteur
Beiträge: 422
Registriert: 04.12.2008 Dell Precision Tower 7810
Windows 10 64bit
Intel Xeon E5-2637 v3 @ 3,5GHz
16GB RAM
Nvidia Quadro K1200
Inventor Professional 2017
Vault Professional 2017
|
erstellt am: 25. Feb. 2009 07:29 <-- editieren / zitieren --> Unities abgeben: Nur für tomtis
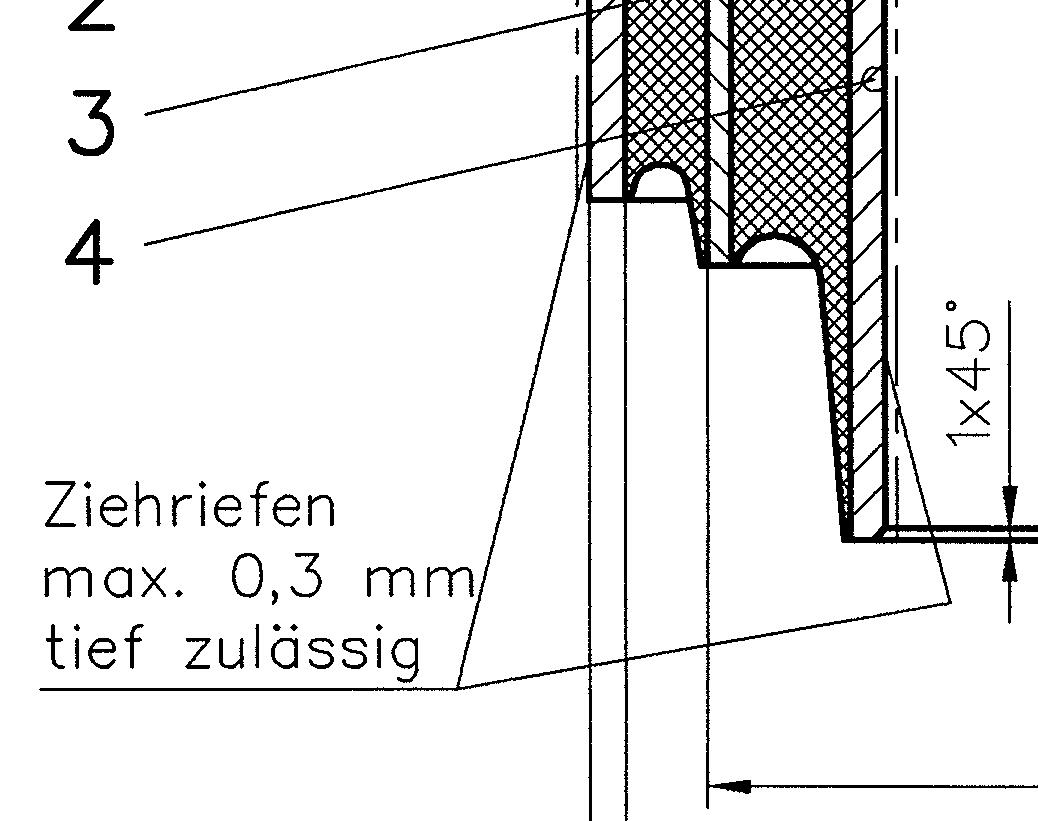
Die Frage ist natürlich sind Ziehriefen zulässig und wenn ja, bis zu welcher Tiefe. Bei uns werden bestimmte Erzeugnisse Kalibriert, was auch zu Ziehriefen führen kann. In der Regel bestimmt der Kunde, ob und in welcher Form er Riefen zulässt. Entsprechend kennzeichnen wir auf unseren Zeichnungen die jeweilige Oberfläche mit einem Text (siehe Anhang). Das sollte in der Regel reichen. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
| Anzeige.:
Anzeige: (Infos zum Werbeplatz >>)
 |

 Foren auf CAD.de
Foren auf CAD.de



 |
|