| | |
 | 100 Prozent sichere Schraubenkopfauflage , ein Fachartikel
|
|
Autor
|
Thema: M16 x 0,5 druckgießen (5530 mal gelesen)
|
Corsin
Mitglied

   Beiträge: 12
Registriert: 21.10.2011
|

 erstellt am: 18. Dez. 2011 12:29
erstellt am: 18. Dez. 2011 12:29  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
Hi, Bin im 1. Semester Mechatronik und wir müssen für unsere Konstruktionsarbeit ein 2/2 wegeventil konstruieren. Dabei hab ich mir überlegt meinen Elektromagnet mit Kunststoff zu umspritzen und unten ein M16x0,5 Außengewinde mit "anzuspritzen" dies soll dann auf den AL-Druckguss Ventilkörper aufgeschraubt werden. Meine Fragen: Sind die Gewinde (in Kunststoff und AL) überhaupt gießbar und wenn ja welche Dinge muss ich beim Konstruieren berücksichtigen? mfg Corsin Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Gerhard Deeg
Moderator
Konstrukteur aus Leidenschaft
    

Beiträge: 2643
Registriert: 17.12.2000 CREO - OSD - OSM
HP XW4400 - XW4600
Dell Inspiron 17E
NVIDIA QUADRO FX1500
NVIDIA Quadro FX1800
HP Mini 210 2002sg
WIN 7 Ultimate 32/64
|
 erstellt am: 18. Dez. 2011 13:00 <-- editieren / zitieren --> Unities abgeben: Nur für Corsin
erstellt am: 18. Dez. 2011 13:00 <-- editieren / zitieren --> Unities abgeben: Nur für Corsin 
Hallo Corsin, ein herzliches Willkommen im Forum für Form- und Gießtechnik. Um Deine Frage ganz kurz zu beantworten, ja. Bei Kunststoff kommt es auf die Lage des Gewindes an, ob Du es in die Trennebene legen kannst, oder aber ob Du dafür Schieber brauchst, oder vielleicht eine Ausschraubeinheit verwenden willst.
Du siehst, es gibt viele Möglichkeiten. Das Beste ist, eine Skizze reinstellen, dann kann man richtig darüber sprechen. Bei Al ist es schon schwieriger, da meistens die Gradbildung sehr groß ist und das Teil nachgearbeitet werden muss. Bei Zinkdruckguss hättest Du schon bessere Chancen das Gewinde auszuformen ohne Nacharbeit. Lass was von Dir hören und bis dahin Gruss Gerhard ------------------
Jeder erfüllte Wunsch ist ein Traum weniger
Träume sind die Sonnenstunden der Hoffnung Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Corsin
Mitglied
Beiträge: 12
Registriert: 21.10.2011
|
erstellt am: 18. Dez. 2011 13:29 <-- editieren / zitieren --> Unities abgeben:
Hab jetzt mal ein Bild angehängt. Hoffe man kann was erkennen. Wie is das dann bei Kunststoff? Hab in einem Buch gelesen, ich kann mit dem Gewinde bis zu 1mm vor die angrenzende Fläche gehen. Stimmt das und wie is das dann mit dem Gewindefreistich? Zählen da dann die Normen die im Tabellenbuch stehen oder gelten da andere Normen? mfg Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Ehrenmitglied V.I.P. h.c.
Dipl. Ing.
Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
erstellt am: 18. Dez. 2011 13:33 <-- editieren / zitieren --> Unities abgeben: Nur für Corsin
Hallo Corsin, erst mal zur Nomenklatur. Der Begriff Druckguss ist bei Metall üblich. Also Alu oder ZInk ( Zamak). Bei Kunststoff nennt sich das Spritzgießen. Ein Außengewinde ist da meistens kein Problem. Der Bolzen sollte aber innen hohl sein ( ca Ø 12 ), weil sonst die Wanddicke zu groß wird. M 16x 0,5 ist das richtig ? Nach Norm gibt es ein M 16x 1,5 und ein M 16x 1 ( sehr fein ). ------------------
Klaus Solid Edge V 20 SP15
Konstruktion mit Kunststoff Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Ehrenmitglied V.I.P. h.c.
Dipl. Ing.
Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
erstellt am: 18. Dez. 2011 13:45 <-- editieren / zitieren --> Unities abgeben: Nur für Corsin
Der Freistich ist wichtig wenn das Gewinde spanend gedreht wird. ( Es gibt auch noch andere Methoden ein Gewinde zu spanen ) Bei Formwerkzeugen kannst Du auch ganz bis an die angrenzende Fläche gehen, weil die Form dann ungefähr so aussieht wie ein Muttergewinde.
Das ist hier auch nötig, weil Kunststoff weniger hält als Metall und das Gewinde länger sein sollte. Nach der Skizze ist der Kunststoff aber zu dick, das Gewinde schwindet mehr ( wird zu klein ) und verzieht sich
( wird krum ) ------------------
Klaus Solid Edge V 20 SP15
Konstruktion mit Kunststoff Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Corsin
Mitglied
Beiträge: 12
Registriert: 21.10.2011
|
erstellt am: 18. Dez. 2011 14:05 <-- editieren / zitieren --> Unities abgeben:
Hm, hab beim Kunststoff D8 also zu klein... Wegen dem Freistich: Wenn ich keinen hab, kann ich dann mein Kunststoffteil soweit einschrauben bis es bündig abschließt? Hast du eine Idee wie ich es anders machen könnte? Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Ehrenmitglied V.I.P. h.c.
Dipl. Ing.
Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
erstellt am: 18. Dez. 2011 14:18 <-- editieren / zitieren --> Unities abgeben: Nur für Corsin
Die Wanddicke sollte vom Kerndurchmesser aus ca. 2 bis 2,5 mm sein. Wäre also innen Ø ca. 10 bis 12 mm. Das hängt aber von Vielem ab. Ja Du kannst das Kunststoff Gehäuse bis zum Anschlag einschrauben. An der Mutter ist eine kleine Fase, das reicht vollkommen. Dann würde ich alles so lassen wie es ist. ------------------
Klaus Solid Edge V 20 SP15
Konstruktion mit Kunststoff Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Corsin
Mitglied
Beiträge: 12
Registriert: 21.10.2011
|
erstellt am: 18. Dez. 2011 15:02 <-- editieren / zitieren --> Unities abgeben:
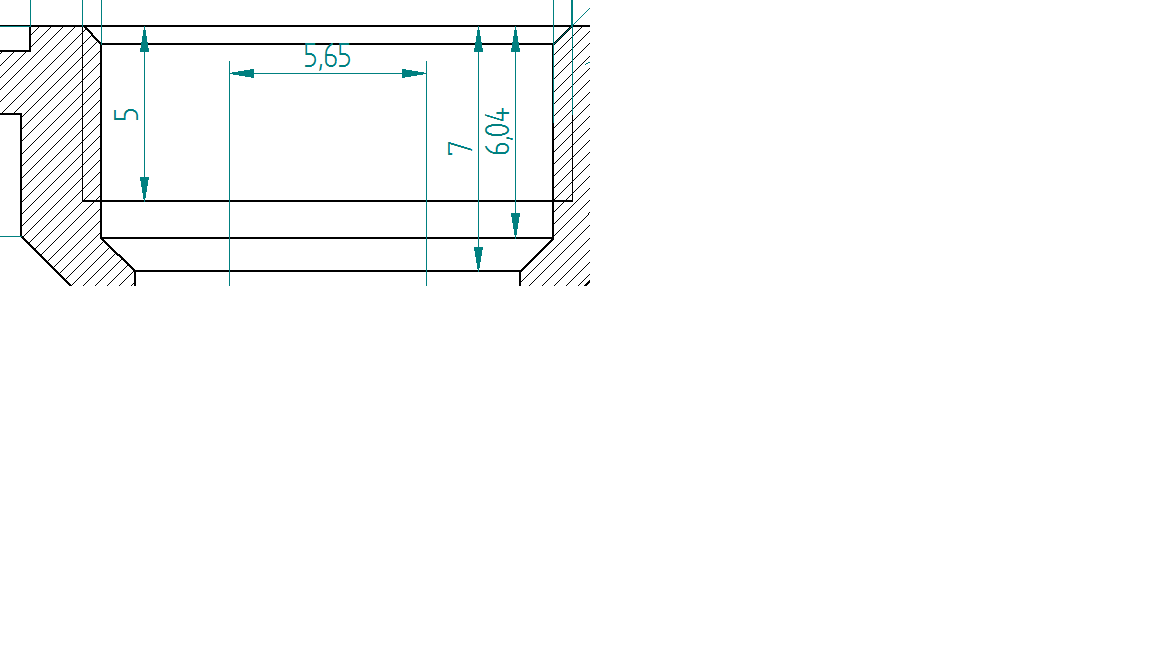
Hab jetzt mal paar Abänderungen gemacht. Gewinde ist jetzt M14x1 und Kerndurchmesser D9. Mich würden nur noch die markierten Stellen interessieren, wie man die darstellen muss um damit umsetzbar is... Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Ehrenmitglied V.I.P. h.c.
Dipl. Ing.
Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
erstellt am: 18. Dez. 2011 15:52 <-- editieren / zitieren --> Unities abgeben: Nur für Corsin
|
Corsin
Mitglied
Beiträge: 12
Registriert: 21.10.2011
|
erstellt am: 21. Dez. 2011 19:47 <-- editieren / zitieren --> Unities abgeben:
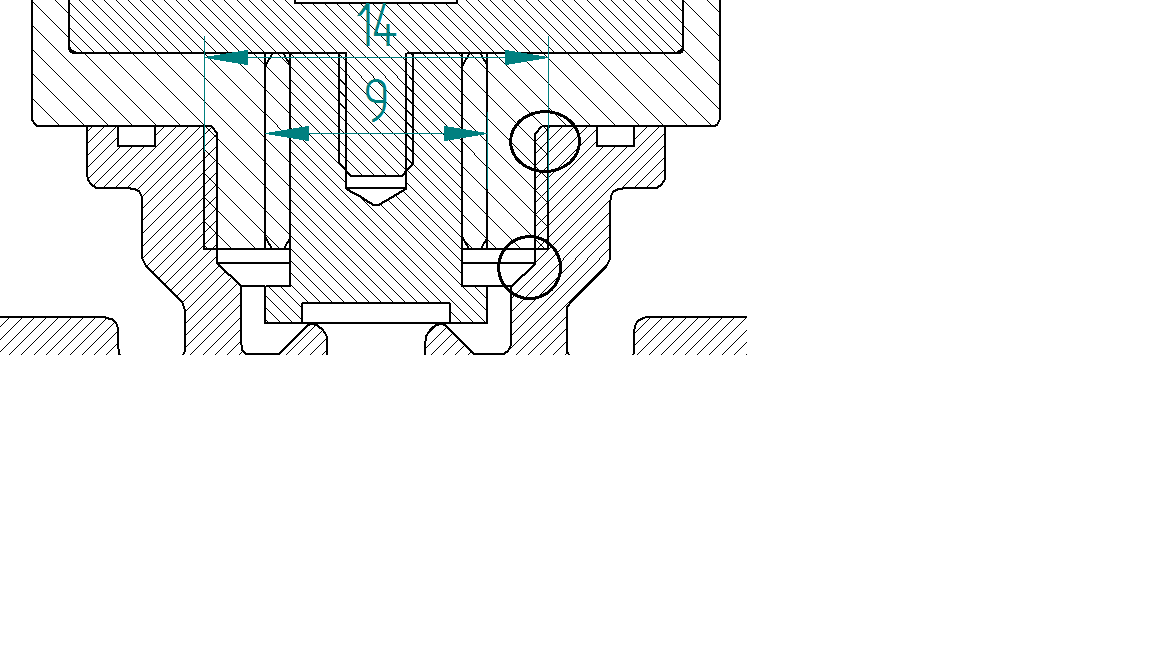
Ok, danke Hab jetzt noch ne Frage: Wenn ich das M14x1 Gewinde in den Ventilkörper (Aluminium-Druckguss) haben will, kann ich das auch mitgießen und wie weit kann ich mit diesem bis zu der Schräge (siehe Anhang) gehen? Muss ich am Gewindeanfang auch eine Fase anbringen? Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Ehrenmitglied V.I.P. h.c.
Dipl. Ing.
Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
erstellt am: 21. Dez. 2011 20:59 <-- editieren / zitieren --> Unities abgeben: Nur für Corsin
Rein formtechnisch brauchtst Du keine Fase. Aber Gewinde sollten immer angefaßt werden um sie leichter einzuschrauben. An der Schräge ist auch kein Gewindeauslauf nötig. Das Problem ist das Ausspindeln des Gewindekernes in der Form.
Alu-Druckguss ist nicht mein Job.
Ob das bei Alu überhaupt geht oder sinvoll ist weiß ich nicht.
Da greift das Alu die Stahlform an, da halten die Formen nur ca. 50.000 Schuß.
Solche Innegewinde auszuspindeln ist sehr aufwendig und teuer. Das lohnt sich nur bei hohen Stückzahlen. Bei kleinen Stückzahlen würde ich das Gewinde einfach nachträglich schneiden. Das ist weniger Stress. Edit: Rein Formtechnisch geht es wie im Bild. [Diese Nachricht wurde von N.Lesch am 21. Dez. 2011 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Gerhard Deeg
Moderator
Konstrukteur aus Leidenschaft
Beiträge: 2643
Registriert: 17.12.2000 CREO - OSD - OSM
HP XW4400 - XW4600
Dell Inspiron 17E
NVIDIA QUADRO FX1500
NVIDIA Quadro FX1800
HP Mini 210 2002sg
WIN 7 Ultimate 32/64
|
erstellt am: 21. Dez. 2011 21:26 <-- editieren / zitieren --> Unities abgeben: Nur für Corsin
Hallo Corsin, wie ich oben schon geschrieben habe, würde ich bei ALU-Druckguss kein Gewinde mitgießen. Auch ein Innengewinde würde ich nicht gießen, egal ob es wenig oder viele Teile sind. Grund: 1. spielt eine Wandstärke bei ALU keine so große Rolle,
2. ist die Gradbildung bei ALU immens höher als bei Kunststoff,
3. spielt die Temperatur eine wichtige Role, denn diese Werkzeuge werden entsprechend hoch geheizt. So das ist meine Begründung, und dann spielt eine Fase keine grosse Rolle, das kann mit angesenkt werden. Gruss Gerhard ------------------
Jeder erfüllte Wunsch ist ein Traum weniger
Träume sind die Sonnenstunden der Hoffnung Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
zeinerling
Mitglied
Maschinenbaukonstrukteur
Beiträge: 313
Registriert: 14.06.2011
|
erstellt am: 21. Dez. 2011 22:08 <-- editieren / zitieren --> Unities abgeben: Nur für Corsin
Hallo, jetzt muss mir aber noch jemand erklären wie man denn ein Innengewinde überhaupt gießen kann.
Fakt ist doch, dass da ein Platzhalter oder Kern daher muss, der so ähnlich aussieht wie eine Schraube.
Wenn aber nun der Gießvorgang beendet ist, befindet sich natürlich auch das Material in den Gewindegängen von dem Platzhalter.
Wenn man nun die Gießform trennen muss, müsste man ja vorher den Platzhalter heraus drehen. MfG. Zeinerling
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Ehrenmitglied V.I.P. h.c.
Dipl. Ing.
Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
erstellt am: 22. Dez. 2011 07:49 <-- editieren / zitieren --> Unities abgeben: Nur für Corsin
|
Gerhard Deeg
Moderator
Konstrukteur aus Leidenschaft
Beiträge: 2643
Registriert: 17.12.2000 CREO - OSD - OSM
HP XW4400 - XW4600
Dell Inspiron 17E
NVIDIA QUADRO FX1500
NVIDIA Quadro FX1800
HP Mini 210 2002sg
WIN 7 Ultimate 32/64
|
erstellt am: 22. Dez. 2011 12:18 <-- editieren / zitieren --> Unities abgeben: Nur für Corsin
Hallo Zeinerling, im Anhang habe ich Dir Unterlagen über eine Ausspindelform einer Unterlage von der Firma Hasco angehangen, wo Du Dir mal ein Bild machen kannst, wie man ein Innengewinde eines Kunststoffteiles herstellen kann. Es gibt auch noch andere Möglichkeiten, aber da noch darauf einzugehen würde den Rahmen sprengen und ich habe auch im Augenblick nicht die Zeichnungen parat. Frohe Weihnachten und Gruss Gerhard ------------------
Jeder erfüllte Wunsch ist ein Traum weniger
Träume sind die Sonnenstunden der Hoffnung Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
zeinerling
Mitglied
Maschinenbaukonstrukteur
Beiträge: 313
Registriert: 14.06.2011
|
erstellt am: 22. Dez. 2011 16:31 <-- editieren / zitieren --> Unities abgeben: Nur für Corsin
Zitat:
Original erstellt von Gerhard Deeg:
Hallo Zeinerling,im Anhang habe ich Dir Unterlagen über eine Ausspindelform einer Unterlage von der Firma Hasco angehangen, wo Du Dir mal ein Bild machen kannst, wie man ein Innengewinde eines Kunststoffteiles herstellen kann. Es gibt auch noch andere Möglichkeiten, aber da noch darauf einzugehen würde den Rahmen sprengen und ich habe auch im Augenblick nicht die Zeichnungen parat. Frohe Weihnachten und Gruss Gerhard
Hallo Gerhard,
die Gangart wie man das bewerkstelligt ist mir sehr gut bekannt, denn ich habe viele Jahre im Formenbau als Konstrukteur gearbeitet. Die Firma Hasco ist mir auch sehr bekannt. Ich habe meinen Kommentar auch nur deshalb abgegeben, weil manche Leute sich unheimlich schwer mit dem Formenbau tun, insbesondere das "anders herum" denken. Denn da wo im Ferigteil Luft ist, muss ja beim Gießen ein Kern daher.
Ich bin der Meinung, dass das "herausdrehen" von einem Kern ziemlich teuer ist. Vielleicht sollte man sich damit begnügen, nur das Kernloch konisch wegen der Formschräge zu gießen und anschließend das Gewinde bohren. MfG. Zeinerling Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
maschinenbauheit
Mitglied
Techniker Maschinenbau Entwicklung
Beiträge: 600
Registriert: 13.02.2007 Windows 10 Enterprise
Creo 10.0.3.0 (privat Creo 9 Edu)
Lenovo ThinkPad P53
- Intel Core i7 2,6GHz
- RAM 16GB
- NVidia Quadro T1000
Evoluent VerticalMouse VM4L
SpacePilot Pro 3DConnexion
|
erstellt am: 26. Dez. 2011 22:56 <-- editieren / zitieren --> Unities abgeben: Nur für Corsin
Argumente GEGEN ein Gewinde in Alu-Druckguß: Innen:
- Als Kern nur mit Formschräge größer 2° auszuspindeln, damit als Gewinde unbrauchbar
- thermische Belastung an den Gewindespitzen ist enorm, die brennts weg, ich schätze nach bereits 1000 Schuß
- Wärmerisse in den Gewinde"tälern des Kerneinsatzes, bis der Kern abreißt und im Gußteil stecken bleibt
- je nach Kleinheit des Kerns ist der nur schwer bis garnicht zu kühlen, min. Kerndurchmesser für integrierte Kühlung ca. 16mm,
drunter nur als Stichkühlung, d.h. Bohrung mit Teilungsblech (ist mehr Alibi nach meiner Erfahrung) Aussen:
- mit Schieber wie bei Kunststoffteilen abzubilden,
aber durch den Druck beim Gießen und Nachverdichten mit 80 bis 120 bar (deswegen Druckguß)verschiebts / verspannts die Schieber,
so daß man nie eine ordentliche bündige Teilung zustande bringt
- thermische Belastung wie bein "Innen"
- Wärmerisse in den "Tälern" führen hier zum Ausbrüchen am Schieber, der gesamte Schieber wäre zu erneueren Mit Einlegeteilen in GD-Al hab ich keine Erfahrung, die gibt es aber. Z.B. die Gießerei Voit in St.Ingmar mach so was.
Aber hier empfehle ich eindeutig geschnittene Gewinde in GD-Al. ------------------
A Journey into Darkness, a Journey into Mystery, a Journey into ProEngineer Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |

 Foren auf CAD.de
Foren auf CAD.de