| | |
 | Unsere neue Webseite ist live, eine Pressemitteilung
|
|
Autor
|
Thema: Verzug von Formteil (4633 mal gelesen)
|
swcad
Mitglied
konstrukteur

   Beiträge: 262
Registriert: 28.04.2005
|

 erstellt am: 27. Okt. 2011 10:27
erstellt am: 27. Okt. 2011 10:27  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
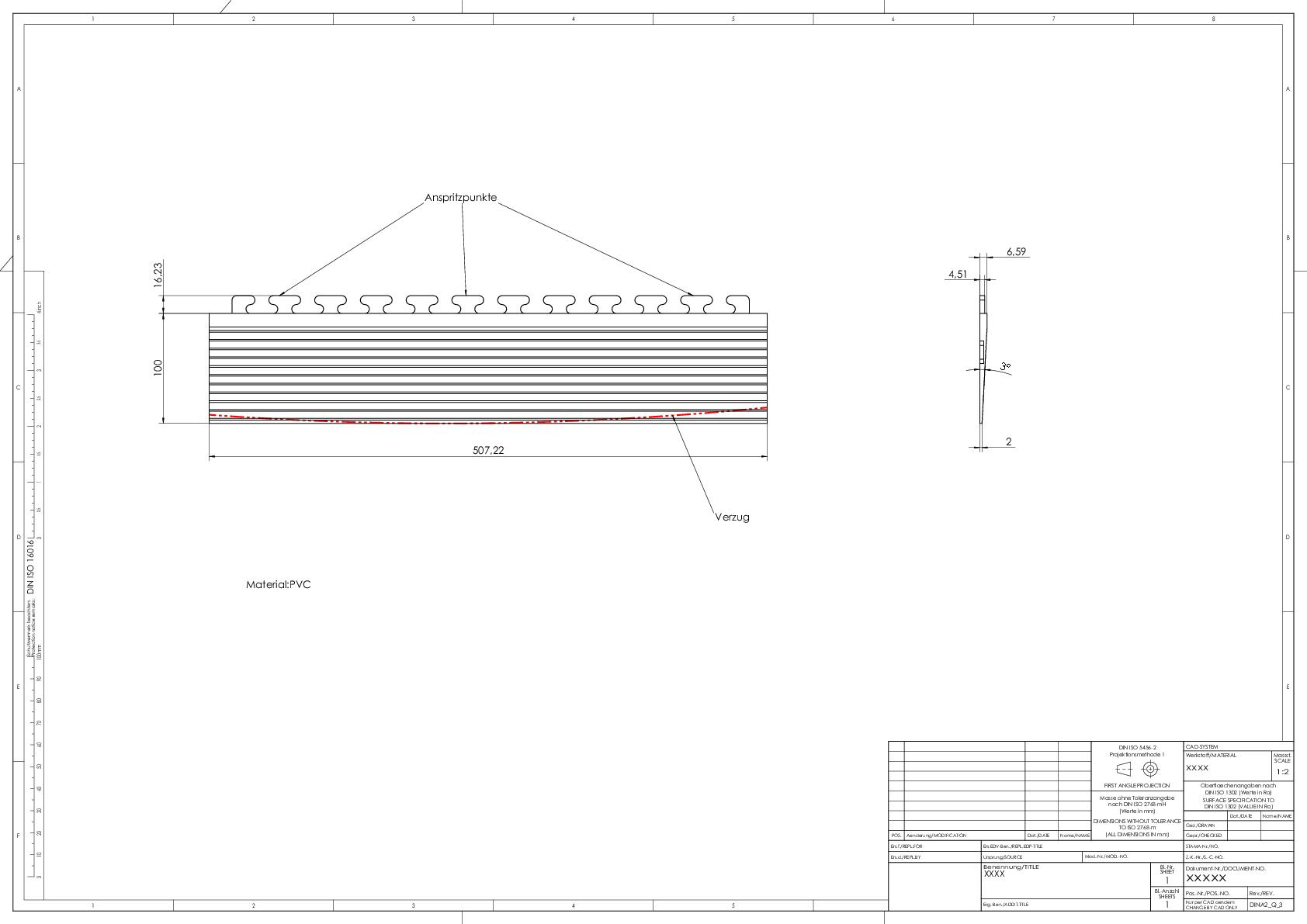
Hallo liebes Forum, ich benötige dringend Hilfe. Wir haben in Abstimmung mit unserem Kunden, dass im Anhang befindliche Werkzeug konstruiert. Da das Teil sehr lang und dünn ist, ergibt sich nun ein starker Verzug. Das Produkt wird wellig. Ich weiß nicht, wie ich den Anguss noch gestalten soll, um den Verzug rauszubekommen. Ich habe den Verzug in der Zeichnung mal Rot gekennzeichnet. Kann mir bitte jemand einen Tip geben. Gruss Olli [Diese Nachricht wurde von swcad am 27. Okt. 2011 editiert.] [Diese Nachricht wurde von swcad am 27. Okt. 2011 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
thomasacro
Ehrenmitglied V.I.P. h.c.
Ingenieur Anwendungsberater

Beiträge: 3734
Registriert: 12.05.2004 V4
V5 2016 - 2020
V6 2016x -2019x
|
erstellt am: 27. Okt. 2011 10:30 <-- editieren / zitieren --> Unities abgeben: Nur für swcad 
|
swcad
Mitglied
konstrukteur
Beiträge: 262
Registriert: 28.04.2005
|
erstellt am: 27. Okt. 2011 10:34 <-- editieren / zitieren --> Unities abgeben:
|
swcad
Mitglied
konstrukteur
Beiträge: 262
Registriert: 28.04.2005 Solidworks 2015 3.0
Dell precision 7810
|
erstellt am: 27. Okt. 2011 10:36 <-- editieren / zitieren --> Unities abgeben:
|
thomasacro
Ehrenmitglied V.I.P. h.c.
Ingenieur Anwendungsberater
Beiträge: 3734
Registriert: 12.05.2004
|
erstellt am: 27. Okt. 2011 11:03 <-- editieren / zitieren --> Unities abgeben: Nur für swcad
|
swcad
Mitglied
konstrukteur
Beiträge: 262
Registriert: 28.04.2005 Solidworks 2015 3.0
Dell precision 7810
|
erstellt am: 27. Okt. 2011 11:13 <-- editieren / zitieren --> Unities abgeben:
Hallo Tom, wir haben die langen Bauteile erst nur in der Mitte angespritzt. Dort schwindet das Teil mehr als aussen, desshalb dachte ich zwei zusätzliche Anspritzpunkte würden eine Besserung bringen. Vielleicht hätte ich besser mit einem Filmanguss, von dünn nach dick angießen sollen, keine Ahnung. Das Teil ist aussen ca. 98,7mm und in der Mitte 98,2mm. Die Verformungläuft aber auch paralell zur dünnen Seite (roten Linie). Hast Du einen Tipp??? Was ist Curling???? Gruss Olli Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
thomasacro
Ehrenmitglied V.I.P. h.c.
Ingenieur Anwendungsberater
Beiträge: 3734
Registriert: 12.05.2004
|
erstellt am: 27. Okt. 2011 11:20 <-- editieren / zitieren --> Unities abgeben: Nur für swcad
Ich kennen Curling noch vom Rapid Prototyping. Da biegen sich dünne Teile schonmal hoch.Ich bin leider kein Gußexperte. aber wie würde es aussehen, wenn du den Mittleren Kanal dünner ausführen würdest? Dafür die Äußeren dicker? Wie gesagt: hab wenig Ahnung. aber dadurch hättest du einen stärkeren Widerstand in der Mitte und würdest die Form eher von den Seiten füllen. Vielleicht fungieren die Seitenangüsse dann auch noch als Speiser? Gibts sowas beim Kunststoffspritzen? ------------------
gruß, Tom  Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
swcad
Mitglied
konstrukteur
Beiträge: 262
Registriert: 28.04.2005 Solidworks 2015 3.0
Dell precision 7810
|
erstellt am: 27. Okt. 2011 11:34 <-- editieren / zitieren --> Unities abgeben:
Hallo Tom, ich hatte genau den gleichen Gedankengang. Wir haben in die mittleren Angusskanäle ein Fließbremse eingebaut, Passstift Ø5mm, so dass die äusseren Kanäle mehr Füllen. das Problem jetzt scheint zu sein , dass die Nahtstellen sich aufwerfen und wellig werden.Vielleicht liegt es aber auch an der Temperatur der Form. Der Kund läßt eigentlich nur kaltes Wasser durchlaufen, was maximal 35° ist. Ich habe auch zu wenig Erfahrung mit PVC Matten um zu wissen was richtig une falsch ist. Mal schauen wie es sich entwickelt. Gruss Olli Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
thomasacro
Ehrenmitglied V.I.P. h.c.
Ingenieur Anwendungsberater
Beiträge: 3734
Registriert: 12.05.2004
|
erstellt am: 27. Okt. 2011 11:38 <-- editieren / zitieren --> Unities abgeben: Nur für swcad
|
Gerhard Deeg
Moderator
Konstrukteur aus Leidenschaft
    

Beiträge: 2643
Registriert: 17.12.2000 CREO - OSD - OSM
HP XW4400 - XW4600
Dell Inspiron 17E
NVIDIA QUADRO FX1500
NVIDIA Quadro FX1800
HP Mini 210 2002sg
WIN 7 Ultimate 32/64
|
 erstellt am: 27. Okt. 2011 12:05 <-- editieren / zitieren --> Unities abgeben: Nur für swcad
erstellt am: 27. Okt. 2011 12:05 <-- editieren / zitieren --> Unities abgeben: Nur für swcad
Hallo Olli, ich seh gerade, dass Du ganz große Probleme hast. Das Teil ist ja auch ziemlich groß. Warum musstest Du unbedingt an dieser Stelle anbinden? Ich hätte das wie auch die Prüfkörper an der 100mm breiten Stelle angebunden und dann auf die Länge von 500mm das Teil gefüllt. Ich bin der Meinung, da kannst Du mit den Anbindungen noch so sehr spielen, das wird nichts.
Bei einer 4 fach Form hättest Du doch die Möglichkeit gehabt, 2 Teile oben und 2 Teile unten einzuformen und dann an der schmalen Seite anzugießen.
An der 6mm dicken Seite einen entsprechenden Film und dann gehts rein mit dem Material.
Hast Du denn noch die Möglichkeit das umzubauen? Gruss Gerhard ------------------
Jeder erfüllte Wunsch ist ein Traum weniger
Träume sind die Sonnenstunden der Hoffnung Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Patrick Weber
Mitglied
Konstruktionstechniker, Admin
Beiträge: 661
Registriert: 20.11.2006
|
erstellt am: 27. Okt. 2011 12:11 <-- editieren / zitieren --> Unities abgeben: Nur für swcad
Ich werfe mal in den Raum, dass es wohl hauptsächlich an den Wandstärkenunterschieden liegt. Ich habe, ehrlich gesagt, keine Erfahrungen mit PVC, aber wenn es sich so wie andere technische Kunststoffe verhält, könnte es die Form des Verzuges erklären. Dünnere Wandstärke schwindet weniger als dicke Wandstärke. Die dünnere Wandstärke (Lippe von 2mm) bleibt also länger als die hintere Anbindung, was zum Aufwellen führt. ------------------
Grüße aus Sachsen
pw Karl Marx ist tot, Einstein ist tot, und mir ist auch schon ganz schlecht! Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Gerhard Deeg
Moderator
Konstrukteur aus Leidenschaft
Beiträge: 2643
Registriert: 17.12.2000 CREO - OSD - OSM
HP XW4400 - XW4600
Dell Inspiron 17E
NVIDIA QUADRO FX1500
NVIDIA Quadro FX1800
HP Mini 210 2002sg
WIN 7 Ultimate 32/64
|
 erstellt am: 27. Okt. 2011 12:23 <-- editieren / zitieren --> Unities abgeben: Nur für swcad
erstellt am: 27. Okt. 2011 12:23 <-- editieren / zitieren --> Unities abgeben: Nur für swcad
Hallo Patrick, das stimmt schon mit den dünnen und dicken Wandstärken. Aber wenn Olli nur die äußeren beiden Anbindungen offen hat und dann das Material einschießt, dann sollte sich die Naht in der Mitte treffen und es wirft eine kalte Beule auf. Wenn er nur von einen Punkt offen hat, dann muss sich das Material durch den Punkt quälen und ist kalt bis es oben angelangt ist.
Ich wäre dafür auf den 4.5mm breiten Nasen einen direkten Anschnitt zu öffnen, dass so viel wie möglich an Material an einer Seite eingespritzt werden kann, damit das Teil sich von einer Seite aus füllen kann. Was sagt denn unser Experte der Klaus als Kunststoffingenieur zu dem Problem? Gruss Gerhard ------------------
Jeder erfüllte Wunsch ist ein Traum weniger
Träume sind die Sonnenstunden der Hoffnung Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
swcad
Mitglied
konstrukteur
Beiträge: 262
Registriert: 28.04.2005
|
erstellt am: 27. Okt. 2011 12:29 <-- editieren / zitieren --> Unities abgeben:
Hallo Gerhard, ich habe das Problem, dass bei dem rechten und linken Teil noch ein Formkern an den Seiten eintaucht, wenn es trotzdem Klppen könnte würdest Du dann über beide Seiten anspritzen oder nur eine, würdest Du einen Filmanguss nehmen? Wie sieht es mit der Formtemperatur aus, sollte die höher als 35° sein, oder bringt das nichts? @Patrick, ja mit der Wandstärke habe ich auch so meine Probleme, aber da muss ich jetzt durch, ich konnte mich nicht gegen den Auftrag streuben  was ich jetzt bräuchte wäre ein Lösung die funktioniert, ich habe da einfach zu wenig Erfahrung, eigentlich ist das nicht mehr mein Metier. Gruss Olli Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Ehrenmitglied V.I.P. h.c.
Dipl. Ing.
Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
erstellt am: 27. Okt. 2011 12:54 <-- editieren / zitieren --> Unities abgeben: Nur für swcad
Wie schon mehrfach geschrieben ist die Wanddicke von 2 bis 6,6 das größte Problem. Ich würde unbedingt an der dicksten Stelle anspritzen. Das geht z.B. mit einem gebogenen Tunnelanguß ( Sichelanguß ). Ob man da in der Mitte oder an den Enden anspritzt ist ist zweitrangig.
( Bei der Dicke reicht auch einmal in der Mitte )
Bei der Dicke sollte der Anspritzpunkt mindestens 3 mm groß sein, weil der sonst zu früh eingefriert und der Nachdruck nicht in die Kavität gelangt. ------------------
Klaus Solid Edge V 20 SP15
Konstruktion mit Kunststoff Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
swcad
Mitglied
konstrukteur
Beiträge: 262
Registriert: 28.04.2005
|
erstellt am: 27. Okt. 2011 13:16 <-- editieren / zitieren --> Unities abgeben:
Hallo Klaus, das Werkzeug ist so aufgebaut dass es eigentlich zwei Formhälften gibt und keine Auswerfer, wie sonst üblich. Die Bediener rupfen das Teil per Hand aus der Form. Momentan ist es ja so, dass ich 10x8mm breite Angusskanäle habe. Der Einspritzpunkt ist ca. 10x4,5mm, die Form füllt auch gut, nur wird das Teil krum, wie im PDF dargestellt, ich bekomme so langsam die Vermutung, dass ich da kein gerades Teil rausbekomme. Könnte ich über ein höhere Werkzeugtemperatur den Verzug verringern, i.M. liegt diese bei 35°. Dann könnte das Teil langsamer abkühlen. Bitte dringend um Hilfe. Gruss Olli Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Gerhard Deeg
Moderator
Konstrukteur aus Leidenschaft
Beiträge: 2643
Registriert: 17.12.2000 CREO - OSD - OSM
HP XW4400 - XW4600
Dell Inspiron 17E
NVIDIA QUADRO FX1500
NVIDIA Quadro FX1800
HP Mini 210 2002sg
WIN 7 Ultimate 32/64
|
erstellt am: 27. Okt. 2011 14:54 <-- editieren / zitieren --> Unities abgeben: Nur für swcad
Hallo Klaus, könnte man da nicht eine Moldflowanalyse durchführen um zu sehen was passiert wenn man etwas verändert in der Formtemperatur? Da hast Du doch die größeren Erfahrungen als ich. Gruss Gerhard ------------------
Jeder erfüllte Wunsch ist ein Traum weniger
Träume sind die Sonnenstunden der Hoffnung Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Ehrenmitglied V.I.P. h.c.
Dipl. Ing.
Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
erstellt am: 27. Okt. 2011 15:06 <-- editieren / zitieren --> Unities abgeben: Nur für swcad
So wie Du schreibst, ist der Anspritzpunkt und Angusskanal groß genung. Da hilft dann nur noch mehr Spritzdruck und vor allem mehr Nachdruck. Eventuell ist die Spritzgießmaschine zu klein oder verschlissen, daß nicht mehr geht. Bei der Größe der Teile braucht man schon gewaltig viel Schließkraft. Rechne mal nach: 300 bar mindestens - falls es weniger sind hast Du eine gute Ausrede. Bei PVC sollte die Werkzeugtemperatur so niedrig wie möglich sein, wegen der Kühlzeit. Wenn die Kühlbohrungen in der Länge verlaufen, könnte man an der 2 mm dicken Stelle eine oder 2 verschließen um da weniger zu kühlen. Die dickste Stelle sollte schon ordentlich gekühlt werden. Die Wanddickenunterschiede von 2 bis 6,5 mm sind schon brutal. Das kann man im Spritzguss nicht machen. Wenn alles nicht hilft, dann bleibt nur noch an der dicken Stelle einen Einsatz einbauen und die Wanddicke auf 3 bis 3,5 mm reduzieren. ------------------
Klaus Solid Edge V 20 SP15
Konstruktion mit Kunststoff Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Ehrenmitglied V.I.P. h.c.
Dipl. Ing.
Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
erstellt am: 27. Okt. 2011 15:36 <-- editieren / zitieren --> Unities abgeben: Nur für swcad
|
swcad
Mitglied
konstrukteur
Beiträge: 262
Registriert: 28.04.2005
|
erstellt am: 27. Okt. 2011 16:04 <-- editieren / zitieren --> Unities abgeben:
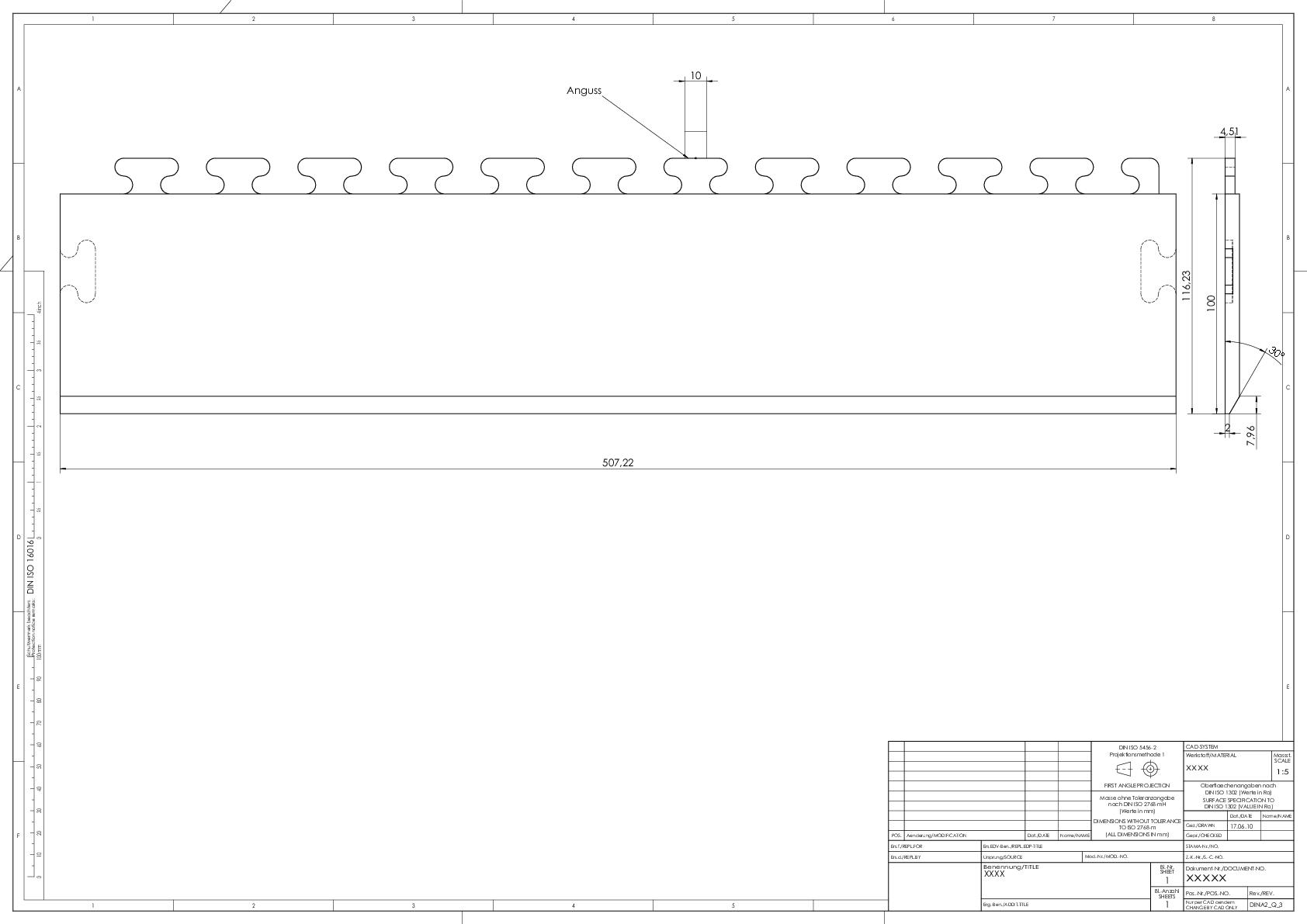
Hallo Klaus, vielen Dank schonmal, wir waren gerade beim Kunden. Der hat einige Versuche gemacht, Temperatur, Nachdruck usw. Ergebniss ist, dass sich eigentlich nichts verändert. Die Maschine ist wirklich grenzgängig. Wir überlegen nun, das Bauteil so lang wie möglich gerade (paralell) laufen zu lassen und am Ende ein 30° Schräge laufen zu lassen, so dass wir auf die 2mm Kante kommen. Diese muss sein, da der Gesetzgeber dies vorschreibt. Die Teile sind Anschlusskanten für einen PVC Teppich. Das hieße das nur die letzten 12mm von 6,5 auf 2mm reduziert werden. Könntest Du dir vorstellen , dass das eine wirkliche Verbesserung gibt? Gruss Olli Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
zeinerling
Mitglied
Maschinenbaukonstrukteur
Beiträge: 313
Registriert: 14.06.2011
|
erstellt am: 27. Okt. 2011 16:27 <-- editieren / zitieren --> Unities abgeben: Nur für swcad
Hallo, zwar bin ich nicht der Ober-Formen-Guru  aber ich hätte da eine Ursache warum das so ist. aber ich hätte da eine Ursache warum das so ist. Das Problem hierbei ist die Materialanhäufung von 6,59 mm im oberen Bereich.
Wenn das Material im unteren 2 mm Bereich bereits kalt und verfestigt ist, ist das Material im oberen Bereich noch warm.
Wenn sich also Material abkühlt, wird es vom Volumen kleiner. Die dadurch auftretenden Kräfte verurachen die Durchbiegung.
Man kann dem entgegenwirken, indem man das Wekzeug an gewissen Stellen temperiert, sodass die unterschiedlichen Materialanhäufungen gleichmäßig abkühlen. MfG. Zeinerling
[Diese Nachricht wurde von zeinerling am 27. Okt. 2011 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Gerhard Deeg
Moderator
Konstrukteur aus Leidenschaft
Beiträge: 2643
Registriert: 17.12.2000 CREO - OSD - OSM
HP XW4400 - XW4600
Dell Inspiron 17E
NVIDIA QUADRO FX1500
NVIDIA Quadro FX1800
HP Mini 210 2002sg
WIN 7 Ultimate 32/64
|
erstellt am: 27. Okt. 2011 17:19 <-- editieren / zitieren --> Unities abgeben: Nur für swcad
Hallo Olli, das kann gehen. D.h. Du setzt auf einer Seite einen Einsatz in das Werkzeug indem Du die Materialstärke dünner machst lediglich an den beiden Enden hast Du wieder die vollständige Kontur. Ok. das geht. Bei der Gelegenheit kannst Du noch überlegen, ob Du nicht auch diese Verstärkung in der Mitte des Teiles machen könntest, aber erst wenn wenn der Materialverdrängungskern eingebaut ist. Gruss Gerhard ------------------
Jeder erfüllte Wunsch ist ein Traum weniger
Träume sind die Sonnenstunden der Hoffnung Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Ehrenmitglied V.I.P. h.c.
Dipl. Ing.
Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
erstellt am: 27. Okt. 2011 18:46 <-- editieren / zitieren --> Unities abgeben: Nur für swcad
|
swcad
Mitglied
konstrukteur
Beiträge: 262
Registriert: 28.04.2005
|
erstellt am: 27. Okt. 2011 19:18 <-- editieren / zitieren --> Unities abgeben:
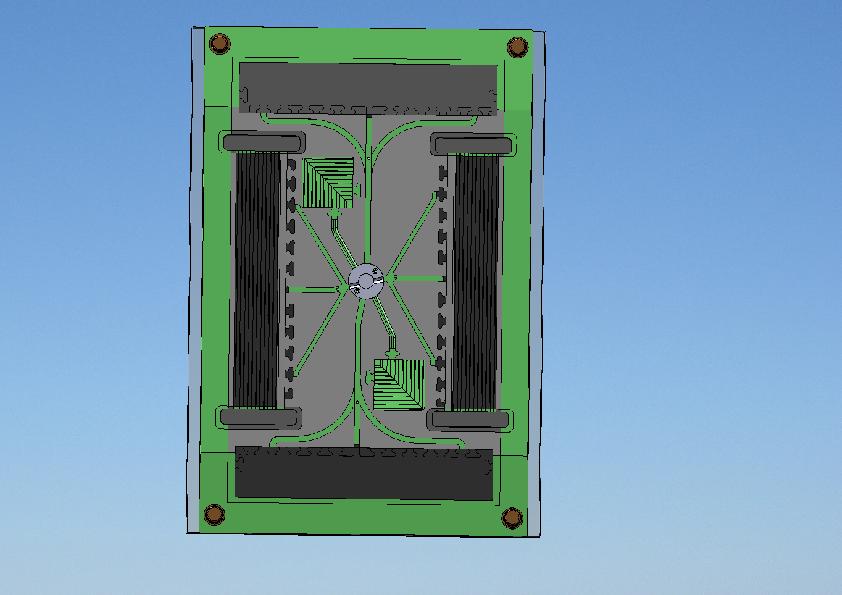
Hallo, da Bilder mehr sagen als Worte, habe ich einen neuen Anhang. Die Platte wird eher gerade als schräg (siehe Zeichnung). Vielleicht darf ich Sie auch noch auf ca. 60mm kürzen. Würde dieses ein besseres Ergebniss bringen? Gruss Olli Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Gerhard Deeg
Moderator
Konstrukteur aus Leidenschaft
Beiträge: 2643
Registriert: 17.12.2000 CREO - OSD - OSM
HP XW4400 - XW4600
Dell Inspiron 17E
NVIDIA QUADRO FX1500
NVIDIA Quadro FX1800
HP Mini 210 2002sg
WIN 7 Ultimate 32/64
|
erstellt am: 27. Okt. 2011 19:38 <-- editieren / zitieren --> Unities abgeben: Nur für swcad
Hallo Olli, so in etwa stell ich mir das Teil vor. Die Stege habe ich nur noch eingebracht, weil Du an dieser Stelle auch noch Anbindung hast. HTH Gruss Gerhard Gruss Gerhard ------------------
Jeder erfüllte Wunsch ist ein Traum weniger
Träume sind die Sonnenstunden der Hoffnung Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
opa2
Mitglied
Dipl.Ing.
Beiträge: 66
Registriert: 22.08.2007 ZB.Kulmann A0+; P4/3,2; 1GB;XP; Geforce 5700; NB P4/1,8; 512MB; GK-ATI7500; MDT5; Think3-9
|
erstellt am: 28. Okt. 2011 10:26 <-- editieren / zitieren --> Unities abgeben: Nur für swcad
Nun ich würde meinen, dass hier das "Schäumen" eine gute Möglichkeit wäre. Bei PVC (welche Härte ?? ) habe ich mit hohem Nachdruck nie gute Teile bekommen. Mit dem Abkühlen der Teile im Wasser, kann man keine guten Teile fertigen. Spätestens nach 2 Wochen Lagerung wird man wieder "krumme Hunde" haben, wegen der eingefrorenen Spannungen . Vielleicht wäre auch "Gieß-Vulkollan" eine Alternative, wobei auch Längen von > 1 m , bei geringen Werkzeugkosten möglich sind.
-
---> Gruß opa2 [Diese Nachricht wurde von opa2 am 28. Okt. 2011 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Ehrenmitglied V.I.P. h.c.
Dipl. Ing.
Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
erstellt am: 28. Okt. 2011 11:41 <-- editieren / zitieren --> Unities abgeben: Nur für swcad
|
swcad
Mitglied
konstrukteur
Beiträge: 262
Registriert: 28.04.2005
|
erstellt am: 31. Okt. 2011 11:18 <-- editieren / zitieren --> Unities abgeben:
Hallo an alle, vielen Dank für die vielen Antworten. Da das Kind ja schon in den Brunnen gefallen ist,möcht ich bitten die Diskussion auf das Mögliche zu begrenzen. Soll heißen das Werkzeug steht in Stahl und Eisen. So wie ich es jetzt rausgelesen habe, gibt es die Möglichkeit des Auskernens, also versuchen gleichmäßige Wandstärken zu erreichen. Das wäre allerdings zu teuer. Der Kunde mag es gerne günstig. Mein Vorschlag wäre es die Platte auf 60-70mm zu kürzen und die Wandstärke auf ganzer länge auf 6,59mm zu belassen und am Aussenrand eine Fase von 30° auf 2mm einzubringen. Siehe PDF aus vorigem Post. Könntet ihr euch das so vorstellen? Bitte dringends um eine Antwort. Gruss Olli Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Ehrenmitglied V.I.P. h.c.
Dipl. Ing.
Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
erstellt am: 31. Okt. 2011 14:00 <-- editieren / zitieren --> Unities abgeben: Nur für swcad
Im Spritzguss sind 6.5 mm Wanddicke eindeutig zuviel. Dicke Stellen schwinden mehr. Dann braucht der Spritzgießer soviel Kühlzeit, die er nicht hat und das Theater geht von vorne los. Du wirst um das Auskernen nicht herumkommen. Du mußt da mindestens auf 3 mm Wanddicke herunter. Ist es Hart- oder Weich -PVC ? Wie ich oben schon schrieb, mußt Du bei PVC kühlen mit 10° C. Und wenn Dein Kunde auf einheitlich 6.5 mm Wanndicke geht, reicht dann das Schußvolumen der Maschine noch aus. Du kannst natürlich ein paar Rippen mehr reinstellen wie in Gerhards Bild. [Diese Nachricht wurde von N.Lesch am 31. Okt. 2011 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
swcad
Mitglied
konstrukteur
Beiträge: 262
Registriert: 28.04.2005
|
erstellt am: 31. Okt. 2011 15:54 <-- editieren / zitieren --> Unities abgeben:
Hallo Klaus, der Kunde spritzt Bodenpaltten von 500x500x6,5mm, dass ist kein Problem.Die Matten sind auch nicht ausgekernt und schwinden tun sie auch gleichmäßig, allerdings werden die von der Mitte aus angespritzt.Kanten sind aber gerade. Material ist PVC weich. Aufgrund, dass die Bodenplatten auch 6,5mm sind würde ich gerne die Anschlussleiten auch 6,5mm voll ausspritzen. Sie sollen sich nur nicht verziehen. Gruss Olli Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Ehrenmitglied V.I.P. h.c.
Dipl. Ing.
Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
erstellt am: 31. Okt. 2011 16:33 <-- editieren / zitieren --> Unities abgeben: Nur für swcad
Und mit welchen Zykluszeiten werden die dicken Bodenplatten gespritzt ? Wie ich oben schon schrieb, ist die 2 mm Kante das Problem. Die sollte weniger gekühlt werden. Dann kannst Du es versuchen. Es kann aber sein, daß Du den Anspritzpunkt auch in die Mitte verlegen mußt. ------------------
Klaus Solid Edge V 20 SP15
Konstruktion mit Kunststoff Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Gerhard Deeg
Moderator
Konstrukteur aus Leidenschaft
Beiträge: 2643
Registriert: 17.12.2000 CREO - OSD - OSM
HP XW4400 - XW4600
Dell Inspiron 17E
NVIDIA QUADRO FX1500
NVIDIA Quadro FX1800
HP Mini 210 2002sg
WIN 7 Ultimate 32/64
|
erstellt am: 31. Okt. 2011 18:08 <-- editieren / zitieren --> Unities abgeben: Nur für swcad
Hallo Klaus, wenn ich das so überschläglich mal berechne, braucht er ca. eine 500t Spritzgießmaschine, da er ja 2 fach spritzen will und das ist nur die Zuhaltekraft, dazu braucht er einen Spritzzylinder, der auf einmal 800qcm
Material einziehen und plastivizieren kann. Ist die Frage, ob die Maschine das mitmacht, wenn er schon Schwierigkeiten mit dem abgestuften Teil hat. Auf eine gerade Platte das Werkzeug zu ändern ist wahrscheinlich einfacher, als einen Kern einzusetzen, da das Werkzeug schon fertig ist, und er auch nicht mehr groß ändern will. Warten wir es ab. Gruss Gerhard ------------------
Jeder erfüllte Wunsch ist ein Traum weniger
Träume sind die Sonnenstunden der Hoffnung Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
swcad
Mitglied
konstrukteur
Beiträge: 262
Registriert: 28.04.2005
|
erstellt am: 02. Nov. 2011 15:42 <-- editieren / zitieren --> Unities abgeben:
|
Thermoflasche
Ehrenmitglied
Konstrukteur
Beiträge: 1733
Registriert: 08.10.2003 Unigraphics NX 2.0.6.2 / NX 4.0.4.2
Soliworks 2008
Moldflow 8.0
|
erstellt am: 09. Nov. 2011 07:05 <-- editieren / zitieren --> Unities abgeben: Nur für swcad
hast Du die Möglichkeit irgendwo eine Moldflow Verzugsanalyse drüber laufen zulassen ?? Wenn nicht dann schick mal rüber und ich lass es mal rechnen  ------------------
 Gruß Thermo Gruß Thermo Take it easy, altes Haus, wer morgens länger schläft, hälts abends länger aus. [Diese Nachricht wurde von Thermoflasche am 09. Nov. 2011 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Thermoflasche
Ehrenmitglied
Konstrukteur
Beiträge: 1733
Registriert: 08.10.2003 Unigraphics NX 2.0.6.2 / NX 4.0.4.2
Soliworks 2008
Moldflow 8.0
|
erstellt am: 09. Nov. 2011 10:12 <-- editieren / zitieren --> Unities abgeben: Nur für swcad
Habs mir nochmal angeschaut,das ausdünnen der 6,5mm sollte eigentlich dein Problem so gut wie beseitigen. Ich würde mehrere gedrahtete Einsätze mit konizität einbringen. Die grenzbereiche werden dann zu Verstärkungsrippen. Die Einsätze baust Du dann mit überlänge ein, schleifst die eine Seite bündig und die andere fräst Du eben rüber im eingebauten Zustand. Das kostet nicht die Welt und die Kühlung kannst Du sicherlich dann dazu anpoassen. Weil die Einsätze keine Dichtflächen haben kannst Du das ganze auch noch weich lassen ------------------
Gruß Thermo Take it easy, altes Haus, wer morgens länger schläft, hälts abends länger aus. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
swcad
Mitglied
konstrukteur
Beiträge: 262
Registriert: 28.04.2005
|
erstellt am: 09. Nov. 2011 13:28 <-- editieren / zitieren --> Unities abgeben:
Hallo zusammen, wir haben die Form jetzt so ausgelegt, dass wie die Platte bis auf die letzten 20mm auf 6,59mm parallel laufen lassen, dann kommt eine Schräge auf 3,5mm. Die Ergebnisse sehen gut aus, und die Teile werden maßhaltig. Eine leichte Krümmung ist immer noch da, aber beim Zusammenklicken der Platten, drückt sich alles gerade. Puh, nochmals Glück gehabt, hatte Angst, dass das ziemlich aufwändig wird. Für Eure Hilfe vielen Dank Gruss Olli Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |

 Foren auf CAD.de
Foren auf CAD.de



 |
|