| | |
 | Regionalmesse Schraubtec hält in Landshut, eine Pressemitteilung
|
|
Autor
|
Thema: Tiefe der Verteilerkanäle (5063 mal gelesen)
|
Hans123
Mitglied
Student

   Beiträge: 104
Registriert: 10.12.2008
|

 erstellt am: 26. Jun. 2011 17:49
erstellt am: 26. Jun. 2011 17:49  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
Hallo, habe da mal ne Frage In den Spritzgussbüchern steht ja drin, dass die tiefe der Angusskanäle 1,5mm + smax ist. Wobei smax die größte Wanddicke des Formteils ist.
Das wird damit begründet, das die Wärme in den Kanälen da länger gespeichert bleibt. Damit der Thermoplast dort länger im schmelzförmigen Zustand bleibt. Wie sieht denn das bei Duroplasten aus?
wäre da nicht die tiefe der Angusskanöle <smax? Damit die Wärme die durch die exotherme Reaktion in den Kanälen entsteht so schnell wie möglich abtransportiert wird und somit die exotherme Reaktion der Formmasse verlangsamt wird? [Diese Nachricht wurde von Hans123 am 26. Jun. 2011 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Ehrenmitglied V.I.P. h.c.
Dipl. Ing.
Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
erstellt am: 26. Jun. 2011 19:48 <-- editieren / zitieren --> Unities abgeben: Nur für Hans123 
Beim Thermoplast Spritzgießen ist für den Querschnitt des Angusskanals entscheidend wie lange er innen noch flüssig bleiben soll, damit der Nachdruck noch wirken kann. Deine Formel ist sicher eine gute Annäherung. Der Anguss erstarrt von außen nach innen. Wie dicker er ist, um so länger dauert es. Die Wanddicke beeinfußt hier die Kühlzeit mit der 2. Potenz, beim Angusskanal mit der 3. Duroplaste Spritzgießen geht zwar auch, ist aber selten.
Soviel Wärme kann doch beim Duroplast Aushärten gar nicht entstehen. Wenn überhaupt.
Man kann bei Duropalsten den Anguss kühlen damit er nicht verloren geht. Das bezweckt das Gleiche wie ein Heißkanal beim Thermoplast Spritzgießen.
Sonst wird bei Duroplasten nicht gekühlt sondern geheizt.
Deswegen soll hier der Anguss genauso schnell aushärten wie das Formteil.
Duroplaste sind viel dünnflüssieger als Thermoplaste und Nachdruck braucht man da auch nicht. Da sollte das Einspritzen noch schneller gehen.
Deswegen halte ich Deine Überlegung die Reaktion zu verzögern für falsch. Es sei den Du willst den Anguss einsparen. Bei Newtonschen Flüssigkeiten ergibt die FLießgeschwindigkeit über den Querschnitt eine Parabel. Betrachte einmal diese Geschwindigkeitsprofile bei Thermo- und bei Duropalsten.
------------------
Klaus Solid Edge V 20 SP15
Konstruktion mit Kunststoff Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Gerhard Deeg
Moderator
Konstrukteur aus Leidenschaft
    

Beiträge: 2643
Registriert: 17.12.2000 CREO - OSD - OSM
HP XW4400 - XW4600
Dell Inspiron 17E
NVIDIA QUADRO FX1500
NVIDIA Quadro FX1800
HP Mini 210 2002sg
WIN 7 Ultimate 32/64
|
 erstellt am: 26. Jun. 2011 20:09 <-- editieren / zitieren --> Unities abgeben: Nur für Hans123
erstellt am: 26. Jun. 2011 20:09 <-- editieren / zitieren --> Unities abgeben: Nur für Hans123
Hallo Klaus, das hast Du sehr gut erklärt, ich hätte das nicht besser machen können. Es ist alles so wie Du es geschrieben hast. Gruss Gerhard ------------------
Jeder erfüllte Wunsch ist ein Traum weniger
Träume sind die Sonnenstunden der Hoffnung Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Hans123
Mitglied
Student
Beiträge: 104
Registriert: 10.12.2008
|
erstellt am: 26. Jun. 2011 20:49 <-- editieren / zitieren --> Unities abgeben:
Hallo, danke für eure Antworten. Du hast geschrieben, dass der Angusskanal zeitgleich mit dem Formteil aushärten soll. Das würde ja bedeuten, dass der Angusskanal in seiner Tiefe maximal smax sein darf. Wenn er größer als smax wäre, wie z.B. bei den Verteilerkanälen bei den Thermoplasten (smax+1,5mm), würde er ja eher aushärten, als das Formteil. Da ja die Wärme dort wesentlich langsamer abtransport wird, als beim Formteil und somit die exotherm. Rk. schneller in Gang kommt.Oder?
Was meinst du in deinem Beitrag, dass meine Überlegung falsch ist? Der Angusskanal härtet doch da erst trotzdem später aus, als das Harz im Formnest und das is ja das ganze Ziel oder gibts da noch Nachteile? PS: Diese Überlegungen hier beziehen sich auf eine Gießform bei der mit 3bar das Harz eingespritzt wird. Da es dazu keine Literatur zur Auslegung gibt, habe ich die Literatur von Spritzgießwerzeugbau zur Rate genommen. Die Verteilerkanäle haben eine Länge von ca 40cm. Es sollen dabei 4 Formnester mit einen Formteil von 2mm Dicke befüllt werden. Die Angusskanalbreite beträgt 4mm und die Tiefe 2mm.
[Diese Nachricht wurde von Hans123 am 26. Jun. 2011 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Ehrenmitglied V.I.P. h.c.
Dipl. Ing.
Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
erstellt am: 26. Jun. 2011 21:26 <-- editieren / zitieren --> Unities abgeben: Nur für Hans123
Duroplaste sind nicht mein Spezialgebiet. Aber beim Anguss sollte die Wärmeleitung und Wärmekapzität überhaupt keine Rolle spielen, weil das Einspritzen sehr schnell geht.
Das mit dem Kaltkanal würde ich als Student sein lassen, weil es leicht schief gehen kann. Daß das Aushärten von Duroplasten eine exotherme Reaktion ist, ist mir neu.
Weil bei Duroplasten die Wanddicke die Reaktionszeit nur linear beeinflusst, sind sie für dickwandige Teile besser.
Deine exotherme Theorie kann nicht stimmen, weil auch bei Duroplasten dickere Teile länger brauchen. Erzähl mal was Du vorhast, sonst diskutieren wir aneinander vorbei. ------------------
Klaus Solid Edge V 20 SP15
Konstruktion mit Kunststoff Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Hans123
Mitglied
Student
Beiträge: 104
Registriert: 10.12.2008
|
erstellt am: 26. Jun. 2011 21:29 <-- editieren / zitieren --> Unities abgeben:
Hallo, bei der Kalthärtung von Harzen mischt man den Harz und den Härter. Diese reagieren dann miteinander und härten dann unter Wärmeabgabe (exotherme Reaktion) aus. Wenn ich jetzt der Reaktion in den Verteilerkanälen die Wärme entziehe, müsste die ja langsamer von statten gehen als in den Formnestern.
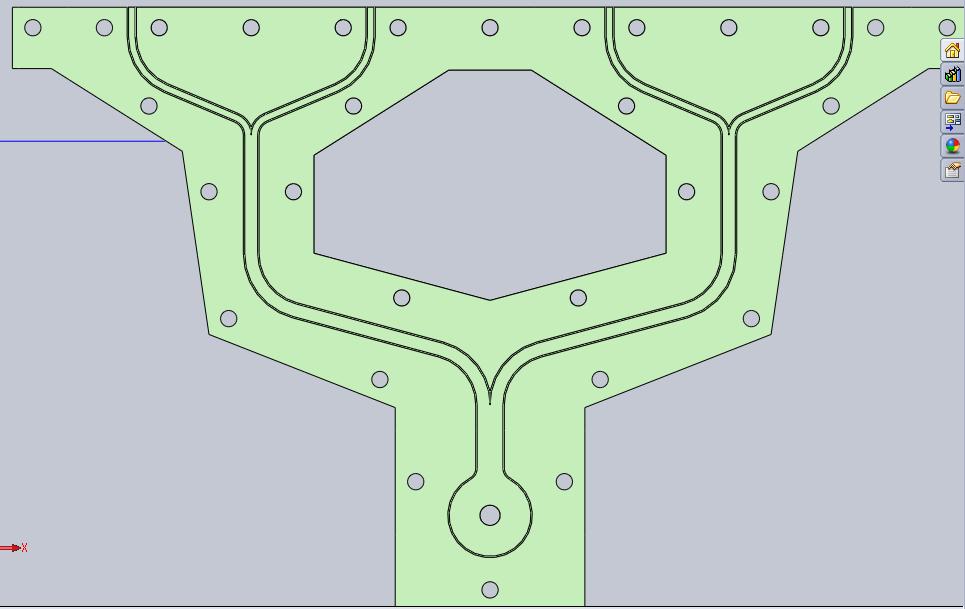
Diese Überlegungen hier beziehen sich auf eine Gießform bei der mit 3bar das Harz eingespritzt wird. Da es dazu keine Literatur zur Auslegung gibt, habe ich die Literatur von Spritzgießwerzeugbau zur Rate genommen. Die Verteilerkanäle haben eine Länge von ca 40cm. Es sollen dabei 4 Formnester mit einen Formteil (Schulterprobe) von 2mm Dicke befüllt werden. Die Angusskanalbreite beträgt 4mm und die Tiefe 2mm. Im Anhang habe ich mal ein Bild des Verteilersystems angehängt
Da das Harz nur mit 3bar eingespritzt wird und eine relativ lange Strecke zu den Formnestern zurücklegen muss, kann es ja sein, dass es bei dickflüssigeren Harzen ja etwas länger dauert. Von daher dachte ich, dass eine längere Topfzeit in den Verteilerkanälen vielleicht besser ist, um zu garantieren, dass die Formnester auch wirklich vollständig befüllt werden...
[Diese Nachricht wurde von Hans123 am 26. Jun. 2011 editiert.]
[Diese Nachricht wurde von Hans123 am 26. Jun. 2011 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Ehrenmitglied V.I.P. h.c.
Dipl. Ing.
Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
erstellt am: 26. Jun. 2011 22:33 <-- editieren / zitieren --> Unities abgeben: Nur für Hans123
Thermoplast Spritzgießen fängt bei ca. 500 bar an. Die Schließkraft der kleinsten Maschinen ist 200 KN ( 20 Tonnen ) Unter Duroplast verstehe ich Phenolharz Typ 31 oder Melamin mit einer entsprechenden Presse und einem beheizten Werkzeug. Du arbeitest da mit Gießharz, das ist etwas ganz anderes.
Die Verteilerkanäle sollten möglichst rund sein, sonst verschwendest Du eine Menge Material. In Deinem Fall also ca 3x 3 mm.
Dann flließt die Sache viel schneller und du hast weniger Probleme mit der Reproduzierbarkeit. Die 4 Nester werden dann auch gleichmäßiger.
(In der Technik werden üblicherweise nur mm verwendet, keine cm. )
Dein größtes Problem ist doch die Kanäle alle gleich zu temperieren. Deine Überlegung zur Reaktionskinetik ist schon richtig. Aber die Reaktionsgeschwindigkeit nimmt bestimmt nicht linear mit der Temperatur zu, sondern sie macht irgendwo einen Sprung. Bei Gummi gibt es dazu Vulkanometer. Du mußt zuerst untersuchen, bei welcher Temperatur und nach welcher Zeit sich die Viskosität wie ändert. ------------------
Klaus Solid Edge V 20 SP15
Konstruktion mit Kunststoff Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Hans123
Mitglied
Student
Beiträge: 104
Registriert: 10.12.2008
|
erstellt am: 27. Jun. 2011 07:31 <-- editieren / zitieren --> Unities abgeben:
Hallo, nochmals danke für deine Antwort :-) Das mit der Temperierung ist so eine Sache. Das Teil soll ja auch mal gebaut werden und es steht für eine Temperierung des Teils mittels Wasser oder sowas kein Geld zur Verfügung.... An der Temperatur selber kann ich da also leider nichts beeinflussen :-/
Ich denke aber, dass die Temperatur in den Verteilerkanälen überall gleich ist. Wieso sollte die an einer Stelle höher sein, als an einer anderen, wenn das Harz gleichmäßig durch die Kanäle fließt? Bleibt also nur zu hoffen, dass das Harz auch wirklich gleichmäßig durch die Kanäle fließt... Als Kanalquerschnitt habe ich jedoch ein trapezförmigen Querschnitt gewählt. Da da die Wärmeverluste höher sind als beim runden Querschnitt, was wiederrum die Reaktion verlangsamt und zudem für eine bessere Entformbarkeit des gehärteten Materials in den Kanälen führt. Da man da leicht mit nem Schraubenzieher das gehärtete Harz entfernen kann. Der Abfall ist, wie du bereits sagtest da leider größer als bei Verwendung von nem Rundkanal... [Diese Nachricht wurde von Hans123 am 27. Jun. 2011 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
N.Lesch
Ehrenmitglied V.I.P. h.c.
Dipl. Ing.
Beiträge: 5286
Registriert: 05.12.2005 WF 4
|
erstellt am: 27. Jun. 2011 07:52 <-- editieren / zitieren --> Unities abgeben: Nur für Hans123
Man sollte das Kind auch beim Namen nennen: Das Thema heißt Rheologie - die Lehre vom Fließen. Und warum sind die Kanäle so lang ? Dann mache den Verteilerblock aus Aluminium. Wenn er heiß wird, würde ich ihn außen noch isolieren. Edit: Im Anhang noch ein Angusskanal aus dem Formenbau, wenn er nur in eine Formhälfte geht.
Den Kanal ganz rund ist mir meistens zu aufwendig. [Diese Nachricht wurde von N.Lesch am 27. Jun. 2011 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Hans123
Mitglied
Student
Beiträge: 104
Registriert: 10.12.2008
|
erstellt am: 27. Jun. 2011 08:19 <-- editieren / zitieren --> Unities abgeben:
Hallo, da das Formnest aus einem hochlegierten Stahl ist, würde ich den Verteilerblock aus Baustahl oder wie du schon sagtest aus Alu machen wollen, da die Wärmeleitfähigkeit dieser Materialien höher ist als bei Edelstahl. Was wieder zu einer schnelleren Wärmeableitung führt. Die Kanäle selbst sind so lang, weil ich ein ausbalanciertes System machen wollte. D.h. die Fließwege sollen zu jedem Formnest gleich lang sein. Zudem habe ich noch lange gerade Fließwege eingebaut, wie du in der Konstruktion siehst. Diese sind sogenannte Beruhigungsstrecken, damit das Gemisch wieder ein homogenes Geschwindigkeitsprofil über den Querschnitt aufbauen kann. Denn nach einer Umlenkung erfährt das Gemisch ein asystrisches Geschwindigkeitsprofil. Würde ich also nach einer solchen Umlenkung das Gemisch teilen, so würde ja ein Formnest eher befüllt werden als ein anderes...deswegen erstem das Gemisch beruhigen lassen, so dass wieder alles schön gleichmäßig fließt Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Gerhard Deeg
Moderator
Konstrukteur aus Leidenschaft
Beiträge: 2643
Registriert: 17.12.2000 CREO - OSD - OSM
HP XW4400 - XW4600
Dell Inspiron 17E
NVIDIA QUADRO FX1500
NVIDIA Quadro FX1800
HP Mini 210 2002sg
WIN 7 Ultimate 32/64
|
 erstellt am: 27. Jun. 2011 10:33 <-- editieren / zitieren --> Unities abgeben: Nur für Hans123
erstellt am: 27. Jun. 2011 10:33 <-- editieren / zitieren --> Unities abgeben: Nur für Hans123
Hallo Hans, stell doch mal bitte ein Bild von Deinem Angusskanal hier rein, dann kann man sich doch eher ein Bild machen als immer um den heißen Brei rumzuschreiben. Gruss Gerhard ------------------
Jeder erfüllte Wunsch ist ein Traum weniger
Träume sind die Sonnenstunden der Hoffnung Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Hans123
Mitglied
Student
Beiträge: 104
Registriert: 10.12.2008
|
erstellt am: 27. Jun. 2011 10:38 <-- editieren / zitieren --> Unities abgeben:
|

 Foren auf CAD.de
Foren auf CAD.de